A gripagem de metal não é um problema superficial pequeno. Pode bloquear um fixador de aço inoxidável no lugar, danificar um encaixe deslizante ou arruinar uma aresta de corte a meio da produção. No trabalho real, isso significa sucata, retrabalho, ferramentas partidas e tempo perdido.
O problema começa normalmente na superfície de contacto, mas o custo real aparece mais tarde. Uma peça que parece estar bem nos primeiros testes pode falhar quando a velocidade, o calor e a repetição aumentam na produção. É por isso que a escoriação deve ser tratada como um problema de controlo e não apenas como um problema de material.
Este artigo explica o que é a gripagem, como começa, onde normalmente aparece e o que a agrava. Também mostra como as escolhas de design, o controlo do processo e os sinais de aviso precoce podem ajudar a evitar danos antes que se espalhem.
O que é a galvanização de metal?
A gripagem de metal é uma forma de desgaste adesivo. Ocorre quando duas superfícies metálicas friccionam sob carga, aderem uma à outra em pequenos pontos de contacto e começam a arrancar material. Uma vez iniciado este processo, a superfície pode passar muito rapidamente de um ligeiro arrastamento para um dano pesado.
Desgaste do adesivo
Ao contrário do desgaste abrasivo, em que um material mais duro risca um mais macio, o desgaste adesivo ocorre quando duas superfícies se unem sob carga. À medida que as peças continuam a mover-se uma contra a outra, esta ligação temporária quebra-se. A separação arranca pequenos pedaços de metal da superfície, deixando uma área áspera e danificada.
Transferência de material
Quando ocorre o desgaste do adesivo, o material rasgado transfere-se de um componente para o outro. Em Operações de maquinagem CNCNa montagem mecânica, o material da rosca de um parafuso pode aderir ao interior de uma porca, alterando o perfil da rosca e aumentando o atrito. Na montagem mecânica, o material da rosca de um parafuso pode aderir ao interior de uma porca, alterando o perfil da rosca e aumentando o atrito.
Apreensão da superfície
Se a transferência de material continuar, a folga entre as peças de contacto acaba por desaparecer. A fricção aumenta significativamente, o que conduz frequentemente à soldadura a frio. Nesta fase, as peças ficam completamente presas. Uma junta roscada presa, por exemplo, normalmente não pode ser desmontada sem cortar ou partir o fixador.
Como se desenvolve a galha metálica?
O galgamento é normalmente o resultado de uma sequência específica de eventos físicos. Depende em grande medida do estado da superfície, da carga aplicada e das propriedades dos metais envolvidos.
Decomposição de óxidos
Muitos metais, como os aços inoxidáveis 304 e 316 ou as ligas de alumínio, dependem de uma fina camada de óxido natural para proteção da superfície. Em condições normais, esta camada passiva impede o contacto direto metal-metal. No entanto, a elevada pressão de contacto combinada com a fricção de deslizamento pode quebrar esta película de óxido, expondo o metal nu e reativo por baixo.
Área de contacto real
Mesmo as superfícies maquinadas com precisão são constituídas por picos e vales microscópicos, conhecidos como asperezas. Quando duas peças se juntam, a área de contacto real é limitada a estes picos microscópicos. Como a área de contacto é tão pequena, a carga aplicada é concentrada, causando uma pressão localizada extremamente elevada nas asperezas.
Calor de fricção
A fricção gerada por estes picos microscópicos que deslizam uns contra os outros cria calor localizado. Este processo acelera rapidamente quando a velocidade aumenta - especialmente quando os fixadores são acionados a altas velocidades com ferramentas pneumáticas ou eléctricas.
Os metais com fraca condutividade térmica, como o titânio de grau 5 ou os aços inoxidáveis austeníticos, não dissipam este calor rapidamente. Este aumento de temperatura localizado amolece os picos de superfície, tornando-os mais susceptíveis à deformação plástica e à ligação.
Soldadura local
Quando superfícies metálicas nuas e aquecidas são pressionadas uma contra a outra sob alta pressão localizada, podem formar-se ligações atómicas entre as duas partes. À medida que o movimento de deslizamento continua, o mais fraco dos dois materiais cede e rasga-se. Isto dá início ao ciclo de escoriação, que normalmente se torna mais grave à medida que a operação continua.
Onde o galing aparece na produção?
As galhas não ocorrem em todo o lado. É direcionado para interações mecânicas específicas em que a alta pressão e o contacto contínuo são inevitáveis. Saber onde procurar no chão de fábrica ajuda-o a antecipar o problema antes que ele interrompa a produção.
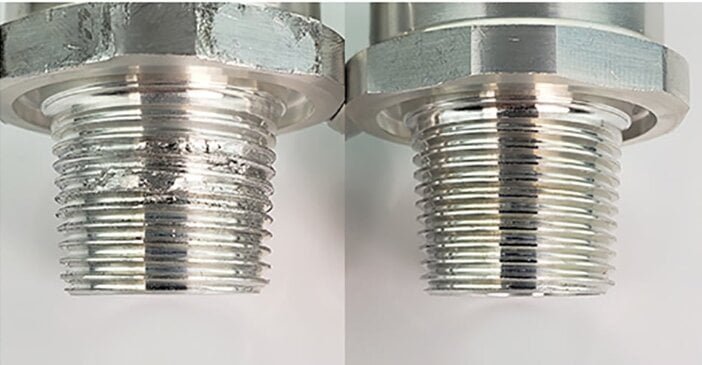
Fixadores roscados
As juntas roscadas, particularmente as feitas de aço inoxidável ou titânio, são altamente susceptíveis. Quando um parafuso é introduzido numa porca, os flancos da rosca sofrem uma enorme pressão de deslizamento. Se forem montadas a seco ou conduzidas a altas velocidades, as roscas soldam-se rapidamente a frio, bloqueando o fixador permanentemente no lugar.
Ajustes de deslizamento
Os componentes concebidos para o movimento linear, tais como veios que deslizam dentro de casquilhos ou hastes de cilindros hidráulicos, funcionam com folgas muito apertadas. O deslizamento repetido remove os óleos protectores da superfície ao longo do tempo. Se os metais de base entrarem em contacto direto sob uma carga lateral, a escoriação marcará o veio e destruirá imediatamente a integridade do vedante.
Contacto de corte CNC
Durante a fresagem ou o torneamento, a aresta de corte de uma ferramenta corta constantemente o material da peça de trabalho. Quando se maquinam materiais gomosos como o alumínio 6061 ou o aço inoxidável 304, as aparas soldam-se frequentemente diretamente à ferramenta de metal duro. Esta aresta postiça (BUE) altera a geometria da ferramenta, causando um mau acabamento da superfície da peça e uma rápida quebra da ferramenta.
Contacto de estampagem e conformação
Em fabrico de chapas metálicasPara a prensagem de chapa metálica, é aplicada uma tonelagem elevada sobre uma matriz de aço ou de carboneto. Sem uma barreira adequada, a chapa metálica deixará depósitos microscópicos na superfície da matriz. Como estampagem A acumulação de material continua, esta acumulação de material irá marcar e riscar todas as peças subsequentes. Retirar uma matriz progressiva para polir estas marcas de escoriação pode facilmente custar 4 a 8 horas de tempo perdido na prensa.
O que aumenta o risco de galgamento?
Certas condições de funcionamento actuam como um catalisador para o desgaste do adesivo. Se estiver a sofrer repetidas escoriações, é provável que uma ou mais destas variáveis estejam fora de controlo.
Pares de metais semelhantes
Os metais com a mesma estrutura atómica ligam-se facilmente. O emparelhamento de um parafuso de aço inoxidável austenítico (como o 304) com uma porca do mesmo grau é a causa mais comum de montagens gripadas. As suas estruturas de rede idênticas permitem-lhes fundir-se rapidamente sob pressão.
Pressão de contacto
Cargas elevadas forçam os picos de superfície microscópicos a esmagarem-se uns contra os outros. Na montagem, o aperto excessivo de um parafuso cria uma pressão excessiva. Na maquinagem, taxas de avanço agressivas sem uma folga adequada da ferramenta podem aumentar a pressão de contacto para além do que o material pode suportar.
Falha de lubrificação
Os lubrificantes actuam como uma barreira física entre as superfícies metálicas. As galhas começam quando um lubrificante é empurrado para fora da zona de contacto por não ter a classificação de pressão necessária ou quando se evapora devido a temperaturas de funcionamento elevadas.
Estado da superfície
O acabamento da superfície influencia diretamente o desgaste. Uma superfície muito rugosa tem asperezas altas que chocam agressivamente. No entanto, uma superfície demasiado polida não tem os vales microscópicos necessários para reter o óleo ou a massa lubrificante, o que leva a um contacto seco e a uma colagem imediata.

Como as opções de conceção reduzem o risco?
A forma mais fiável de evitar a escoriação é abordá-la durante a fase de engenharia. Pequenas alterações num desenho CAD ou numa lista de materiais (BOM) podem poupar horas de retrabalho na linha de montagem.
Emparelhamento de materiais
A conceção de juntas com metais diferentes funciona bem para evitar as ligações atómicas que causam a soldadura a frio. Embora seja comum emparelhar um parafuso de aço inoxidável 304 com uma porca de latão normal, as aplicações de carga pesada requerem escolhas mais especializadas. A atualização para bronze-alumínio ou para uma liga anti-incrustante específica como o Nitronic 60 é normalmente utilizada para sistemas críticos em que a desmontagem frequente é obrigatória.
Diferença de dureza
A criação de uma diferença de dureza entre as peças de contacto obriga o material mais macio a ceder de forma previsível sem soldar a superfície mais dura. Uma regra de engenharia padrão é projetar uma diferença de dureza de pelo menos 50 Brinell (HB) ou um valor Rockwell equivalente. Esta estratégia depende dos requisitos mecânicos do conjunto, mas é altamente eficaz para veios deslizantes e placas de desgaste.
Acabamento de superfície
Especificar a rugosidade correta da superfície funciona bem para a retenção do lubrificante. Especificar um acabamento espelhado (Ra < 0,4 µm) em peças deslizantes de aço inoxidável é muitas vezes um erro de conceção, uma vez que cria um ambiente de vácuo perfeito para a ligação atómica. Em vez disso, os engenheiros devem especificar uma rugosidade controlada (como Ra 1,6 a 3,2 µm) para criar bolsas microscópicas que retêm a massa lubrificante de extrema pressão (EP).
Revestimentos e tratamentos
A engenharia de superfícies adiciona uma camada dura e anti-estilhaçamento entre os metais de base. A aplicação de um revestimento PVD de nitreto de titânio (TiN) a uma matriz de estampagem pode provocar um aumento do preço inicial das ferramentas. Ainda assim, torna-se mais rentável em termos de volume, eliminando o tempo de inatividade para o polimento da matriz. Para fixadoresA especificação de um acabamento de óxido preto ou de um lubrificante de película seca, como o bissulfureto de molibdénio, proporciona uma excelente barreira permanente.

Como o controlo do processo afecta a galga?
Um projeto perfeito falhará na mesma se a execução no chão de fábrica for deficiente. Quando uma peça entra no fabrico ativo, a prevenção da escoriação depende inteiramente da forma como os operadores, programadores e técnicos controlam o ambiente físico.
Estado do gume da ferramenta
Uma ferramenta de corte CNC sem brilho esfrega o material em vez de o cortar, causando fricção que provoca imediatamente um pico de calor localizado. Quando o revestimento protetor de PVD de uma ferramenta se desgasta, o carboneto exposto proporciona uma superfície perfeita para a soldadura de metal nu.
Os maquinistas devem monitorizar rigorosamente o desgaste da ferramenta quando cortam ligas de alto risco. A substituição de pastilhas de metal duro em 80% da sua vida útil esperada é normalmente utilizada para materiais como alumínio macio ou titânio para evitar uma aresta postiça repentina (BUE).
Estratégia de lubrificação
O líquido de refrigeração não serve apenas para controlar a temperatura; fornece uma barreira física e hidráulica. Na maquinagem CNC, o líquido de refrigeração de alta pressão (por exemplo, 1.000 PSI) direcionado precisamente para a zona de corte funciona bem para retirar as aparas do caminho antes que estas se possam soldar à ferramenta.
No caso de ligas de alto risco, a simples aplicação de líquido de refrigeração não é suficiente; os maquinistas têm de aumentar a concentração do líquido de refrigeração - muitas vezes elevando o nível de Brix para 10%-15% - para maximizar a lubrificação. Para a estampagem de chapas metálicas, os operadores têm de utilizar compostos de estiramento que contenham aditivos de extrema pressão (EP), como enxofre ou cloro, que se activam quimicamente sob calor para impedir a ligação atómica.
Controlo do binário
Para as ferragens em aço inoxidável, as ferramentas eléctricas são o inimigo. As elevadas RPMs das máquinas de impacto pneumáticas ou eléctricas geram calor de fricção instantâneo, garantindo uma junta gripada antes mesmo de o fixador estar completamente assente.
As linhas de montagem devem exigir chaves dinamométricas calibradas e restringir as velocidades de instalação a menos de 100 RPM. Embora o limite exato da velocidade dependa do passo e do diâmetro da rosca, um movimento lento e contínuo evita que a camada de óxido se rompa abruptamente.
Estado da matriz
Uma matriz de estampagem polida ou uma ferramenta de prensagem não se manterá imaculada por si só. Os fabricantes têm de implementar calendários de manutenção rigorosos para inspecionar e remover as recolhas microscópicas de metal antes que estas se agravem manualmente.
Apanhar e polir uma micro-soldadura numa fase inicial mantém a produção em movimento sem sacrificar a qualidade. A utilização de uma matriz até que esta comece a produzir peças visivelmente riscadas pode causar ranhuras irreversíveis no caro aço da ferramenta, exigindo a substituição total da ferramenta.
Porque é que a galhagem piora nas séries de produção?
Um protótipo pode passar em todas as inspecções, mas a 500ª peça de produção pode falhar de forma catastrófica. A transição da criação de protótipos de baixo volume para a produção em massa introduz a termodinâmica como um fator de risco importante.
Duração do ciclo
Durante a criação de protótipos, uma máquina fica inativa enquanto um operador mede o primeiro artigo, permitindo que o sistema arrefeça naturalmente. A peça de trabalho, a ferramenta de corte e os acessórios têm um tempo de recuperação suficiente para libertar calor.
Na produção em massa, os tempos de ciclo são agressivamente comprimidos para maximizar a produção. Este ritmo implacável elimina a janela de recuperação térmica, o que significa que os componentes são sujeitos a temperaturas continuamente crescentes à medida que o turno avança.
Acumulação de calor
À medida que os tempos de ciclo diminuem, o calor latente satura todo o ambiente de maquinação. Ao maquinar aço inoxidável 304 ou 316, esta saturação térmica faz com que o material endureça instantaneamente à frente da ferramenta.
O que funcionou na perfeição para 10 peças deparar-se-á subitamente com uma superfície endurecida, provocando um desgaste rápido da ferramenta e uma grave escoriação na peça 50. Da mesma forma, a utilização de titânio de grau 5 em turnos contínuos faz com que a zona de contacto ultrapasse o limite de temperatura de soldadura a frio do material.
Contacto repetido
A galga é um processo cumulativo e não um evento isolado. Uma partícula microscópica de aço inoxidável 304 deixada numa matriz de dobragem durante o primeiro ciclo de prensagem actua como um ponto focal para a futura acumulação de material.
Ao centésimo ciclo, esse grão microscópico acumulou mais material de cada folha que passou. Rapidamente se transforma numa protuberância dura e dentada, que faz um corte profundo em cada folha subsequente invólucro de chapa metálica.
Monitorização do processo
Não se pode confiar apenas em verificações visuais em grandes volumes, uma vez que a escoriação acontece em milissegundos atrás das portas fechadas das máquinas. O fabrico moderno baseia-se na monitorização automatizada da carga do fuso para detetar estas falhas invisíveis.
Definir uma máquina para parar se detetar um pico súbito na corrente do fuso funciona bem para apanhar o milissegundo exato em que se forma um BUE. Esta intervenção automatizada evita que peças complexas e dispendiosas sejam destruídas por uma fresa de topo gretada.
Como identificar a galha precocemente?
O objetivo do controlo de qualidade é detetar o desgaste do adesivo no componente número um, antes que este estrague um lote inteiro ou danifique o equipamento de fabrico.
Marcação da superfície
Os operadores devem ser treinados para procurar "geada" ou riscos direcionais ténues e turvos nas superfícies de deslizamento. Estes sinais visuais subtis são os precursores imediatos de escoriações profundas e destrutivas.
A deteção de um pequeno desvio na rugosidade da superfície (Ra) durante a inspeção durante o processo evita falhas catastróficas no terreno mais tarde. Permite à equipa trocar uma ferramenta ou ajustar a lubrificação antes de as peças ficarem completamente fora de tolerância.
Arrastar o fio
Os técnicos de montagem não podem confiar apenas nos controlos visuais das roscas internas. Os operadores de controlo de qualidade devem utilizar frequentemente medidores de roscas Go/No-Go durante a execução. Se o calibre "Go" exigir mais do que a força normal do dedo para entrar, a escoriação microscópica já começou a distorcer o diâmetro do passo.
Na linha de montagem, o tato manual é igualmente crítico. Se um técnico sentir um "arrastamento da rosca" - o que significa que a porca necessita de uma chave de porcas quando está apenas a meio do eixo - a esfoliação já começou e o processo deve parar imediatamente.
Acumulação de material
As mudanças de turno devem incluir uma inspeção física das matrizes de estampagem, dos travões de dobragem e das maxilas de fixação. No entanto, a inspeção visual destas superfícies metálicas brilhantes não é muitas vezes suficiente sob a iluminação da fábrica.
Deslizar a mão nua ou um raspador de latão macio sobre as ferramentas é normalmente utilizado para detetar as micro-soldas duras e elevadas. Encontrar e remover estas saliências invisíveis numa fase inicial evita que o turno seguinte utilize peças defeituosas.
Limites de retrabalho
Os engenheiros e os operadores têm de saber quando devem reduzir as suas perdas. Se um fixador de aço inoxidável ficar preso, a aplicação de mais binário irá partir o parafuso ou danificar as roscas internas da caixa principal.
Nestes casos, a paragem imediata do trabalho e a eliminação de um parafuso $5 torna-se mais rentável em termos de volume. É sempre mais barato substituir a ferragem do que pagar a um maquinista para furar e roscar uma rosca estragada num bloco personalizado de elevado valor.
Conclusão
A escoriação de metal não é um problema de superfície pequeno. Pode danificar as roscas, arruinar as superfícies de contacto, reduzir a vida útil da ferramenta e transformar um trabalho estável em retrabalho e atraso. Na maioria dos casos, o problema não resulta apenas de um erro. Tem origem no par de materiais errado, numa lubrificação fraca, num controlo de superfície deficiente ou num processo que se torna instável à medida que a produção acelera.
A melhor forma de lidar com a escoriação é controlá-la antes que os danos comecem. Isso significa rever as condições de contacto antecipadamente, verificar as escolhas de material e acabamento e garantir que o processo de produção se mantém estável desde o protótipo até à produção em série.
Se o seu projeto envolve fixadores de aço inoxidável, peças metálicas deslizantes, maquinagem CNC ou moldagem de chapas metálicas, vale a pena verificar o risco de escoriação antes do início da produção. Envie-nos o seu desenho ou amostrae a nossa equipa de engenharia pode analisar os pontos de contacto, o emparelhamento de materiais e os riscos do processo antes que se transformem em sucata, danos nas ferramentas ou falhas na montagem.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
