Zacieranie się metalu nie jest małym problemem powierzchniowym. Może zablokować łącznik ze stali nierdzewnej, uszkodzić pasowanie ślizgowe lub zniszczyć krawędź tnącą w trakcie produkcji. W rzeczywistej pracy oznacza to odpady, przeróbki, uszkodzone narzędzia i stracony czas.
Problem zwykle zaczyna się na powierzchni styku, ale prawdziwe koszty pojawiają się później. Część, która wygląda dobrze we wczesnych testach, może zawieść, gdy prędkość, ciepło i powtarzalność wzrosną w produkcji. Dlatego właśnie zatarcia powinny być traktowane jako problem kontrolny, a nie tylko materiałowy.
Ten artykuł wyjaśnia, czym jest zatarcie, jak się zaczyna, gdzie zwykle się pojawia i co pogarsza jego przebieg. Pokazuje również, w jaki sposób wybory projektowe, kontrola procesu i wczesne sygnały ostrzegawcze mogą pomóc w zapobieganiu uszkodzeniom, zanim się rozprzestrzenią.
Co to jest zacieranie metalu?
Zacieranie się metalu jest formą zużycia adhezyjnego. Dzieje się tak, gdy dwie metalowe powierzchnie ocierają się o siebie pod obciążeniem, przywierają do siebie w małych punktach styku i zaczynają odrywać od siebie materiał. Gdy to się zacznie, powierzchnia może bardzo szybko przejść od lekkiego oporu do poważnych uszkodzeń.
Zużycie kleju
W przeciwieństwie do zużycia ściernego, w którym twardszy materiał zarysowuje bardziej miękki, zużycie adhezyjne ma miejsce, gdy dwie powierzchnie łączą się ze sobą pod obciążeniem. Gdy części nadal poruszają się względem siebie, to tymczasowe połączenie pęka. Oddzielenie odrywa małe kawałki metalu od powierzchni, pozostawiając szorstki, uszkodzony obszar.
Transfer materiałów
Gdy dojdzie do zużycia kleju, rozdarty materiał przenosi się z jednego elementu na drugi. W Operacje obróbki CNCJest to często widoczne jako narost (BUE) na narzędziu skrawającym. W montażu mechanicznym materiał gwintu ze śruby może przykleić się do wnętrza nakrętki, zmieniając profil gwintu i zwiększając tarcie.
Zajęcie powierzchni
Jeśli transfer materiału jest kontynuowany, luz między współpracującymi częściami ostatecznie zanika. Tarcie znacznie wzrasta, co często prowadzi do spawania na zimno. Na tym etapie dochodzi do całkowitego zatarcia części. Na przykład zatarte połączenie gwintowe zazwyczaj nie może zostać zdemontowane bez przecięcia lub zerwania elementu złącznego.
Jak rozwija się zacieranie metalu?
Zacieranie jest zazwyczaj wynikiem określonej sekwencji zdarzeń fizycznych. Zależy to w dużej mierze od stanu powierzchni, zastosowanego obciążenia i właściwości metali.
Rozkład tlenków
Wiele metali, takich jak stale nierdzewne 304 i 316 lub stopy aluminium, opiera się na cienkiej, naturalnej warstwie tlenku w celu ochrony powierzchni. W normalnych warunkach ta pasywna warstwa zapobiega bezpośredniemu kontaktowi metalu z metalem. Jednak wysoki nacisk w połączeniu z tarciem ślizgowym może zniszczyć tę warstwę tlenku, odsłaniając goły, reaktywny metal pod spodem.
Rzeczywisty obszar kontaktu
Nawet precyzyjnie obrobione powierzchnie składają się z mikroskopijnych wierzchołków i dolin, zwanych przyporami. Gdy dwie części łączą się ze sobą, rzeczywisty obszar styku jest ograniczony do tych mikroskopijnych wierzchołków. Ponieważ powierzchnia styku jest tak mała, przyłożone obciążenie jest skoncentrowane, powodując bardzo duży nacisk na powierzchnie przylegania.
Ciepło tarcia
Tarcie generowane przez te mikroskopijne wierzchołki ślizgające się względem siebie wytwarza lokalne ciepło. Proces ten gwałtownie przyspiesza wraz ze wzrostem prędkości - zwłaszcza, gdy elementy złączne są napędzane z dużą prędkością za pomocą narzędzi pneumatycznych lub elektrycznych.
Metale o słabej przewodności cieplnej, takie jak tytan klasy 5 lub austenityczne stale nierdzewne, nie rozpraszają tego ciepła szybko. Ten lokalny wzrost temperatury zmiękcza wierzchołki powierzchni, czyniąc je bardziej podatnymi na odkształcenia plastyczne i klejenie.
Lokalne spawanie
Gdy gołe, rozgrzane powierzchnie metalowe są dociskane do siebie pod wysokim ciśnieniem, między obiema częściami mogą tworzyć się wiązania atomowe. W miarę kontynuowania ruchu ślizgowego słabszy z dwóch materiałów ulega odkształceniu i rozerwaniu. Inicjuje to cykl zacierania, który zwykle staje się coraz poważniejszy w miarę kontynuowania operacji.
Gdzie zżółknięcie pojawia się w produkcji?
Zacieranie nie występuje wszędzie. Dotyczy ono określonych interakcji mechanicznych, w których nie da się uniknąć wysokiego ciśnienia i ciągłego kontaktu. Wiedza o tym, gdzie szukać problemu na hali produkcyjnej, pomaga przewidzieć problem, zanim zatrzyma on produkcję.
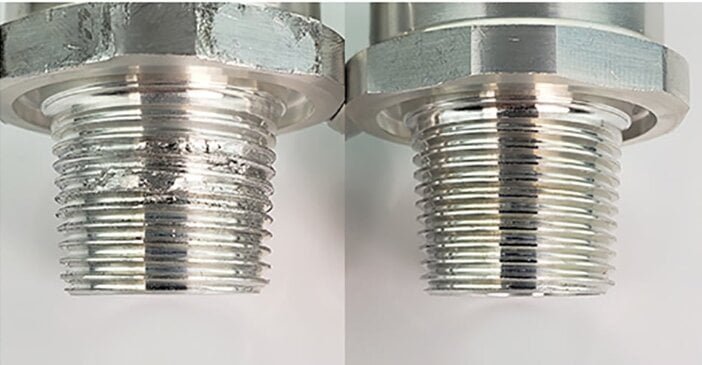
Gwintowane elementy złączne
Połączenia gwintowane, szczególnie te wykonane ze stali nierdzewnej lub tytanu, są bardzo podatne na uszkodzenia. Gdy śruba jest wbijana w nakrętkę, boki gwintu doświadczają ogromnego nacisku ślizgowego. W przypadku montażu na sucho lub jazdy z dużą prędkością, gwinty szybko zgrzewają się na zimno, trwale blokując łącznik.
Dopasowanie przesuwne
Komponenty zaprojektowane do ruchu liniowego, takie jak wały ślizgające się wewnątrz tulei lub pręty siłowników hydraulicznych, działają z bardzo wąskimi prześwitami. Powtarzające się ślizganie z czasem usuwa ochronne oleje powierzchniowe. Jeśli metale nieszlachetne zetkną się bezpośrednio pod obciążeniem bocznym, zatarcie spowoduje nacięcie wału i natychmiastowe zniszczenie integralności uszczelnienia.
Kontakt do cięcia CNC
Podczas frezowania lub toczenia krawędź tnąca narzędzia nieustannie ścina obrabiany materiał. Podczas obróbki gumowatych materiałów, takich jak aluminium 6061 lub stal nierdzewna 304, wióry często przywierają bezpośrednio do narzędzia z węglików spiekanych. Ta nagromadzona krawędź (BUE) zmienia geometrię narzędzia, powodując słabe wykończenie powierzchni części i szybkie uszkodzenie narzędzia.
Styk tłoczenia i formowania
W produkcja blachDo tłoczenia blachy na matrycy stalowej lub z węglików spiekanych stosuje się duży tonaż. Bez odpowiedniej bariery, blacha pozostawi mikroskopijne osady na powierzchni matrycy. Jak cechowanie W dalszym ciągu, nagromadzony materiał będzie punktował i rysował każdą kolejną część. Wyciągnięcie matrycy progresywnej w celu wypolerowania tych zatartych śladów może łatwo kosztować od 4 do 8 godzin straconego czasu prasy.
Co zwiększa ryzyko zranienia?
Niektóre warunki pracy działają jak katalizator zużycia kleju. W przypadku powtarzającego się zacierania, jedna lub więcej z tych zmiennych prawdopodobnie wymknęła się spod kontroli.
Podobne pary metali
Metale o tej samej strukturze atomowej łatwo się łączą. Połączenie śruby z austenitycznej stali nierdzewnej (np. 304) z nakrętką tego samego gatunku jest najczęstszą przyczyną zatarcia zespołów. Ich identyczne struktury sieciowe pozwalają na szybkie stopienie się pod ciśnieniem.
Ciśnienie kontaktowe
Wysokie obciążenia zmuszają mikroskopijne wierzchołki powierzchni do zgniatania się nawzajem. Podczas montażu nadmierne dokręcenie śruby powoduje nadmierny nacisk. W obróbce skrawaniem, agresywne prędkości posuwu bez odpowiedniego luzu narzędzia mogą zwiększyć nacisk kontaktowy ponad to, co jest w stanie wytrzymać materiał.
Awaria smarowania
Smary działają jak fizyczna bariera pomiędzy metalowymi powierzchniami. Zacieranie rozpoczyna się, gdy smar zostaje wypchnięty ze strefy styku, ponieważ nie ma wymaganego ciśnienia znamionowego lub gdy wyparowuje z powodu wysokich temperatur roboczych.
Stan powierzchni
Wykończenie powierzchni ma bezpośredni wpływ na zużycie. Bardzo szorstka powierzchnia ma wysokie krawędzie, które agresywnie się ścierają. Jednak zbyt gładko wypolerowana powierzchnia nie posiada mikroskopijnych zagłębień niezbędnych do zatrzymywania oleju lub smaru, co prowadzi do suchego kontaktu i natychmiastowego wiązania.

Jak wybory projektowe zmniejszają ryzyko?
Najbardziej niezawodnym sposobem zapobiegania zatarciom jest zajęcie się nimi na etapie projektowania. Niewielkie zmiany na rysunku CAD lub zestawieniu materiałów (BOM) mogą zaoszczędzić wiele godzin przeróbek na linii montażowej.
Parowanie materiałów
Projektowanie połączeń z różnych metali dobrze zapobiega powstawaniu wiązań atomowych, które powodują spawanie na zimno. Podczas gdy połączenie śruby ze stali nierdzewnej 304 ze standardową mosiężną nakrętką jest powszechne, aplikacje o dużym obciążeniu wymagają bardziej specjalistycznych wyborów. Modernizacja do brązu aluminiowego lub dedykowanego stopu przeciwzatarciowego, takiego jak Nitronic 60, jest zwykle stosowana w krytycznych systemach, w których wymagany jest częsty demontaż.
Różnica twardości
Stworzenie luki twardości między współpracującymi częściami zmusza bardziej miękki materiał do przewidywalnej wydajności bez spawania z twardszą powierzchnią. Standardową zasadą inżynieryjną jest zaprojektowanie różnicy twardości wynoszącej co najmniej 50 Brinella (HB) lub równoważnej wartości Rockwella. Strategia ta zależy od wymagań mechanicznych zespołu, ale jest bardzo skuteczna w przypadku wałów ślizgowych i płytek ścieralnych.
Wykończenie powierzchni
Określenie prawidłowej chropowatości powierzchni dobrze wpływa na zatrzymywanie smaru. Określenie lustrzanego wykończenia (Ra < 0,4 µm) na ślizgowych częściach ze stali nierdzewnej jest często błędem projektowym, ponieważ tworzy idealne środowisko próżniowe do wiązania atomów. Zamiast tego inżynierowie powinni określić kontrolowaną chropowatość (np. Ra 1,6 do 3,2 µm), aby stworzyć mikroskopijne kieszenie, które utrzymują smar pod ekstremalnym ciśnieniem (EP).
Powłoki i obróbka
Inżynieria powierzchni dodaje twardą, zapobiegającą zgorzelinom warstwę pomiędzy metalami nieszlachetnymi. Nałożenie powłoki PVD z azotku tytanu (TiN) na matrycę tłoczącą może spowodować wzrost początkowej ceny oprzyrządowania. Mimo to staje się bardziej opłacalne przy produkcji seryjnej, eliminując przestoje związane z polerowaniem matryc. Dla elementy złączneWykończenie czarną oksydą lub suchym smarem, takim jak dwusiarczek molibdenu, zapewnia doskonałą trwałą barierę.

Jak kontrola procesu wpływa na zacieranie?
Doskonały projekt i tak zawiedzie, jeśli jego wykonanie w hali produkcyjnej będzie słabe. Gdy część wchodzi do aktywnej produkcji, zapobieganie zacieraniu zależy całkowicie od tego, jak operatorzy, programiści i technicy kontrolują środowisko fizyczne.
Stan krawędzi narzędzia
Tępe narzędzie tnące CNC pociera materiał zamiast go ścinać, powodując tarcie, które natychmiast powoduje wzrost lokalnego ciepła. Gdy ochronna powłoka PVD na narzędziu zetrze się, odsłonięty węglik stanowi idealną powierzchnię do spawania gołego metalu.
Obrabiarki muszą ściśle monitorować zużycie narzędzi podczas skrawania stopów wysokiego ryzyka. Wymiana płytek węglikowych w 80% ich oczekiwanej żywotności jest zwykle stosowana w przypadku materiałów takich jak miękkie aluminium lub tytan, aby zapobiec nagłemu narastaniu krawędzi (BUE).
Strategia smarowania
Chłodziwo służy nie tylko do kontroli temperatury; stanowi ono fizyczną, hydrauliczną barierę. W obróbce CNC, chłodziwo pod wysokim ciśnieniem (np. 1000 PSI) skierowane precyzyjnie na strefę cięcia sprawdza się dobrze w usuwaniu wiórów z drogi, zanim zdążą one zespawać się z narzędziem.
W przypadku stopów wysokiego ryzyka samo zastosowanie chłodziwa nie wystarczy; operatorzy muszą zwiększyć stężenie chłodziwa - często podnosząc poziom Brix do 10%-15% - aby zmaksymalizować smarowność. W przypadku tłoczenia blach, operatorzy muszą stosować mieszanki do ciągnienia zawierające dodatki EP (extreme-pressure), takie jak siarka lub chlor, które aktywują się chemicznie pod wpływem ciepła, aby zapobiec wiązaniu atomów.
Kontrola momentu obrotowego
Dla elementów ze stali nierdzewnej elektronarzędzia są wrogiem. Wysokie obroty pneumatycznych lub elektrycznych wkrętarek udarowych generują natychmiastowe ciepło tarcia, gwarantując zatarcie połączenia, zanim jeszcze łącznik zostanie w pełni osadzony.
Linie montażowe powinny wymagać skalibrowanych kluczy dynamometrycznych i ograniczać prędkość montażu do poniżej 100 obr. Podczas gdy dokładny limit prędkości zależy od skoku i średnicy gwintu, powolny, ciągły ruch zapobiega gwałtownemu zerwaniu warstwy tlenku.
Stan matrycy
Wypolerowana matryca tłocząca lub narzędzie prasy krawędziowej nie pozostaną same w sobie nieskazitelne. Producenci muszą wdrożyć rygorystyczne harmonogramy konserwacji, aby sprawdzać i usuwać mikroskopijne wtrącenia metalu, zanim dojdzie do ich ręcznej eskalacji.
Wczesne wyłapywanie i polerowanie mikrospawów pozwala utrzymać ciągłość produkcji bez utraty jakości. Praca matrycy do momentu, aż zacznie ona produkować widocznie porysowane części, może spowodować nieodwracalne porysowanie drogiej stali narzędziowej, wymagające całkowitej wymiany narzędzia.
Dlaczego żółknięcie pogarsza się w seriach produkcyjnych?
Prototyp może przejść pomyślnie każdą inspekcję, a dopiero pięćsetna część produkcyjna może ulec katastrofalnej awarii. Przejście od niskonakładowego prototypowania do produkcji masowej wprowadza termodynamikę jako główny czynnik ryzyka.
Czas cyklu
Podczas prototypowania maszyna pozostaje bezczynna, podczas gdy operator mierzy pierwszy przedmiot, pozwalając systemowi na naturalne schłodzenie. Obrabiany przedmiot, narzędzie tnące i osprzęt mają wystarczająco dużo czasu na odprowadzenie ciepła.
W produkcji masowej czasy cykli są agresywnie skracane, aby zmaksymalizować wydajność. To nieubłagane tempo eliminuje okno regeneracji termicznej, co oznacza, że komponenty są poddawane ciągłemu wzrostowi temperatury w miarę upływu zmiany.
Nagrzewanie się
Wraz ze spadkiem czasu cyklu, ciepło utajone nasyca całe środowisko obróbki. Podczas obróbki stali nierdzewnej 304 lub 316 to nasycenie termiczne powoduje natychmiastowe utwardzenie materiału przed narzędziem.
To, co działało idealnie dla 10 części, nagle napotka utwardzoną powierzchnię, powodując szybkie zużycie narzędzia i poważne zatarcie na części 50. Podobnie, praca z tytanem klasy 5 w trybie ciągłym powoduje przesunięcie strefy styku poza próg temperatury spawania na zimno.
Powtarzający się kontakt
Zacieranie jest procesem kumulacyjnym, a nie pojedynczym zdarzeniem. Mikroskopijna plamka stali nierdzewnej 304 pozostawiona na matrycy gnącej podczas pierwszego cyklu prasowania działa jako punkt centralny dla przyszłego gromadzenia się materiału.
Do setnego cyklu ta mikroskopijna plamka gromadzi więcej materiału z każdego przechodzącego arkusza. Szybko staje się twardą, postrzępioną bryłą, która wyrywa głębokie wyżłobienia w każdym kolejnym arkuszu. Obudowa z blachy stalowej.
Monitorowanie procesów
Przy dużych wolumenach nie można polegać wyłącznie na kontrolach wizualnych, ponieważ zatarcia powstają w milisekundach za zamkniętymi drzwiami maszyny. Nowoczesna produkcja opiera się na zautomatyzowanym monitorowaniu obciążenia wrzeciona w celu wykrywania tych niewidocznych awarii.
Ustawienie maszyny na pauzę w przypadku wykrycia nagłego skoku prądu wrzeciona 5% działa dobrze w celu wychwycenia dokładnej milisekundy formowania się BUE. Ta zautomatyzowana interwencja chroni drogie, złożone części przed zniszczeniem przez uszkodzony frez.
Jak wcześnie rozpoznać zżółknięcie?
Celem kontroli jakości jest wychwycenie zużycia kleju w komponencie numer jeden, zanim zrujnuje on całą partię lub uszkodzi sprzęt produkcyjny.
Punktacja powierzchni
Operatorzy powinni być przeszkoleni w poszukiwaniu "oszronienia" lub słabych, mętnych rys kierunkowych na powierzchniach ślizgowych. Te subtelne wizualne wskazówki są bezpośrednimi prekursorami głębokiego, niszczącego zatarcia.
Wyłapanie niewielkiego odchylenia w chropowatości powierzchni (Ra) podczas kontroli w trakcie procesu zapobiega późniejszym katastrofalnym awariom w terenie. Pozwala to zespołowi na wymianę narzędzia lub dostosowanie smarowania, zanim części całkowicie wyjdą poza zakres tolerancji.
Przeciąganie nici
Technicy montażu nie mogą polegać wyłącznie na kontroli wzrokowej gwintów wewnętrznych. Operatorzy kontroli jakości powinni często używać sprawdzianów gwintów Go/No-Go podczas pracy. Jeśli sprawdzian "Go" wymaga więcej niż standardowa siła nacisku palca, mikroskopijne zatarcie już zaczęło zniekształcać średnicę podziałową.
Na linii montażowej wyczucie manualne jest równie istotne. Jeśli technik poczuje "opór gwintu" - co oznacza, że nakrętka wymaga klucza, gdy znajduje się tylko w połowie wału - zgorzelina już się rozpoczęła i proces musi zostać natychmiast zatrzymany.
Nagromadzenie materiału
Zmiana pracy musi obejmować fizyczną kontrolę matryc tłoczących, hamulców gnących i szczęk mocujących. Jednak wizualna kontrola tych jasnych metalowych powierzchni często nie jest wystarczająca w fabrycznym oświetleniu.
Przesuwanie gołą ręką lub miękkim mosiężnym skrobakiem po oprzyrządowaniu jest zwykle używane do wykrywania twardych, wypukłych mikro-spawów. Znalezienie i usunięcie tych niewidocznych nierówności na wczesnym etapie pozwala uniknąć wadliwych części na następnej zmianie.
Limity przeróbek
Inżynierowie i operatorzy muszą wiedzieć, kiedy ograniczyć straty. Jeśli nierdzewny element złączny zatrze się, zwiększenie momentu obrotowego spowoduje zerwanie śruby lub zerwanie gwintów wewnętrznych głównej obudowy.
W takich przypadkach natychmiastowe wstrzymanie prac i złomowanie śruby $5 staje się bardziej opłacalne przy dużej objętości. Zawsze taniej jest wymienić sprzęt, niż płacić mechanikowi za wywiercenie i gwintowanie uszkodzonego gwintu w niestandardowym bloku o wysokiej wartości.
Wnioski
Zacieranie się metalu nie jest małym problemem powierzchniowym. Może uszkodzić gwinty, zniszczyć powierzchnie styku, skrócić żywotność narzędzia i zmienić stabilną pracę w przeróbkę i opóźnienie. W większości przypadków problem nie wynika z jednego błędu. Wynika on z niewłaściwej pary materiałów, słabego smarowania, słabej kontroli powierzchni lub procesu, który staje się niestabilny wraz z przyspieszeniem produkcji.
Najlepszym sposobem radzenia sobie z zacieraniem jest kontrolowanie go przed wystąpieniem uszkodzeń. Oznacza to wczesne sprawdzenie warunków kontaktu, sprawdzenie wyboru materiału i wykończenia oraz upewnienie się, że proces produkcyjny może pozostać stabilny od prototypu do produkcji seryjnej.
Jeśli projekt obejmuje elementy złączne ze stali nierdzewnej, metalowe części przesuwne, obróbkę CNC lub formowanie blachy, warto sprawdzić ryzyko zatarcia przed rozpoczęciem produkcji. Wyślij nam swój rysunek lub próbkęa nasz zespół inżynierów może przeanalizować punkty styku, parowanie materiałów i ryzyko związane z procesem, zanim przerodzą się one w złom, uszkodzenie narzędzia lub awarię zespołu.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

