لا يمثل التآكل المعدني مشكلة سطحية صغيرة. فقد يؤدي إلى قفل قفل قفل من الفولاذ المقاوم للصدأ في مكانه، أو إتلاف تركيب انزلاقي أو إتلاف حافة القطع في منتصف الإنتاج. في العمل الحقيقي، يعني ذلك خردة وإعادة عمل وأدوات مكسورة ووقت ضائع.
تبدأ المشكلة عادةً عند سطح التلامس، ولكن التكلفة الحقيقية تظهر لاحقًا. يمكن للجزء الذي يبدو جيدًا في الاختبار المبكر أن يفشل بمجرد زيادة السرعة والحرارة والتكرار في الإنتاج. ولهذا السبب يجب التعامل مع التآكل على أنه مشكلة تحكم وليس مجرد مشكلة مادية.
تشرح هذه المقالة ما هو التآكل، وكيف يبدأ، وأين يظهر عادة، وما الذي يجعله أسوأ. ويوضح أيضًا كيف يمكن أن تساعد خيارات التصميم والتحكم في العملية وعلامات التحذير المبكر في منع الضرر قبل انتشاره.
ما هو ترنح المعادن?
التآكل المعدني هو شكل من أشكال التآكل اللاصق. ويحدث ذلك عندما يحتك سطحان معدنيان تحت الحمل، ويلتصقان ببعضهما البعض عند نقاط تلامس صغيرة، ويبدأ في تمزيق المواد. وبمجرد أن يبدأ ذلك، يمكن أن يتحول السطح من السحب الخفيف إلى التلف الشديد بسرعة كبيرة.
تآكل المادة اللاصقة
على عكس التآكل الكاشطة، حيث تخدش مادة أكثر صلابة مادة أكثر ليونة، يحدث التآكل اللاصق عندما يرتبط سطحان معًا تحت الحمل. ومع استمرار الأجزاء في التحرك ضد بعضها البعض، تنكسر هذه الرابطة المؤقتة. يؤدي الانفصال إلى تمزيق قطع صغيرة من المعدن من السطح، تاركاً منطقة خشنة متضررة.
نقل المواد
بمجرد حدوث التآكل اللاصق، تنتقل المادة الممزقة من مكون إلى آخر. في عمليات التصنيع الآلي باستخدام الحاسوب الرقميوغالبًا ما ينظر إلى ذلك على أنه حافة متراكمة (BUE) على أداة القطع. في التجميع الميكانيكي، قد تلتصق مادة اللولب من البرغي داخل الصامولة، مما يغير شكل اللولب ويزيد من الاحتكاك.
النوبة السطحية
إذا تم السماح باستمرار نقل المواد، فإن الخلوص بين أجزاء التزاوج يختفي في النهاية. يزداد الاحتكاك بشكل كبير، مما يؤدي غالبًا إلى اللحام البارد. في هذه المرحلة، تتصلب الأجزاء تمامًا. على سبيل المثال، لا يمكن عادةً تفكيك الوصلة الملولبة المضبوطة دون قطع أو كسر أداة التثبيت.
كيف يتطور التكلس المعدني?
وعادةً ما يكون التقطيع نتيجة تسلسل محدد من الأحداث الفيزيائية. ويعتمد بشكل كبير على حالة السطح والحمل المطبق وخصائص المعادن المعنية.
انهيار الأكسيد
تعتمد العديد من المعادن، مثل الفولاذ المقاوم للصدأ 304 و316 أو سبائك الألومنيوم، على طبقة رقيقة من الأكسيد الطبيعي لحماية السطح. وفي ظل الظروف العادية، تمنع هذه الطبقة السلبية التلامس المباشر بين المعدن والمعدن. ومع ذلك، يمكن أن يؤدي ضغط التلامس العالي مع الاحتكاك المنزلق إلى تكسير طبقة الأكسيد هذه، مما يكشف المعدن العاري المتفاعل تحتها.
منطقة التلامس الحقيقية
حتى الأسطح المشكَّلة بدقة تتكون من قمم ووديان مجهرية تُعرف باسم التجاويف. عند تزاوج جزأين، تقتصر منطقة التلامس الفعلية على هذه القمم المجهرية. ونظرًا لأن منطقة التلامس صغيرة جدًا، يتركز الحمل المطبق، مما يسبب ضغطًا موضعيًا عاليًا للغاية على التجاويف.
حرارة الاحتكاك
يولد الاحتكاك الناتج عن انزلاق هذه القمم المجهرية على بعضها البعض حرارة موضعية. تتسارع هذه العملية بسرعة عندما تزداد السرعة - خاصةً عندما يتم تشغيل أدوات التثبيت بسرعات عالية باستخدام أدوات الطاقة الهوائية أو الكهربائية.
المعادن ذات الموصلية الحرارية الضعيفة، مثل التيتانيوم من الدرجة 5 أو الفولاذ الأوستنيتي المقاوم للصدأ، لا تبدد هذه الحرارة بسرعة. يؤدي هذا الارتفاع الموضعي في درجة الحرارة إلى تليين قمم السطح، مما يجعلها أكثر عرضة للتشوه البلاستيكي والترابط.
اللحام المحلي
عندما يتم ضغط الأسطح المعدنية العارية والمسخنة معًا تحت ضغط موضعي مرتفع، يمكن أن تتكون روابط ذرية بين الجزأين. ومع استمرار حركة الانزلاق، فإن المادة الأضعف من المادتين تنفصل وتتمزق. ويؤدي ذلك إلى بدء دورة المرارة، والتي عادةً ما تصبح أكثر حدة مع استمرار العملية.
أين يظهر المرارة في الإنتاج?
لا يحدث التقطير في كل مكان. فهو يستهدف تفاعلات ميكانيكية محددة حيث لا يمكن تجنب الضغط العالي والتلامس المستمر. تساعدك معرفة أين تبحث في أرضية الورشة على توقع المشكلة قبل أن توقف الإنتاج.
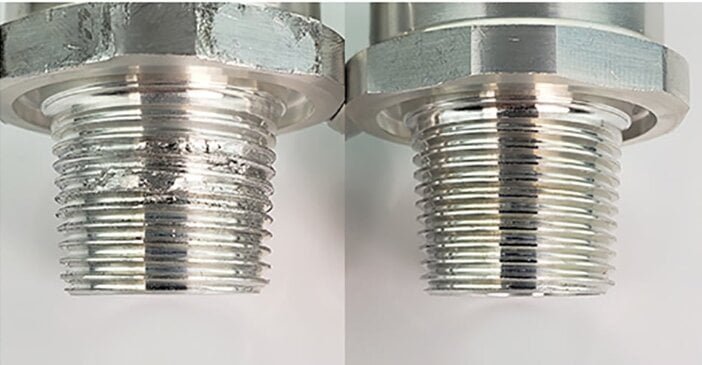
مثبتات ملولبة
تكون الوصلات الملولبة، وخاصة تلك المصنوعة من الفولاذ المقاوم للصدأ أو التيتانيوم، معرضة بشكل كبير. عندما يتم دفع البرغي في صامولة، تتعرض جوانب اللولب لضغط انزلاق هائل. إذا تم تجميعها جافة أو تم دفعها بسرعات عالية، فسوف تلتحم اللولبات بسرعة على البارد، مما يؤدي إلى تثبيت أداة التثبيت في مكانها بشكل دائم.
تناسب الانزلاق
تعمل المكونات المصممة للحركة الخطية، مثل الأعمدة التي تنزلق داخل البطانات أو قضبان الأسطوانات الهيدروليكية، بفواصل ضيقة للغاية. يزيل الانزلاق المتكرر زيوت السطح الواقية بمرور الوقت. إذا قامت المعادن الأساسية بالتلامس المباشر تحت حمولة جانبية، فإن التآكل سيؤدي إلى تسجيل العمود وتدمير سلامة مانع التسرب على الفور.
ملامسة القطع باستخدام الحاسب الآلي الرقمي
أثناء الطحن أو الخراطة، تقوم حافة القطع للأداة بقص مادة الشُّغْلَة باستمرار. عند التصنيع الآلي للمواد الصمغية مثل الألومنيوم 6061 أو الفولاذ المقاوم للصدأ 304، غالبًا ما تلتحم البُرادة مباشرةً بأداة الكربيد. تعمل هذه الحافة المتراكمة (BUE) على تغيير هندسة الأداة، مما يتسبب في سوء تشطيب السطح على الجزء وكسر سريع للأداة.
ختم وتشكيل التلامس
في تصنيع الصفائح المعدنيةيتم استخدام حمولة ثقيلة لضغط المعدن العاري فوق قالب من الصلب أو الكربيد. بدون حاجز مناسب، ستترك الصفيحة المعدنية رواسب مجهرية على سطح القالب. كما ختم يستمر، سيؤدي تراكم هذه المواد إلى تسجيل وخدش كل جزء لاحق. يمكن أن يكلف سحب القالب التدريجي لتلميع هذه العلامات الحادة بسهولة من 4 إلى 8 ساعات من وقت الكبس الضائع.
ما الذي يزيد من مخاطر المرارة?
تعمل بعض ظروف التشغيل كمحفز لتآكل المادة اللاصقة. إذا كنت تعاني من تآكل متكرر، فمن المحتمل أن يكون واحد أو أكثر من هذه المتغيرات خارج نطاق السيطرة.
أزواج معدنية متشابهة
ترتبط المعادن ذات التركيب الذري نفسه بسهولة. إن إقران مسمار من الفولاذ الأوستنيتي المقاوم للصدأ (مثل 304) مع صامولة من نفس الدرجة هو السبب الأكثر شيوعًا للتركيبات المضبوطة. تسمح بنيتها الشبكية المتطابقة بالاندماج بسرعة تحت الضغط.
ضغط التلامس
تُجبر الأحمال العالية قمم السطح المجهرية على الاصطدام ببعضها البعض. في التجميع، يؤدي الضغط الزائد على البرغي إلى ضغط مفرط. في التصنيع الآلي، يمكن أن تؤدي معدلات التغذية القوية دون خلوص أداة كافية إلى ارتفاع ضغط التلامس إلى ما هو أبعد مما يمكن أن تتحمله المادة.
فشل التزييت
تعمل مواد التشحيم كحاجز مادي بين الأسطح المعدنية. ويبدأ الترنح عندما يتم دفع مادة التشحيم خارج منطقة التلامس لأنها تفتقر إلى معدل الضغط اللازم أو عندما تتبخر بسبب ارتفاع درجات حرارة التشغيل.
حالة السطح
يؤثر تشطيب السطح بشكل مباشر على التآكل. فالسطح الخشن للغاية له نتوءات طويلة تتصادم بقوة. ومع ذلك، فإن السطح المصقول بسلاسة شديدة يفتقر إلى الوديان المجهرية اللازمة للاحتفاظ بالزيت أو الشحوم، مما يؤدي إلى التلامس الجاف والترابط الفوري.

كيف تقلل خيارات التصميم من المخاطر?
الطريقة الأكثر موثوقية لمنع التآكل هي معالجته أثناء مرحلة الهندسة. يمكن أن توفر التغييرات الصغيرة على رسم CAD أو قائمة المواد (BOM) ساعات من إعادة العمل على خط التجميع.
اقتران المواد
يعمل تصميم الوصلات مع معادن غير متشابهة بشكل جيد لمنع الروابط الذرية التي تسبب اللحام البارد. في حين أن إقران مسمار 304 غير القابل للصدأ مع صامولة نحاسية قياسية أمر شائع، فإن تطبيقات الأحمال الثقيلة تتطلب خيارات أكثر تخصصًا. وعادةً ما يتم استخدام الترقية إلى برونز الألومنيوم أو سبيكة مخصصة مضادة للتشكيل مثل نيترونيك 60 للأنظمة الحرجة حيث يكون التفكيك المتكرر إلزاميًا.
فرق الصلابة
يؤدي إنشاء فجوة صلابة بين أجزاء التزاوج إلى إجبار المادة الأكثر ليونة على الخضوع بشكل متوقع دون لحام بالسطح الأكثر صلابة. تتمثل القاعدة الهندسية القياسية في تصميم فرق صلابة لا يقل عن 50 برينل (HB) أو قيمة روكويل مكافئة. تعتمد هذه الاستراتيجية على المتطلبات الميكانيكية للتجميع، ولكنها فعالة للغاية بالنسبة للأعمدة المنزلقة وألواح التآكل.
تشطيب السطح
يعمل تحديد خشونة السطح الصحيحة على الاحتفاظ بمواد التشحيم بشكل جيد. غالبًا ما يكون تحديد تشطيب مرآة (Ra < 0.4 ميكرومتر) على أجزاء الفولاذ المقاوم للصدأ المنزلقة خطأ في التصميم، حيث إنه يخلق بيئة مثالية تشبه الفراغ للربط الذري. وبدلاً من ذلك، يجب على المهندسين تحديد خشونة مضبوطة (مثل Ra 1.6 إلى 3.2 ميكرومتر) لإنشاء جيوب مجهرية تحتفظ بشحم الضغط الشديد (EP).
الطلاءات والمعالجات
تضيف هندسة السطح طبقة صلبة ومضادة للتكلس بين المعادن الأساسية. قد يؤدي تطبيق طلاء نيتريد التيتانيوم النيتريد (TiN) بالطبقة PVD على قالب الختم إلى زيادة سعر الأدوات الأولي. ومع ذلك، فإنه يصبح أكثر فعالية من حيث التكلفة من حيث الحجم من خلال التخلص من وقت التوقف عن العمل لتلميع القالب. بالنسبة إلى مهمات الربطأو تحديد طبقة نهائية من الأكسيد الأسود أو مادة تشحيم ذات غشاء جاف مثل ثاني كبريتيد الموليبدينوم توفر حاجزًا دائمًا ممتازًا.

كيف يؤثر التحكم في المعالجة على التقطير?
سيظل التصميم المثالي يفشل إذا كان تنفيذ أرضية الورشة سيئًا. بمجرد دخول جزء ما إلى التصنيع النشط، يعتمد منع التآكل على كيفية تحكم المشغلين والمبرمجين والفنيين في البيئة المادية.
حالة حافة الأداة
تقوم أداة القطع الباهتة باستخدام الحاسب الآلي باحتكاك المادة بدلاً من قصها، مما يسبب احتكاكًا يؤدي على الفور إلى ارتفاع الحرارة الموضعية. وبمجرد أن يتآكل الطلاء الواقي PVD على الأداة، يوفر الكربيد المكشوف سطحًا مثاليًا للحام المعدن العاري.
يجب على الماكينات مراقبة تآكل الأدوات بدقة عند قطع السبائك عالية الخطورة. عادةً ما يتم استخدام استبدال إدخالات الكربيد عند 80% من عمرها المتوقع لمواد مثل الألومنيوم اللين أو التيتانيوم لمنع حدوث حافة متراكمة مفاجئة (BUE).
استراتيجية التشحيم
سائل التبريد ليس فقط للتحكم في درجة الحرارة؛ فهو يوفر حاجزًا هيدروليكيًا ماديًا. في التصنيع الآلي باستخدام الحاسب الآلي، يعمل سائل التبريد عالي الضغط (على سبيل المثال، 1000 رطل لكل بوصة مربعة) الموجه بدقة إلى منطقة القطع بشكل جيد لتفجير البُرادة بعيدًا عن الطريق قبل أن تتمكن من الالتحام بالأداة.
بالنسبة للسبائك عالية الخطورة، لا يكفي مجرد وضع سائل التبريد؛ يجب على الميكانيكيين زيادة تركيز سائل التبريد - غالبًا ما يرفع مستوى بريكس إلى 10%-15% - لزيادة التشحيم إلى أقصى حد. بالنسبة لختم الصفائح المعدنية، يجب على المشغلين استخدام مركبات السحب التي تحتوي على إضافات الضغط الشديد (EP) مثل الكبريت أو الكلور، والتي تنشط كيميائيًا تحت الحرارة لمنع الترابط الذري.
التحكم في عزم الدوران
بالنسبة للأجهزة المصنوعة من الفولاذ المقاوم للصدأ، فإن الأدوات الكهربائية هي العدو. فالدورات في الدقيقة العالية لمحركات الصدم الهوائية أو الكهربائية تولد حرارة احتكاك فورية، مما يضمن وجود وصلة مثبتة قبل أن يتم تثبيت أداة التثبيت بالكامل.
يجب أن تلزم خطوط التجميع بمفاتيح عزم دوران معايرة وتقييد سرعات التركيب إلى أقل من 100 دورة في الدقيقة. في حين أن الحد الدقيق للسرعة يعتمد على درجة اللولبة وقطرها، إلا أن الحركة البطيئة والمستمرة تمنع طبقة الأكسيد من الانهيار المفاجئ.
حالة الوفاة
لن يبقى قالب الختم المصقول، أو أداة مكابح الضغط، نظيفًا من تلقاء نفسه. يجب على المصنعين تنفيذ جداول صيانة صارمة لفحص وإزالة التقاطات المعادن المجهرية قبل أن تتصاعد يدويًا.
إن التقاط اللحام الدقيق وصقله مبكرًا يحافظ على استمرار الإنتاج دون التضحية بالجودة. قد يتسبب تشغيل القالب حتى يبدأ في إنتاج أجزاء مخدوشة بشكل واضح في إحداث خدوش لا رجعة فيها في فولاذ الأداة باهظ الثمن، مما يتطلب استبدال الأداة بالكامل.
لماذا يزداد المرارة سوءاً في عمليات الإنتاج؟
قد يجتاز النموذج الأولي كل عمليات الفحص، ولكن قد يفشل جزء الإنتاج رقم 500 بشكل كارثي. يُدخل الانتقال من النماذج الأولية منخفضة الحجم إلى الإنتاج الضخم الديناميكا الحرارية كعامل خطر رئيسي.
زمن الدورة
أثناء وضع النماذج الأولية، تجلس الماكينة في وضع الخمول بينما يقوم المشغل بقياس المادة الأولى، مما يسمح للنظام بالتبريد بشكل طبيعي. تتمتع قطعة العمل وأداة القطع والتركيبات بوقت استرداد كافٍ للتخلص من الحرارة.
في الإنتاج الضخم، يتم ضغط أزمنة الدورات بقوة لزيادة الإنتاج إلى أقصى حد. هذه الوتيرة التي لا هوادة فيها تقضي على نافذة الاسترداد الحراري، مما يعني أن المكونات تتعرض لارتفاع مستمر في درجات الحرارة مع استمرار المناوبة.
تراكم الحرارة
مع انخفاض أزمنة الدورات، تشبع الحرارة الكامنة بيئة التشغيل الآلي بأكملها. عند التصنيع بالقطع 304 أو 316 غير القابل للصدأ، يؤدي هذا التشبع الحراري إلى تصلب المادة في العمل على الفور قبل الأداة.
ما كان يعمل بشكل مثالي لـ 10 أجزاء سيواجه فجأة سطحًا متصلبًا، مما يتسبب في تآكل سريع للأداة وتآكل شديد في الجزء 50. وبالمثل، يؤدي تشغيل التيتانيوم من الدرجة 5 في نوبات مستمرة إلى دفع منطقة التلامس إلى ما بعد عتبة درجة حرارة اللحام البارد للمادة.
الاتصال المتكرر
يُعد التكلس عملية تراكمية، وليس حدثًا منفردًا. تعمل البقعة المجهرية من الفولاذ المقاوم للصدأ 304 المتروكة على قالب الثني أثناء دورة الضغط الأولى كنقطة محورية لتراكم المواد في المستقبل.
وبحلول الدورة المائة، تكون تلك البقعة المجهرية قد راكمت المزيد من المواد من كل ورقة تمر. وسرعان ما تنمو لتصبح كتلة صلبة مسننة تمزق حفرة عميقة في كل دورة لاحقة ضميمة صفائح معدنية.
مراقبة العمليات
لا يمكنك الاعتماد فقط على الفحوصات البصرية في الأحجام الكبيرة، حيث يحدث التآكل في أجزاء من الثانية خلف أبواب الماكينات المغلقة. يعتمد التصنيع الحديث على المراقبة الآلية لحمل عمود الدوران لاكتشاف هذه الأعطال غير المرئية.
إن ضبط الماكينة على التوقف مؤقتًا إذا اكتشفت ارتفاعًا مفاجئًا في تيار عمود الدوران 5% يعمل بشكل جيد لالتقاط الميلي ثانية الدقيقة التي يتشكل فيها BUE. يحفظ هذا التدخل الآلي القِطع المعقدة باهظة الثمن والمعقدة من التلف بسبب ماكينة تفتيت الطرفيات.
كيفية التعرف على الغل في وقت مبكر?
إن الهدف من مراقبة الجودة هو اكتشاف تآكل المادة اللاصقة في المكون رقم واحد، قبل أن تتلف دفعة كاملة أو تتلف معدات التصنيع.
التسجيل السطحي
يجب تدريب المشغلين على البحث عن "الصقيع" أو الخدوش الاتجاهية الباهتة الغائمة على الأسطح المنزلقة. هذه الإشارات البصرية الخفية هي السلائف المباشرة للخدوش العميقة المدمرة.
يؤدي اكتشاف انحراف بسيط في خشونة السطح (Ra) أثناء الفحص أثناء العملية إلى منع حدوث أعطال كارثية في الحقل لاحقًا. فهو يسمح للفريق بتبديل الأداة أو ضبط التشحيم قبل أن تخرج الأجزاء تمامًا عن التفاوت المسموح به.
سحب الموضوع
لا يمكن لفنيي التجميع الاعتماد على الفحوصات البصرية وحدها للخيوط الداخلية. يجب على مشغلي مراقبة الجودة استخدام مقاييس اللولبة "Go/No-Go" بشكل متكرر أثناء التشغيل. إذا كان مقياس "الذهاب" يتطلب أكثر من قوة الإصبع القياسية للدخول، فإن التآكل المجهري قد بدأ بالفعل في تشويه قطر اللولبة.
على خط التجميع، يعتبر الإحساس اليدوي على نفس القدر من الأهمية. إذا شعر الفني بـ "سحب اللولب" - أي أن الصامولة تحتاج إلى مفتاح ربط بينما هي في منتصف الطريق فقط أسفل العمود - فقد بدأ التثبيت بالفعل، ويجب أن تتوقف العملية على الفور.
تراكم المواد
يجب أن تتضمن عمليات تبديل المناوبات فحصًا ماديًا لقوالب الختم، ومكابح الثني، وفكوك قطع العمل. ومع ذلك، فإن الفحص البصري لهذه الأسطح المعدنية اللامعة لا يكفي في كثير من الأحيان تحت إضاءة المصنع.
عادةً ما يتم استخدام تمرير يد عارية أو مكشطة نحاسية ناعمة فوق الأدوات لاكتشاف اللحامات الدقيقة الصلبة والمرتفعة. يؤدي العثور على هذه النتوءات غير المرئية وإزالتها مبكرًا إلى إنقاذ الوردية التالية من تشغيل الأجزاء التالفة.
حدود إعادة العمل
يجب أن يعرف المهندسون والمشغلون متى يجب عليهم تقليل الخسائر. إذا توقفت قفل التثبيت غير القابل للصدأ، فإن استخدام المزيد من عزم الدوران إما أن يؤدي إلى كسر البرغي أو تجريد اللولب الداخلي للمبيت الرئيسي.
في هذه الحالات، يصبح التوقف الفوري عن العمل والتخلص من مسمار $5 على الفور أكثر فعالية من حيث التكلفة من حيث الحجم. دائمًا ما يكون استبدال الأجهزة أرخص من الدفع لميكانيكي لحفر واستخراج خيط تالف في كتلة مخصصة عالية القيمة.
خاتمة
لا يعد التآكل المعدني مشكلة سطحية صغيرة. فقد يؤدي إلى تلف اللولبات، وإتلاف أسطح التلامس، وتقصير عمر الأداة، وتحويل مهمة مستقرة إلى إعادة عمل وتأخير. في معظم الحالات، لا تأتي المشكلة من خطأ واحد فقط. بل تأتي من زوج خاطئ من المواد، أو ضعف التشحيم، أو ضعف التحكم في السطح، أو عملية تصبح غير مستقرة مع تسارع الإنتاج.
أفضل طريقة للتعامل مع التآكل هو التحكم فيه قبل أن يبدأ التلف. وهذا يعني مراجعة حالة التلامس في وقت مبكر، والتحقق من خيارات المواد والتشطيبات، والتأكد من أن عملية الإنتاج يمكن أن تظل مستقرة من النموذج الأولي إلى الإنتاج على دفعات.
إذا كان مشروعك ينطوي على مثبتات من الفولاذ المقاوم للصدأ، أو أجزاء معدنية منزلقة، أو التصنيع باستخدام الحاسب الآلي، أو تشكيل الصفائح المعدنية، فمن الجدير التحقق من مخاطر التآكل قبل بدء الإنتاج. أرسل لنا الرسم أو العينة، ويمكن لفريقنا الهندسي مراجعة نقاط التلامس واقتران المواد ومخاطر العملية قبل أن تتحول إلى خردة أو تلف الأدوات أو فشل التجميع.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

التنقيش بالليزر للمعادن: التحضير، والتصميم الملائم للتصنيع (DFM)، ومراقبة التكاليف


