Metaalverkalking is geen klein oppervlakteprobleem. Het kan een roestvrijstalen bevestigingsmiddel op zijn plaats houden, een glijdende passing beschadigen of een snijkant ruïneren midden in de productie. In het echte werk betekent dat uitval, herbewerking, kapot gereedschap en verloren tijd.
Het probleem begint meestal aan het contactoppervlak, maar de echte kosten komen pas later aan het licht. Een onderdeel dat er goed uitziet tijdens de eerste tests kan het begeven zodra de snelheid, de hitte en de herhaling toenemen in de productie. Daarom moet slijtage worden behandeld als een controleprobleem en niet alleen als een materiaalprobleem.
In dit artikel wordt uitgelegd wat slijtage is, hoe het begint, waar het meestal optreedt en wat het erger maakt. Het laat ook zien hoe ontwerpkeuzes, procesbeheersing en vroege waarschuwingssignalen kunnen helpen om schade te voorkomen voordat deze zich uitbreidt.
Wat is metaalgallerij?
Metaalverkleving is een vorm van adhesieve slijtage. Het gebeurt wanneer twee metalen oppervlakken onder belasting wrijven, aan elkaar kleven op kleine contactpunten en materiaal beginnen weg te scheuren. Als dat eenmaal begint, kan het oppervlak heel snel van lichte slijtage naar zware schade gaan.
Lijmslijtage
In tegenstelling tot abrasieve slijtage, waarbij een harder materiaal een zachter materiaal bekrast, treedt adhesieve slijtage op wanneer twee oppervlakken zich onder belasting aan elkaar hechten. Wanneer de onderdelen tegen elkaar blijven bewegen, breekt deze tijdelijke verbinding. De scheiding scheurt kleine stukjes metaal van het oppervlak en laat een ruwe, beschadigde plek achter.
Materiaaloverdracht
Zodra er adhesieve slijtage optreedt, wordt het gescheurde materiaal van de ene component naar de andere overgebracht. In CNC-bewerkingsactiviteitenDit wordt vaak gezien als een opstaande rand (BUE) op een snijgereedschap. Bij mechanische assemblage kan draadmateriaal van een bout aan de binnenkant van een moer blijven kleven, waardoor het schroefdraadprofiel verandert en de wrijving toeneemt.
Inbeslagname aan de oppervlakte
Als de materiaaloverdracht doorgaat, verdwijnt uiteindelijk de speling tussen de parallelle delen. De wrijving neemt aanzienlijk toe, wat vaak leidt tot koudlassen. In dit stadium zetten de onderdelen volledig vast. Een vastgelopen schroefverbinding kan bijvoorbeeld meestal niet worden gedemonteerd zonder de sluiting door te snijden of te breken.
Hoe metaalgallerij zich ontwikkelt?
Galvorming is typisch het resultaat van een specifieke opeenvolging van fysische gebeurtenissen. Het hangt sterk af van de oppervlaktegesteldheid, de toegepaste belasting en de eigenschappen van de betrokken metalen.
Afbraak van oxide
Veel metalen, zoals 304 en 316 roestvrij staal of aluminiumlegeringen, vertrouwen op een dunne, natuurlijke oxidelaag voor oppervlaktebescherming. Onder normale omstandigheden voorkomt deze passieve laag direct metaal-op-metaal contact. Een hoge contactdruk in combinatie met glijdende wrijving kan deze oxidelaag echter afbreken, waardoor het kale, reactieve metaal eronder bloot komt te liggen.
Echt contactoppervlak
Zelfs precisiebewerkte oppervlakken bestaan uit microscopische pieken en dalen, asperiteiten genoemd. Wanneer twee onderdelen aan elkaar worden gekoppeld, is het werkelijke contactoppervlak beperkt tot deze microscopische pieken. Omdat het contactoppervlak zo klein is, wordt de toegepaste belasting geconcentreerd, waardoor er een extreem hoge plaatselijke druk op de asperiteiten ontstaat.
Wrijvingswarmte
De wrijving die ontstaat doordat deze microscopische pieken tegen elkaar schuiven, creëert plaatselijke warmte. Dit proces versnelt snel wanneer de snelheid toeneemt, vooral wanneer bevestigingsmiddelen op hoge snelheden worden aangedreven met pneumatisch of elektrisch gereedschap.
Metalen met een slecht warmtegeleidingsvermogen, zoals titanium graad 5 of austenitisch roestvast staal, voeren deze warmte niet snel af. Deze plaatselijke temperatuurstijging maakt de oppervlakte pieken zachter, waardoor ze gevoeliger worden voor plastische vervorming en hechting. Door deze plaatselijke temperatuurstijging worden de pieken aan het oppervlak zachter, waardoor ze gevoeliger worden voor plastische vervorming en hechting.
Lokaal lassen
Wanneer kale, verhitte metalen oppervlakken onder hoge plaatselijke druk tegen elkaar worden gedrukt, kunnen er atoombindingen ontstaan tussen de twee delen. Naarmate de schuifbeweging voortduurt, zal het zwakste van de twee materialen bezwijken en scheuren. Dit zet de slijtagecyclus in gang, die meestal ernstiger wordt naarmate de bewerking voortduurt.
Waar Galling opduikt in de productie?
Galling komt niet overal voor. Het richt zich op specifieke mechanische interacties waarbij hoge druk en continu contact onvermijdelijk zijn. Als u weet waar u op de werkvloer op moet letten, kunt u op het probleem anticiperen voordat het de productie stopt.
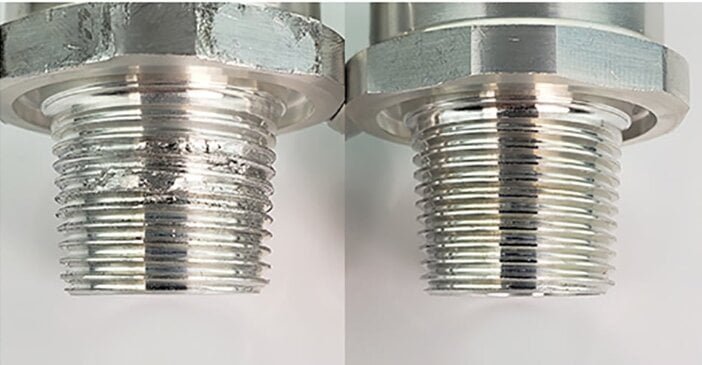
Schroefdraadbevestigingen
Schroefdraadverbindingen, vooral die van roestvrij staal of titanium, zijn zeer gevoelig. Als een bout in een moer wordt gedreven, ondervinden de schroefdraadflanken een enorme schuifdruk. Als ze droog worden gemonteerd of met hoge snelheden worden aangedreven, zullen de schroefdraden snel koudlassen, waardoor het bevestigingsmiddel permanent op zijn plaats wordt vergrendeld.
Schuiven past
Onderdelen die zijn ontworpen voor lineaire bewegingen, zoals assen die in bussen glijden of hydraulische cilinderstangen, werken met zeer kleine speling. Herhaaldelijk glijden verwijdert na verloop van tijd de beschermende oppervlakteoliën. Als de basismetalen onder een zijwaartse belasting direct contact maken, zal de as gaan vreten en onmiddellijk de integriteit van de afdichting vernietigen.
CNC snijcontact
Tijdens het frezen of draaien snijdt de snijkant van een gereedschap constant het materiaal van het werkstuk. Bij het bewerken van gomachtige materialen zoals 6061 aluminium of 304 roestvast staal, lassen de spanen zich vaak direct vast aan het hardmetalen gereedschap. Deze opstaande rand (BUE) verandert de geometrie van het gereedschap, waardoor de oppervlakteafwerking van het onderdeel slecht wordt en het gereedschap snel breekt.
Stempelen en vormcontact
In plaatwerk fabricagezware tonnage wordt gebruikt om blank metaal over een stalen of hardmetalen matrijs te persen. Zonder een goede barrière zal het plaatmetaal microscopische afzettingen achterlaten op het matrijsoppervlak. Als stempelen Als dit materiaal zich blijft ophopen, ontstaan er krassen op elk volgend onderdeel. Het verwijderen van een progressieve matrijs om deze slijtageplekken weg te poetsen kan gemakkelijk 4 tot 8 uur aan verloren perstijd kosten.
Wat verhoogt het risico?
Bepaalde bedrijfsomstandigheden werken als een katalysator voor lijmslijtage. Als u last hebt van herhaalde slijtage, zijn een of meer van deze variabelen waarschijnlijk niet onder controle.
Gelijksoortige metaalparen
Metalen met dezelfde atoomstructuur binden gemakkelijk. Het combineren van een austenitische roestvrijstalen bout (zoals 304) met een moer van dezelfde kwaliteit is de meest voorkomende oorzaak van vastzittende assemblages. Door hun identieke roosterstructuren kunnen ze onder druk snel samensmelten.
Contactdruk
Hoge belastingen dwingen de microscopische oppervlaktepieken om in elkaar te drukken. Bij assemblage zorgt het te strak aandraaien van een bout voor overmatige druk. Bij machinale bewerking kan een agressieve voedingssnelheid zonder voldoende speling de contactdruk hoger maken dan het materiaal aankan.
Falen van smering
Smeermiddelen fungeren als een fysieke barrière tussen metalen oppervlakken. Galling begint wanneer een smeermiddel uit de contactzone wordt gedrukt omdat het niet de nodige druk heeft of wanneer het verdampt door hoge bedrijfstemperaturen.
Oppervlaktegesteldheid
De oppervlakteafwerking heeft een directe invloed op slijtage. Een zeer ruw oppervlak heeft hoge asperiteiten die agressief botsen. Een te glad gepolijst oppervlak mist echter de microscopische dalen die nodig zijn om olie of vet vast te houden, wat leidt tot droog contact en onmiddellijke hechting.

Hoe ontwerpkeuzes het risico verminderen
De meest betrouwbare manier om slijtage te voorkomen is om dit al tijdens de engineeringfase aan te pakken. Kleine wijzigingen op een CAD-tekening of een stuklijst (BOM) kunnen uren aan herbewerking op de assemblagelijn besparen.
Materiaal koppelen
Het ontwerpen van verbindingen met ongelijksoortige metalen werkt goed om de atoombindingen die koudlassen veroorzaken te voorkomen. Hoewel het combineren van een 304 roestvrije bout met een standaard messing moer gebruikelijk is, vereisen toepassingen met zware belasting meer gespecialiseerde keuzes. Upgraden naar aluminiumbrons of een speciale antikleeflegering zoals Nitronic 60 wordt meestal gebruikt voor kritieke systemen waarbij frequente demontage verplicht is.
Verschil in hardheid
Het creëren van een hardheidsverschil tussen samenkomende onderdelen dwingt het zachtere materiaal om voorspelbaar mee te geven zonder aan het hardere oppervlak te lassen. Een standaard engineeringregel is om een hardheidsverschil van minstens 50 Brinell (HB) of een equivalente Rockwell-waarde te ontwerpen. Deze strategie hangt af van de mechanische vereisten van de assemblage, maar is zeer effectief voor glijdende assen en slijtplaten.
Afwerking oppervlak
Het specificeren van de juiste oppervlakteruwheid werkt goed voor het vasthouden van smeermiddel. Het specificeren van een spiegelafwerking (Ra < 0,4 µm) op glijdende roestvrijstalen onderdelen is vaak een ontwerpfout, omdat het een perfecte vacuümachtige omgeving creëert voor atomaire binding. In plaats daarvan moeten ingenieurs een gecontroleerde ruwheid specificeren (zoals Ra 1,6 tot 3,2 µm) om microscopische pockets te creëren die vet onder extreme druk (EP) vasthouden.
Coatings en behandelingen
Oppervlaktetechniek voegt een harde, anti-galling laag toe tussen de basismetalen. Het aanbrengen van een Titanium Nitride (TiN) PVD-coating op een stempelmatrijs kan de initiële prijs voor gereedschap doen stijgen. Toch wordt het kosteneffectiever bij grotere volumes, omdat de stilstandtijd voor het polijsten van de matrijs wegvalt. Voor bevestigingsmiddelenEen afwerking met zwarte oxide of een smeermiddel met een droge laag zoals molybdeendisulfide zorgt voor een uitstekende permanente barrière.

Hoe procesbesturing uitslingeren beïnvloedt?
Een perfect ontwerp zal nog steeds falen als de uitvoering op de werkvloer slecht is. Zodra een onderdeel in actieve productie gaat, hangt het voorkomen van slijtage volledig af van de manier waarop operators, programmeurs en technici de fysieke omgeving controleren.
Conditie gereedschapskant
Een bot CNC snijgereedschap wrijft over het materiaal in plaats van het af te schuren, waardoor wrijving ontstaat die onmiddellijk plaatselijke hitte veroorzaakt. Als de beschermende PVD-coating op een gereedschap eenmaal is afgesleten, vormt het blootliggende carbide een perfect oppervlak voor blank metaal om op te lassen.
Verspaners moeten de slijtage van gereedschap nauwlettend in de gaten houden bij het verspanen van legeringen met een hoog risico. Het vervangen van hardmetalen wisselplaatjes op 80% van hun verwachte levensduur wordt meestal gebruikt voor materialen als zacht aluminium of titanium om een plotselinge opbouw van de snijkant (BUE) te voorkomen.
Smeerstrategie
Koelmiddel dient niet alleen om de temperatuur te regelen, het vormt ook een fysieke, hydraulische barrière. Bij CNC-verspaning werkt koelvloeistof onder hoge druk (bijv. 1000 PSI) die precies op de snijzone wordt gericht goed om spanen weg te stralen voordat ze aan het gereedschap kunnen vastlassen.
Bij legeringen met een hoog risico is het niet voldoende om alleen koelvloeistof aan te brengen; machinisten moeten de concentratie van de koelvloeistof verhogen - vaak het Brix-niveau opvoeren tot 10%-15% - om de smering te maximaliseren. Voor het stansen van plaatmetaal moeten operators trekmiddelen gebruiken met EP-additieven (extreme-pressure) zoals zwavel of chloor, die chemisch activeren onder hitte om atomaire binding te voorkomen.
Koppelregeling
Voor roestvrijstalen ijzerwaren zijn elektrische gereedschappen de vijand. Het hoge toerental van pneumatische of elektrische slagmoeraanzetters genereert onmiddellijk wrijvingswarmte, waardoor een vastzittende verbinding gegarandeerd is nog voordat de bevestiger helemaal vastzit.
Assemblagelijnen moeten gekalibreerde momentsleutels verplicht stellen en de installatiesnelheid beperken tot minder dan 100 tpm. Hoewel de exacte snelheidslimiet afhangt van de schroefdraadsteek en -diameter, voorkomt een langzame, continue beweging dat de oxidelaag abrupt afbreekt.
Staat van sterven
Een gepolijste stempelmatrijs of afkantpers blijft niet vanzelf onberispelijk. Fabrikanten moeten strikte onderhoudsschema's implementeren om microscopische metaalophopingen te inspecteren en te verwijderen voordat ze handmatig escaleren.
Door een microlas in een vroeg stadium op te vangen en te polijsten, blijft de productie doorgaan zonder dat dit ten koste gaat van de kwaliteit. Een matrijs laten draaien totdat deze zichtbaar gekraste onderdelen begint te produceren, kan onherstelbare krassen veroorzaken in het dure gereedschapsstaal, waardoor het gereedschap volledig moet worden vervangen.
Waarom Galling erger wordt in productieruns?
Een prototype kan elke inspectie doorstaan, maar het 500e productieonderdeel kan catastrofaal falen. De overgang van prototyping in kleine aantallen naar massaproductie introduceert thermodynamica als een belangrijke risicofactor.
Cyclustijd
Tijdens prototyping staat een machine stil terwijl een operator het eerste artikel meet, zodat het systeem op natuurlijke wijze kan afkoelen. Het werkstuk, het snijgereedschap en de opspanmiddelen hebben voldoende hersteltijd om warmte af te voeren.
In massaproductie worden cyclustijden agressief samengeperst om de output te maximaliseren. Dit onophoudelijke tempo elimineert het thermische herstelvenster, wat betekent dat componenten worden blootgesteld aan voortdurend stijgende temperaturen naarmate de shift vordert.
Warmteopbouw
Als de cyclustijden dalen, verzadigt latente warmte de hele bewerkingsomgeving. Bij het bewerken van 304 of 316 roestvast staal zorgt deze thermische verzadiging ervoor dat het materiaal direct voor het gereedschap uithardt.
Wat perfect werkte voor 10 onderdelen, wordt plotseling geconfronteerd met een verhard oppervlak, wat leidt tot snelle slijtage van het gereedschap en ernstige vreten bij onderdeel 50. Op dezelfde manier duwt het draaien van titanium graad 5 in continue ploegen de contactzone voorbij de drempel van de koudelastemperatuur van het materiaal.
Herhaaldelijk contact
Galling is een cumulatief proces, geen geïsoleerde gebeurtenis. Een microscopisch klein spikkeltje 304 roestvast staal dat achterblijft op een buigmatrijs tijdens de eerste perscyclus fungeert als een brandpunt voor toekomstige materiaalopbouw.
Bij de 100e cyclus heeft dat microscopisch kleine vlekje meer materiaal verzameld van elk voorbijgaand vel. Het groeit al snel uit tot een harde, gekartelde klomp die een diepe guts scheurt in elke volgende plaatstalen behuizing.
Procesbewaking
Bij grote volumes kun je niet alleen vertrouwen op visuele controles, omdat slijtage zich in milliseconden afspeelt achter gesloten machinedeuren. Moderne productie vertrouwt op geautomatiseerde bewaking van de spindelbelasting om deze onzichtbare defecten te detecteren.
Een machine zo instellen dat hij pauzeert als hij een plotselinge piek in de spindelstroom detecteert, werkt goed om de exacte milliseconde op te vangen waarin een BUE zich vormt. Deze geautomatiseerde ingreep voorkomt dat dure, complexe onderdelen worden vernietigd door een verkalkte frees.
Hoe herken je beginnende pijn?
Het doel van kwaliteitscontrole is om adhesieve slijtage op te sporen bij component nummer één, voordat het een hele batch ruïneert of de productieapparatuur beschadigt.
Scoren op het oppervlak
Machinisten moeten getraind worden om te letten op "rijp" of vage, troebele krassen in de richting van de schuifoppervlakken. Deze subtiele visuele aanwijzingen zijn de directe voorlopers van diepe, destructieve slijtage.
Een kleine afwijking in de oppervlakteruwheid (Ra) tijdens de procesinspectie voorkomt later catastrofale defecten in het veld. Het team kan dan een gereedschap vervangen of de smering aanpassen voordat de onderdelen volledig buiten tolerantie vallen.
Draad slepen
Assemblagetechnici kunnen niet vertrouwen op visuele controles alleen voor interne schroefdraad. QC-operators moeten regelmatig Go/No-Go draadmeters gebruiken tijdens de run. Als de "Go" meter meer dan standaard vingerkracht nodig heeft om binnen te dringen, dan is microscopische slijtage al begonnen met het vervormen van de spoeddiameter.
Aan de assemblagelijn is handmatig aanvoelen net zo belangrijk. Als een technicus "schroefdraadweerstand" voelt, wat betekent dat de moer moet worden gesleuteld terwijl deze nog maar halverwege de as zit, is de verkalking al begonnen en moet het proces onmiddellijk stoppen.
Opbouw van materiaal
Bij ploegwissels moeten stempels, buigremmen en werkbekken fysiek geïnspecteerd worden. Visuele inspectie van deze glanzende metalen oppervlakken is echter vaak niet genoeg bij fabrieksverlichting.
Meestal wordt een blote hand of een zachte messing schraper over het gereedschap gehaald om de harde, verhoogde micro-welds op te sporen. Door deze onzichtbare oneffenheden in een vroeg stadium te vinden en te verwijderen, wordt voorkomen dat de volgende ploeg slechte onderdelen gebruikt.
Grenzen aan herbewerking
Ingenieurs en operators moeten weten wanneer ze hun verlies moeten beperken. Als een roestvast bevestigingsmiddel vastloopt, zal het toepassen van meer torsie de bout doen breken of de interne schroefdraad van de hoofdbehuizing strippen.
In deze gevallen wordt het onmiddellijk stopzetten van het werk en het weggooien van een $5-bout rendabeler bij volume. Het is altijd goedkoper om de hardware te vervangen dan een machinist te betalen voor het uitboren en tappen van een geruïneerde schroefdraad in een hoogwaardig custom blok.
Conclusie
Metaalverkalking is geen klein oppervlakteprobleem. Het kan schroefdraad beschadigen, contactoppervlakken ruïneren, de levensduur van gereedschap verkorten en een stabiele job veranderen in herbewerking en vertraging. In de meeste gevallen komt het probleem niet alleen door één fout. Het komt door het verkeerde materiaalpaar, zwakke smering, slechte oppervlaktecontrole of een proces dat onstabiel wordt naarmate de productie toeneemt.
De beste manier om met slijtage om te gaan is om het te beheersen voordat de schade begint. Dat betekent dat de contacttoestand in een vroeg stadium moet worden beoordeeld, dat de materiaal- en afwerkingskeuzes moeten worden gecontroleerd en dat ervoor moet worden gezorgd dat het productieproces van prototype tot serieproductie stabiel kan blijven.
Als je project roestvaststalen bevestigingsmiddelen, glijdende metalen onderdelen, CNC-bewerking of plaatvorming omvat, is het de moeite waard om het risico op slijtage te controleren voordat de productie begint. Stuur ons je tekening of monsteren ons engineeringteam kan de contactpunten, materiaalcombinaties en procesrisico's bekijken voordat ze uitlopen op schroot, gereedschapschade of assemblagefouten.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

