El gripado del metal no es un pequeño problema superficial. Puede bloquear una fijación de acero inoxidable, dañar un ajuste deslizante o arruinar un filo de corte en plena producción. En el trabajo real, esto significa chatarra, repetición de trabajos, herramientas rotas y tiempo perdido.
El problema suele empezar en la superficie de contacto, pero el coste real aparece más tarde. Una pieza que parece estar bien en las primeras pruebas puede fallar una vez que la velocidad, el calor y la repetición aumentan en la producción. Por eso el gripado debe tratarse como un problema de control, no sólo como un problema de material.
Este artículo explica qué es el gripado, cómo empieza, dónde suele aparecer y qué lo empeora. También muestra cómo las opciones de diseño, el control de procesos y las señales de alerta temprana pueden ayudar a prevenir los daños antes de que se extiendan.
Qué es el descascarillado metálico?
El gripado metálico es una forma de desgaste adhesivo. Se produce cuando dos superficies metálicas rozan bajo carga, se adhieren entre sí en pequeños puntos de contacto y empiezan a desgarrar material. Una vez que esto empieza, la superficie puede pasar de un ligero arrastre a un gran daño muy rápidamente.
Desgaste adhesivo
A diferencia del desgaste abrasivo, en el que un material más duro araña a otro más blando, el desgaste adhesivo se produce cuando dos superficies se unen bajo carga. A medida que las piezas continúan moviéndose una contra otra, esta unión temporal se rompe. La separación arranca pequeños trozos de metal de la superficie, dejando una zona áspera y dañada.
Transferencia de material
Una vez que se produce el desgaste adhesivo, el material desgarrado se transfiere de un componente al otro. En Operaciones de mecanizado CNCEn el montaje mecánico, el material de la rosca de un tornillo puede adherirse al interior de una tuerca, alterando el perfil de la rosca y aumentando la fricción. En el montaje mecánico, el material de la rosca de un tornillo puede adherirse al interior de una tuerca, alterando el perfil de la rosca y aumentando la fricción.
Convulsión superficial
Si se permite que continúe la transferencia de material, la holgura entre las piezas de contacto acaba por desaparecer. La fricción aumenta considerablemente, lo que suele provocar una soldadura en frío. En esta fase, las piezas se agarrotan por completo. Una unión roscada agarrotada, por ejemplo, normalmente no puede desmontarse sin cortar o romper el tornillo.
Cómo se desarrolla el descascarillado del metal?
El gripado suele ser el resultado de una secuencia específica de acontecimientos físicos. Depende en gran medida del estado de la superficie, la carga aplicada y las propiedades de los metales implicados.
Descomposición del óxido
Muchos metales, como los aceros inoxidables 304 y 316 o las aleaciones de aluminio, dependen de una fina capa de óxido natural para proteger su superficie. En condiciones normales, esta capa pasiva impide el contacto directo entre metales. Sin embargo, una elevada presión de contacto combinada con la fricción por deslizamiento puede romper esta película de óxido, dejando al descubierto el metal desnudo y reactivo que hay debajo.
Superficie de contacto real
Incluso las superficies mecanizadas con precisión están formadas por picos y valles microscópicos, conocidos como asperezas. Cuando dos piezas se acoplan, el área de contacto real se limita a estos picos microscópicos. Como el área de contacto es tan pequeña, la carga aplicada se concentra, provocando una presión localizada extremadamente alta en las asperezas.
Calor de fricción
La fricción generada por estos picos microscópicos que se deslizan unos contra otros crea calor localizado. Este proceso se acelera rápidamente cuando aumenta la velocidad, especialmente cuando las fijaciones se accionan a gran velocidad con herramientas neumáticas o eléctricas.
Los metales con escasa conductividad térmica, como el titanio de grado 5 o los aceros inoxidables austeníticos, no disipan este calor con rapidez. Este aumento localizado de la temperatura ablanda los picos superficiales, haciéndolos más susceptibles a la deformación plástica y la unión.
Soldadura local
Cuando las superficies metálicas desnudas y calientes se presionan entre sí bajo una elevada presión localizada, pueden formarse enlaces atómicos entre las dos partes. A medida que el movimiento de deslizamiento continúa, el más débil de los dos materiales cede y se rompe. Se inicia así el ciclo de gripado, que suele agravarse a medida que se prolonga la operación.
Dónde aparece el fastidio en la producción?
El gripado no se produce en todas partes. Se produce en interacciones mecánicas específicas en las que la alta presión y el contacto continuo son inevitables. Saber dónde buscar en el taller le ayudará a anticiparse al problema antes de que detenga la producción.
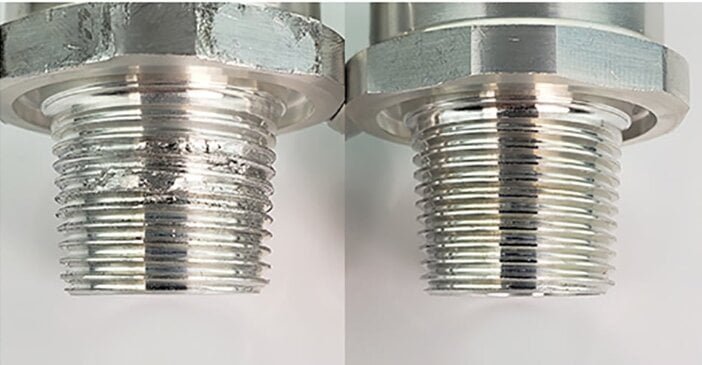
Fijaciones roscadas
Las uniones roscadas, especialmente las de acero inoxidable o titanio, son muy susceptibles. Cuando un tornillo se introduce en una tuerca, los flancos de la rosca experimentan una inmensa presión de deslizamiento. Si se montan en seco o se accionan a altas velocidades, las roscas se sueldan rápidamente en frío, bloqueando el tornillo de forma permanente.
Ajustes deslizantes
Los componentes diseñados para el movimiento lineal, como los ejes que se deslizan dentro de casquillos o los vástagos de cilindros hidráulicos, funcionan con holguras muy reducidas. El deslizamiento repetido elimina con el tiempo los aceites protectores de la superficie. Si los metales base entran en contacto directo bajo una carga lateral, el gripado rayará el eje y destruirá inmediatamente la integridad de la junta.
Contacto de corte CNC
Durante el fresado o el torneado, el filo de una herramienta cizalla constantemente el material de la pieza. Al mecanizar materiales gomosos como el aluminio 6061 o el acero inoxidable 304, las virutas suelen soldarse directamente a la herramienta de metal duro. Este filo acumulado (BUE) altera la geometría de la herramienta, provocando un mal acabado superficial de la pieza y una rápida rotura de la herramienta.
Contacto de estampación y conformación
En fabricación de chapa metálicaEn el proceso de estampación, se aplica un tonelaje elevado para prensar metal desnudo sobre una matriz de acero o carburo. Sin una barrera adecuada, la chapa dejará depósitos microscópicos en la superficie de la matriz. En estampado Si el proceso continúa, la acumulación de material marcará y rayará todas las piezas subsiguientes. Sacar una matriz progresiva para pulir estas marcas de rozamiento puede costar fácilmente de 4 a 8 horas de tiempo de prensa perdido.
Lo que aumenta el riesgo de Galling?
Ciertas condiciones de funcionamiento actúan como catalizador del desgaste de los adhesivos. Si experimenta un desgaste repetido, es probable que una o varias de estas variables estén fuera de control.
Pares de metales similares
Los metales con la misma estructura atómica se unen fácilmente. La unión de un tornillo de acero inoxidable austenítico (como el 304) con una tuerca del mismo grado es la causa más común de agarrotamiento de los conjuntos. Sus estructuras reticulares idénticas les permiten fusionarse rápidamente bajo presión.
Presión de contacto
Las cargas elevadas obligan a los picos microscópicos de la superficie a aplastarse unos contra otros. En el montaje, el apriete excesivo de un tornillo crea una presión excesiva. En el mecanizado, las velocidades de avance agresivas sin una holgura adecuada de la herramienta pueden disparar la presión de contacto más allá de lo que el material puede soportar.
Fallo de lubricación
Los lubricantes actúan como una barrera física entre las superficies metálicas. El gripado se produce cuando un lubricante es empujado fuera de la zona de contacto porque carece de la presión nominal necesaria o cuando se evapora debido a las altas temperaturas de funcionamiento.
Estado de la superficie
El acabado de la superficie influye directamente en el desgaste. Una superficie muy rugosa tiene asperezas altas que chocan agresivamente. Sin embargo, una superficie demasiado pulida carece de los valles microscópicos necesarios para retener el aceite o la grasa, lo que provoca un contacto seco y una adherencia inmediata.

Cómo las opciones de diseño reducen el riesgo?
La forma más fiable de evitar el gripado es abordarlo durante la fase de ingeniería. Pequeños cambios en un dibujo CAD o en una lista de materiales pueden ahorrar horas de trabajo en la cadena de montaje.
Emparejamiento de materiales
El diseño de uniones con metales distintos funciona bien para evitar los enlaces atómicos que provocan la soldadura en frío. Si bien es habitual combinar un tornillo de acero inoxidable 304 con una tuerca de latón estándar, las aplicaciones de cargas pesadas requieren opciones más especializadas. El bronce alumínico o una aleación antidesgaste como Nitronic 60 suelen utilizarse en sistemas críticos en los que es obligatorio el desmontaje frecuente.
Diferencia de dureza
La creación de una diferencia de dureza entre las piezas acopladas obliga al material más blando a ceder de forma predecible sin soldarse a la superficie más dura. Una regla de ingeniería estándar es diseñar una diferencia de dureza de al menos 50 Brinell (HB) o un valor Rockwell equivalente. Esta estrategia depende de los requisitos mecánicos del conjunto, pero es muy eficaz para ejes deslizantes y placas de desgaste.
Acabado superficial
Especificar la rugosidad correcta de la superficie favorece la retención del lubricante. Especificar un acabado de espejo (Ra < 0,4 µm) en piezas deslizantes de acero inoxidable suele ser un error de diseño, ya que crea un entorno perfecto similar al vacío para la unión atómica. En su lugar, los ingenieros deben especificar una rugosidad controlada (como Ra 1,6 a 3,2 µm) para crear bolsas microscópicas que retengan la grasa de extrema presión (EP).
Recubrimientos y tratamientos
La ingeniería de superficies añade una capa dura antigripado entre los metales base. La aplicación de un revestimiento de PVD de nitruro de titanio (TiN) a una matriz de estampación puede hacer que aumente el presupuesto inicial del utillaje. Sin embargo, resulta más rentable en volumen al eliminar el tiempo de inactividad para pulir la matriz. Para sujetadoresSi se especifica un acabado de óxido negro o un lubricante de película seca como el disulfuro de molibdeno, se consigue una excelente barrera permanente.

Cómo afecta el control del proceso a la galga?
Un diseño perfecto fracasará igualmente si la ejecución en el taller es deficiente. Una vez que una pieza entra en fabricación activa, la prevención de la corrosión por frotamiento depende por completo de cómo los operarios, programadores y técnicos controlen el entorno físico.
Estado del filo de la herramienta
Una herramienta de corte CNC desafilada roza el material en lugar de cizallarlo, provocando una fricción que inmediatamente genera calor localizado. Una vez que se desgasta el revestimiento protector de PVD de una herramienta, el carburo expuesto proporciona una superficie perfecta para soldar metal desnudo.
Los mecanizadores deben controlar estrictamente el desgaste de la herramienta cuando cortan aleaciones de alto riesgo. La sustitución de las plaquitas de metal duro al 80% de su vida útil prevista suele utilizarse en materiales como el aluminio blando o el titanio para evitar una repentina acumulación de filo (BUE).
Estrategia de lubricación
El refrigerante no sólo sirve para controlar la temperatura, sino que proporciona una barrera física e hidráulica. En el mecanizado CNC, el refrigerante a alta presión (por ejemplo, 1.000 PSI) dirigido con precisión a la zona de corte funciona bien para expulsar las virutas antes de que puedan soldarse a la herramienta.
En el caso de las aleaciones de alto riesgo, no basta con aplicar refrigerante; los operarios deben aumentar la concentración de refrigerante -a menudo elevando el nivel de Brix a 10%-15%- para maximizar la lubricidad. Para el estampado de chapa metálica, los operarios deben utilizar compuestos de embutición que contengan aditivos de extrema presión (EP) como azufre o cloro, que se activan químicamente bajo el calor para evitar la unión atómica.
Control de par
Para la tornillería de acero inoxidable, las herramientas eléctricas son el enemigo. Las altas revoluciones de los atornilladores de impacto neumáticos o eléctricos generan calor por fricción instantáneo, lo que garantiza una unión agarrotada incluso antes de que el tornillo esté completamente asentado.
Las líneas de montaje deben exigir llaves dinamométricas calibradas y limitar la velocidad de instalación a menos de 100 RPM. Aunque el límite exacto de velocidad depende del paso y el diámetro de la rosca, un movimiento lento y continuo evita que la capa de óxido se rompa bruscamente.
Estado del troquel
Un troquel de estampación pulido, o una herramienta de plegado, no se mantendrán inmaculados por sí solos. Los fabricantes deben aplicar estrictos programas de mantenimiento para inspeccionar y eliminar microscópicas incrustaciones metálicas antes de que se agraven manualmente.
Detectar y pulir una microsoldadura en una fase temprana mantiene la producción en marcha sin sacrificar la calidad. Utilizar un troquel hasta que empiece a producir piezas visiblemente rayadas puede provocar un rayado irreversible en el costoso acero para herramientas, lo que requeriría la sustitución total de la herramienta.
Por qué el desgarro empeora en las series de producción?
Un prototipo puede pasar todas las inspecciones, sólo para que la pieza de producción número 500 falle de forma catastrófica. La transición de la creación de prototipos de bajo volumen a la producción en serie introduce la termodinámica como un factor de riesgo importante.
Duración del ciclo
Durante la creación de prototipos, una máquina permanece inactiva mientras un operario mide el primer artículo, lo que permite que el sistema se enfríe de forma natural. La pieza, la herramienta de corte y los dispositivos de fijación disponen de tiempo suficiente para recuperar el calor.
En la producción en serie, los tiempos de ciclo se comprimen de forma agresiva para maximizar la producción. Este ritmo incesante elimina la ventana de recuperación térmica, lo que significa que los componentes están sometidos a temperaturas en continuo aumento a medida que avanza el turno.
Acumulación de calor
A medida que disminuyen los tiempos de ciclo, el calor latente satura todo el entorno de mecanizado. Al mecanizar acero inoxidable 304 o 316, esta saturación térmica hace que el material se endurezca instantáneamente antes que la herramienta.
Lo que funcionó a la perfección en 10 piezas, de repente se enfrenta a una superficie endurecida, lo que provoca un rápido desgaste de la herramienta y un fuerte gripado en la pieza 50. Del mismo modo, el uso de Titanio Grado 5 en turnos continuos empuja la zona de contacto más allá del umbral de temperatura de soldadura en frío del material.
Contacto repetido
El gripado es un proceso acumulativo, no un hecho aislado. Una mota microscópica de acero inoxidable 304 dejada en una matriz de plegado durante el primer ciclo de prensado actúa como punto focal para la futura acumulación de material.
Al centésimo ciclo, esa mota microscópica ha acumulado más material de cada hoja que pasa. Rápidamente se convierte en un bulto duro y dentado que abre una profunda brecha en cada una de las hojas siguientes. caja de chapa.
Supervisión de procesos
No se puede confiar únicamente en las comprobaciones visuales en grandes volúmenes, ya que el gripado se produce en milisegundos tras las puertas cerradas de la máquina. La fabricación moderna se basa en la supervisión automatizada de la carga del husillo para detectar estos fallos invisibles.
Configurar una máquina para que haga una pausa si detecta un pico repentino de corriente en el husillo funciona bien para captar el milisegundo exacto en que se forma un BUE. Esta intervención automatizada evita la destrucción de piezas caras y complejas a causa de una rebaba.
Cómo identificar la rozadura temprana?
El objetivo del control de calidad es detectar el desgaste del adhesivo en el componente número uno, antes de que arruine todo un lote o dañe el equipo de fabricación.
Puntuación superficial
Los operarios deben estar entrenados para buscar "escarcha" o arañazos direccionales tenues y turbios en las superficies deslizantes. Estas sutiles señales visuales son precursoras inmediatas de un desgaste profundo y destructivo.
Detectar una pequeña desviación en la rugosidad superficial (Ra) durante la inspección en proceso evita fallos catastróficos posteriores. Permite al equipo cambiar una herramienta o ajustar la lubricación antes de que las piezas queden completamente fuera de tolerancia.
Hilo de arrastre
Los técnicos de montaje no pueden confiar únicamente en las comprobaciones visuales de las roscas internas. Los operarios de control de calidad deben utilizar con frecuencia calibradores de roscas "Go/No-Go" durante el proceso. Si el calibre "Go" requiere más fuerza que la normal para entrar con el dedo, el gripado microscópico ya ha empezado a distorsionar el diámetro de paso.
En la cadena de montaje, el tacto manual es igualmente crítico. Si un técnico nota que la rosca se arrastra, es decir, que la tuerca requiere una llave cuando se encuentra a medio camino del eje, el gripado ya ha comenzado y el proceso debe detenerse inmediatamente.
Acumulación de material
Los cambios de turno deben incluir una inspección física de las matrices de estampación, los frenos de plegado y las mordazas de sujeción. Sin embargo, la inspección visual de estas superficies metálicas brillantes a menudo no es suficiente con la iluminación de la fábrica.
Para detectar las micro-soldaduras duras y elevadas se suele utilizar la mano desnuda o un rascador de latón blando. Encontrar y eliminar estas protuberancias invisibles a tiempo evita que el siguiente turno utilice piezas defectuosas.
Límites de trabajo
Los ingenieros y operarios deben saber cuándo cortar por lo sano. Si un tornillo inoxidable se agarrota, al aplicar más par se romperá el tornillo o se dañarán las roscas internas de la carcasa principal.
En estos casos, detener inmediatamente el trabajo y desechar un tornillo $5 resulta más rentable en volumen. Siempre es más barato sustituir la tornillería que pagar a un mecánico para que taladre y rosque una rosca estropeada en un bloque personalizado de gran valor.
Conclusión
El gripado del metal no es un problema superficial menor. Puede dañar las roscas, estropear las superficies de contacto, acortar la vida útil de las herramientas y convertir un trabajo estable en repeticiones y retrasos. En la mayoría de los casos, el problema no se debe a un solo error. Proviene de una pareja de materiales equivocada, una lubricación deficiente, un control deficiente de la superficie o un proceso que se vuelve inestable a medida que se acelera la producción.
La mejor forma de afrontar el gripado es controlarlo antes de que se produzcan daños. Esto significa revisar las condiciones de contacto en una fase temprana, comprobar las opciones de material y acabado y asegurarse de que el proceso de producción puede mantenerse estable desde el prototipo hasta la producción por lotes.
Si su proyecto incluye elementos de fijación de acero inoxidable, piezas metálicas deslizantes, mecanizado CNC o conformado de chapa, merece la pena comprobar el riesgo de gripado antes de iniciar la producción. Envíenos su dibujo o muestray nuestro equipo de ingenieros puede revisar los puntos de contacto, el emparejamiento de materiales y los riesgos del proceso antes de que se conviertan en chatarra, daños en las herramientas o fallos de montaje.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

