Metal galling is not a small surface problem. It can lock a stainless steel fastener in place, damage a sliding fit, or ruin a cutting edge in the middle of production. In real work, that means scrap, rework, broken tools, and lost time.
The problem usually starts at the contact surface, but the real cost shows up later. A part that looks fine in early testing can fail once speed, heat, and repetition increase in production. That is why galling should be treated as a control problem, not just a material problem.
This article explains what galling is, how it starts, where it usually appears, and what makes it worse. It also shows how design choices, process control, and early warning signs can help prevent damage before it spreads.
What Is Metal Galling?
Metal galling is a form of adhesive wear. It happens when two metal surfaces rub under load, stick to each other at small contact points, and begin to tear material away. Once that starts, the surface can go from light drag to heavy damage very quickly.
Adhesive wear
Unlike abrasive wear, where a harder material scratches a softer one, adhesive wear happens when two surfaces bond together under load. As the parts continue to move against each other, this temporary bond breaks. The separation tears small pieces of metal from the surface, leaving a rough, damaged area.
Material transfer
Once adhesive wear occurs, the torn material transfers from one component to the other. In CNC machining operations, this is often seen as a built-up edge (BUE) on a cutting tool. In mechanical assembly, thread material from a bolt may stick to the inside of a nut, altering the thread profile and increasing friction.
Surface seizure
If the material transfer is allowed to continue, the clearance between the mating parts eventually disappears. The friction increases significantly, which often leads to cold welding. At this stage, the parts seize completely. A seized threaded joint, for example, typically cannot be disassembled without cutting or breaking the fastener.
How Metal Galling Develops?
Galling is typically the result of a specific sequence of physical events. It depends heavily on the surface condition, the applied load, and the properties of the metals involved.
Oxide breakdown
Many metals, such as 304 and 316 stainless steels or aluminum alloys, rely on a thin, natural oxide layer for surface protection. Under normal conditions, this passive layer prevents direct metal-to-metal contact. However, high contact pressure combined with sliding friction can break down this oxide film, exposing the bare, reactive metal underneath.
Real contact area
Even precision-machined surfaces consist of microscopic peaks and valleys, known as asperities. When two parts mate, the actual contact area is limited to these microscopic peaks. Because the contact area is so small, the applied load is concentrated, causing extremely high localized pressure on the asperities.
Friction heat
The friction generated by these microscopic peaks sliding against each other creates localized heat. This process accelerates rapidly when speed increases—especially when fasteners are driven at high speeds with pneumatic or electric power tools.
Metals with poor thermal conductivity, like Titanium Grade 5 or austenitic stainless steels, do not dissipate this heat quickly. This localized temperature rise softens the surface peaks, making them more susceptible to plastic deformation and bonding.
Local welding
When bare, heated metal surfaces are pressed together under high localized pressure, atomic bonds can form between the two parts. As the sliding motion continues, the weaker of the two materials yields and tears. This initiates the galling cycle, which typically becomes more severe as the operation continues.
Where Galling Shows Up in Production?
Galling does not happen everywhere. It targets specific mechanical interactions where high pressure and continuous contact are unavoidable. Knowing where to look on the shop floor helps you anticipate the problem before it halts production.
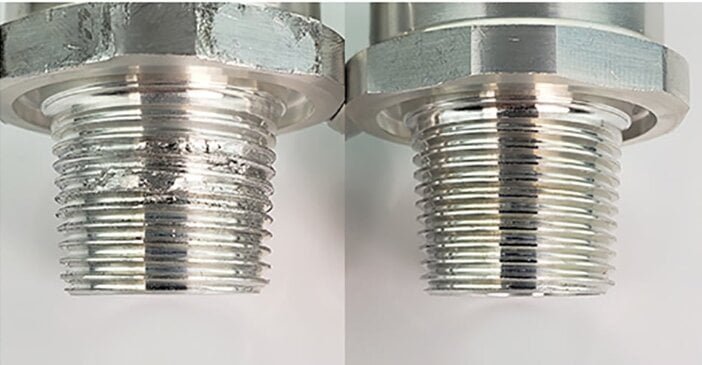
Threaded fasteners
Threaded joints, particularly those made of stainless steel or titanium, are highly susceptible. As a bolt is driven into a nut, the thread flanks experience immense sliding pressure. If assembled dry or driven at high speeds, the threads will quickly cold weld, locking the fastener permanently in place.
Sliding fits
Components designed for linear motion, such as shafts sliding inside bushings or hydraulic cylinder rods, operate with very tight clearances. Repeated sliding removes protective surface oils over time. If the base metals make direct contact under a side load, galling will score the shaft and immediately destroy the seal integrity.
CNC cutting contact
During milling or turning, the cutting edge of a tool constantly shears the workpiece material. When machining gummy materials like 6061 aluminum or 304 stainless steel, the chips often weld directly to the carbide tool. This built-up edge (BUE) alters the tool geometry, causing poor surface finish on the part and rapid tool breakage.
Stamping and forming contact
In sheet metal fabrication, heavy tonnage is applied to press bare metal over a steel or carbide die. Without a proper barrier, the sheet metal will leave microscopic deposits on the die surface. As stamping continues, this material buildup will score and scratch every subsequent part. Pulling a progressive die to polish out these galling marks can easily cost 4 to 8 hours of lost press time.
What Increases Galling Risk?
Certain operating conditions act as a catalyst for adhesive wear. If you are experiencing repeated galling, one or more of these variables are likely out of control.
Similar metal pairs
Metals with the same atomic structure bond easily. Pairing an austenitic stainless steel bolt (like 304) with a nut of the same grade is the most common cause of seized assemblies. Their identical lattice structures allow them to fuse rapidly under pressure.
Contact pressure
High loads force the microscopic surface peaks to crush into one another. In assembly, over-torquing a bolt creates excessive pressure. In machining, aggressive feed rates without adequate tool clearance can spike the contact pressure beyond what the material can withstand.
Lubrication failure
Lubricants act as a physical barrier between metal surfaces. Galling starts when a lubricant is pushed out of the contact zone because it lacks the necessary pressure rating or when it evaporates due to high operating temperatures.
Surface condition
Surface finish directly influences wear. A very rough surface has tall asperities that clash aggressively. However, a surface that is polished too smoothly lacks the microscopic valleys needed to retain oil or grease, leading to dry contact and immediate bonding.

How Design Choices Reduce the Risk?
The most reliable way to prevent galling is to address it during the engineering phase. Small changes on a CAD drawing or a Bill of Materials (BOM) can save hours of rework on the assembly line.
Material pairing
Designing joints with dissimilar metals works well for preventing the atomic bonds that cause cold welding. While pairing a 304 stainless bolt with a standard brass nut is common, heavy-load applications require more specialized choices. Upgrading to Aluminum Bronze or a dedicated anti-galling alloy like Nitronic 60 is usually used for critical systems where frequent disassembly is mandatory.
Hardness difference
Creating a hardness gap between mating parts forces the softer material to yield predictably without welding to the harder surface. A standard engineering rule is to design a hardness difference of at least 50 Brinell (HB) or an equivalent Rockwell value. This strategy depends on the mechanical requirements of the assembly, but it is highly effective for sliding shafts and wear plates.
Surface finish
Specifying the correct surface roughness works well for lubricant retention. Specifying a mirror finish (Ra < 0.4 µm) on sliding stainless steel parts is often a design mistake, as it creates a perfect vacuum-like environment for atomic bonding. Instead, engineers should specify a controlled roughness (like Ra 1.6 to 3.2 µm) to create microscopic pockets that hold extreme-pressure (EP) grease.
Coatings and treatments
Surface engineering adds a hard, anti-galling layer between the base metals. Applying a Titanium Nitride (TiN) PVD coating to a stamping die may cause the initial tooling quote to increase. Still, it becomes more cost-effective at volume by eliminating downtime for die polishing. For fasteners, specifying a black oxide finish or a dry film lubricant like molybdenum disulfide provides an excellent permanent barrier.

How Process Control Affects Galling?
A perfect design will still fail if shop floor execution is poor. Once a part enters active manufacturing, preventing galling relies entirely on how operators, programmers, and technicians control the physical environment.
Tool edge condition
A dull CNC cutting tool rubs the material instead of shearing it, causing friction that immediately spikes localized heat. Once the protective PVD coating on a tool wears off, the exposed carbide provides a perfect surface for bare metal to weld onto.
Machinists must monitor tool wear strictly when cutting high-risk alloys. Replacing carbide inserts at 80% of their expected life is usually used for materials like soft aluminum or titanium to prevent a sudden built-up edge (BUE).
Lubrication strategy
Coolant is not just for temperature control; it provides a physical, hydraulic barrier. In CNC machining, high-pressure coolant (e.g., 1,000 PSI) directed precisely at the cutting zone works well for blasting chips out of the way before they can weld to the tool.
For high-risk alloys, simply applying coolant isn’t enough; machinists must increase the coolant concentration—often pushing the Brix level to 10%–15%—to maximize lubricity. For sheet metal stamping, operators must use drawing compounds containing extreme-pressure (EP) additives like sulfur or chlorine, which chemically activate under heat to prevent atomic bonding.
Torque control
For stainless steel hardware, power tools are the enemy. The high RPMs of pneumatic or electric impact drivers generate instant friction heat, guaranteeing a seized joint before the fastener is even fully seated.
Assembly lines should mandate calibrated torque wrenches and restrict installation speeds to under 100 RPM. While the exact speed limit depends on the thread pitch and diameter, a slow, continuous motion prevents the oxide layer from breaking down abruptly.
Die condition
A polished stamping die, or press brake tool, will not stay pristine on its own. Manufacturers must implement strict maintenance schedules to inspect and remove microscopic metal pickups before they escalate manually.
Catching and polishing out a micro-weld early keeps production moving without sacrificing quality. Running a die until it begins producing visibly scratched parts may cause irreversible scoring to the expensive tool steel, requiring total tool replacement.
Why Galling Gets Worse in Production Runs?
A prototype might pass every inspection, only for the 500th production part to fail catastrophically. The transition from low-volume prototyping to mass production introduces thermodynamics as a major risk factor.
Cycle time
During prototyping, a machine sits idle while an operator measures the first article, allowing the system to cool down naturally. The workpiece, the cutting tool, and the fixtures have ample recovery time to shed heat.
In mass production, cycle times are aggressively compressed to maximize output. This relentless pace eliminates the thermal recovery window, meaning components are subjected to continuously rising temperatures as the shift goes on.
Heat buildup
As cycle times drop, latent heat saturates the entire machining environment. When machining 304 or 316 stainless, this thermal saturation causes the material to work-harden instantly ahead of the tool.
What worked perfectly for 10 parts will suddenly face a hardened surface, causing rapid tool wear and severe galling on part 50. Similarly, running Titanium Grade 5 in continuous shifts pushes the contact zone past the material’s cold-welding temperature threshold.
Repeated contact
Galling is a cumulative process, not an isolated event. A microscopic speck of 304 stainless steel left on a bending die during the first press cycle acts as a focal point for future material buildup.
By the 100th cycle, that microscopic speck has accumulated more material from every passing sheet. It quickly grows into a hard, jagged lump that tears a deep gouge into every subsequent sheet metal enclosure.
Process monitoring
You cannot rely solely on visual checks at high volumes, as galling happens in milliseconds behind closed machine doors. Modern manufacturing relies on automated spindle load monitoring to detect these invisible failures.
Setting a machine to pause if it detects a sudden 5% spike in spindle current works well for catching the exact millisecond a BUE forms. This automated intervention saves expensive, complex parts from being destroyed by a galled endmill.
How to Identify Galling Early?
The goal of quality control is to catch adhesive wear at component number one, before it ruins a whole batch or damages the manufacturing equipment.
Surface scoring
Operators should be trained to look for “frosting” or faint, cloudy directional scratches on sliding surfaces. These subtle visual cues are the immediate precursors to deep, destructive galling.
Catching a minor deviation in surface roughness (Ra) during in-process inspection prevents catastrophic field failures later. It allows the team to swap a tool or adjust lubrication before the parts fall completely out of tolerance.
Thread drag
Assembly technicians cannot rely on visual checks alone for internal threads. QC operators should frequently use Go/No-Go thread gauges during the run. If the “Go” gauge requires more than standard finger force to enter, microscopic galling has already started to distort the pitch diameter.
On the assembly line, manual feel is equally critical. If a technician feels “thread drag”—meaning the nut requires a wrench while only halfway down the shaft—galling has already started, and the process must stop immediately.
Material buildup
Shift changeovers must include a physical inspection of stamping dies, bending brakes, and workholding jaws. However, visually inspecting these bright metal surfaces is often not enough under factory lighting.
Sliding a bare hand or a soft brass scraper over the tooling is usually used for detecting the hard, raised micro-welds. Finding and removing these invisible bumps early saves the next shift from running bad parts.
Rework limits
Engineers and operators must know when to cut their losses. If a stainless fastener seizes, applying more torque will either snap the bolt or strip the internal threads of the main housing.
In these cases, immediately halting work and scrapping a $5 bolt becomes more cost-effective at volume. It is always cheaper to replace the hardware than to pay a machinist to drill and tap out a ruined thread in a high-value custom block.
Conclusion
Metal galling is not a small surface issue. It can damage threads, ruin contact surfaces, shorten tool life, and turn a stable job into rework and delay. In most cases, the problem does not come from one mistake alone. It comes from the wrong material pair, weak lubrication, poor surface control, or a process that becomes unstable as production speeds up.
The best way to deal with galling is to control it before damage starts. That means reviewing the contact condition early, checking material and finish choices, and making sure the production process can stay stable from prototype to batch production.
If your project involves stainless steel fasteners, sliding metal parts, CNC machining, or sheet metal forming, it is worth checking the galling risk before production begins. Send us your drawing or sample, and our engineering team can review the contact points, material pairing, and process risks before they turn into scrap, tool damage, or assembly failure.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.



