Le grippage du métal n'est pas un petit problème de surface. Elle peut bloquer une fixation en acier inoxydable, endommager un ajustement coulissant ou abîmer un tranchant en plein milieu de la production. Dans la réalité, cela se traduit par des rebuts, des retouches, des outils cassés et des pertes de temps.
Le problème commence généralement à la surface de contact, mais le coût réel apparaît plus tard. Une pièce qui semble en bon état lors des premiers essais peut s'avérer défectueuse lorsque la vitesse, la chaleur et la répétition augmentent dans la production. C'est pourquoi le grippage doit être traité comme un problème de contrôle, et pas seulement comme un problème de matériau.
Cet article explique ce qu'est le grippage, comment il commence, où il apparaît généralement et ce qui l'aggrave. Il montre également comment les choix de conception, le contrôle des processus et les signes d'alerte précoce peuvent contribuer à prévenir les dommages avant qu'ils ne s'étendent.
Qu'est-ce que le galbage des métaux? ?
Le grippage du métal est une forme d'usure par adhérence. Elle se produit lorsque deux surfaces métalliques frottent sous l'effet d'une charge, se collent l'une à l'autre en de petits points de contact et commencent à arracher de la matière. Une fois que cela commence, la surface peut passer d'un frottement léger à des dommages importants très rapidement.
Usure de l'adhésif
Contrairement à l'usure par abrasion, où un matériau plus dur raye un matériau plus tendre, l'usure par adhérence se produit lorsque deux surfaces se collent l'une à l'autre sous l'effet d'une charge. Lorsque les pièces continuent à se déplacer l'une contre l'autre, cette liaison temporaire se rompt. La séparation arrache de petits morceaux de métal de la surface, laissant une zone rugueuse et endommagée.
Transfert de matériel
Lorsque l'usure de l'adhésif se produit, le matériau déchiré est transféré d'un composant à l'autre. En Opérations d'usinage CNCDans le cas d'un outil de coupe, cela se traduit souvent par une arête rapportée (BUE). Dans l'assemblage mécanique, le matériau du filetage d'un boulon peut coller à l'intérieur d'un écrou, ce qui modifie le profil du filetage et augmente la friction.
Grippage en surface
Si le transfert de matière se poursuit, le jeu entre les deux pièces finit par disparaître. Le frottement augmente considérablement, ce qui conduit souvent à un soudage à froid. À ce stade, les pièces se grippent complètement. Un joint fileté grippé, par exemple, ne peut généralement pas être démonté sans couper ou casser l'élément de fixation.
Comment se développent les galeries métalliques?
Le grippage est généralement le résultat d'une séquence spécifique d'événements physiques. Il dépend fortement de l'état de la surface, de la charge appliquée et des propriétés des métaux concernés.
Dégradation de l'oxyde
De nombreux métaux, tels que les aciers inoxydables 304 et 316 ou les alliages d'aluminium, dépendent d'une fine couche d'oxyde naturelle pour la protection de leur surface. Dans des conditions normales, cette couche passive empêche tout contact direct entre métaux. Toutefois, une pression de contact élevée combinée à un frottement de glissement peut briser ce film d'oxyde, exposant ainsi le métal nu et réactif qui se trouve en dessous.
Surface de contact réelle
Même les surfaces usinées avec précision présentent des pics et des creux microscopiques, appelés aspérités. Lorsque deux pièces s'accouplent, la zone de contact réelle se limite à ces pics microscopiques. La zone de contact étant si petite, la charge appliquée est concentrée, ce qui provoque une pression localisée extrêmement élevée sur les aspérités.
Chaleur de friction
La friction générée par ces pics microscopiques glissant l'un contre l'autre crée une chaleur localisée. Ce processus s'accélère rapidement lorsque la vitesse augmente, en particulier lorsque les fixations sont enfoncées à grande vitesse avec des outils pneumatiques ou électriques.
Les métaux à faible conductivité thermique, comme le titane grade 5 ou les aciers inoxydables austénitiques, ne dissipent pas rapidement cette chaleur. Cette élévation de température localisée ramollit les pics de surface, les rendant plus sensibles à la déformation plastique et au collage.
Soudage local
Lorsque des surfaces métalliques nues et chauffées sont pressées l'une contre l'autre sous une forte pression localisée, des liaisons atomiques peuvent se former entre les deux parties. Au fur et à mesure que le mouvement de glissement se poursuit, le matériau le plus faible des deux cède et se déchire. Cela déclenche le cycle de grippage, qui s'aggrave généralement au fur et à mesure que l'opération se poursuit.
Où le galling apparaît dans la production?
L'usure par frottement ne se produit pas partout. Il cible des interactions mécaniques spécifiques où la haute pression et le contact continu sont inévitables. Savoir où regarder dans l'atelier permet d'anticiper le problème avant qu'il n'interrompe la production.
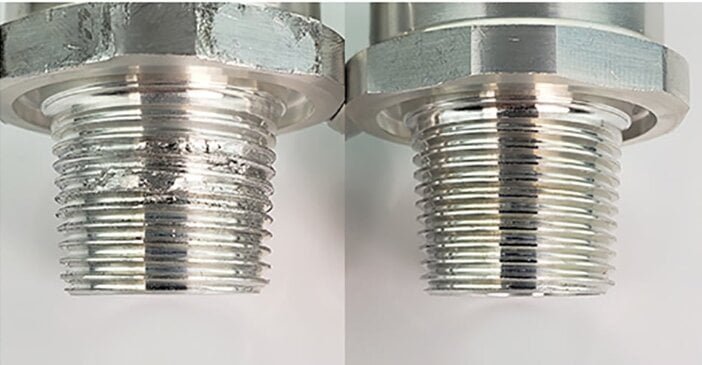
Fixations filetées
Les joints filetés, en particulier ceux en acier inoxydable ou en titane, sont très sensibles. Lorsqu'un boulon est enfoncé dans un écrou, les flancs du filetage subissent une énorme pression de glissement. S'ils sont assemblés à sec ou entraînés à grande vitesse, les filets se soudent rapidement à froid, bloquant l'élément de fixation de manière permanente.
Les glissières s'adaptent
Les composants conçus pour le mouvement linéaire, tels que les arbres glissant dans des bagues ou les tiges de vérins hydrauliques, fonctionnent avec des jeux très serrés. Le glissement répété élimine les huiles de surface protectrices au fil du temps. Si les métaux de base entrent en contact direct sous une charge latérale, le grippage marque l'arbre et détruit immédiatement l'intégrité du joint.
Contact de coupe CNC
Pendant le fraisage ou le tournage, l'arête de coupe d'un outil cisaille constamment le matériau de la pièce. Lors de l'usinage de matériaux gommeux comme l'aluminium 6061 ou l'acier inoxydable 304, les copeaux se soudent souvent directement à l'outil en carbure. Cette arête rapportée modifie la géométrie de l'outil, ce qui entraîne une mauvaise finition de la surface de la pièce et une rupture rapide de l'outil.
Contact d'emboutissage et de formage
Dans fabrication de tôlesDans le cas de l'estampage, un tonnage important est appliqué pour presser le métal nu sur une matrice en acier ou en carbure. Sans une barrière appropriée, la tôle laissera des dépôts microscopiques sur la surface de la matrice. En tant que estampillage Cette accumulation de matière continue à marquer et à rayer toutes les pièces suivantes. Le retrait d'une matrice progressive pour polir ces marques de grippage peut facilement coûter 4 à 8 heures de temps de presse perdu.
Ce qui augmente le risque de galle?
Certaines conditions de fonctionnement agissent comme un catalyseur de l'usure des adhésifs. Si vous êtes confronté à un grippage répété, il est probable qu'une ou plusieurs de ces variables soient hors de contrôle.
Paires de métaux similaires
Les métaux ayant la même structure atomique se lient facilement. L'association d'un boulon en acier inoxydable austénitique (comme le 304) et d'un écrou de même qualité est la cause la plus fréquente de grippage des assemblages. Leurs structures en treillis identiques leur permettent de fusionner rapidement sous pression.
Pression de contact
Les charges élevées forcent les pics de surface microscopiques à s'écraser les uns sur les autres. Dans l'assemblage, le serrage excessif d'un boulon crée une pression excessive. Lors de l'usinage, des vitesses d'avance agressives sans dégagement adéquat de l'outil peuvent augmenter la pression de contact au-delà de ce que le matériau peut supporter.
Défaut de lubrification
Les lubrifiants agissent comme une barrière physique entre les surfaces métalliques. Le grippage commence lorsqu'un lubrifiant est repoussé hors de la zone de contact parce qu'il n'a pas la pression nominale nécessaire ou lorsqu'il s'évapore en raison de températures de fonctionnement élevées.
État de surface
L'état de surface influence directement l'usure. Une surface très rugueuse présente de hautes aspérités qui s'entrechoquent agressivement. En revanche, une surface trop lisse ne présente pas les vallées microscopiques nécessaires à la rétention de l'huile ou de la graisse, ce qui entraîne un contact sec et une adhérence immédiate.

Comment les choix de conception réduisent le risque?
Le moyen le plus sûr de prévenir le grippage est de s'y attaquer dès la phase d'ingénierie. De petites modifications apportées à un dessin de CAO ou à une nomenclature peuvent permettre d'économiser des heures de travail sur la chaîne d'assemblage.
Couplage de matériaux
Concevoir des joints avec des métaux différents permet d'éviter les liaisons atomiques à l'origine de la soudure à froid. S'il est courant d'associer un boulon en acier inoxydable 304 à un écrou en laiton standard, les applications à forte charge nécessitent des choix plus spécialisés. Le bronze d'aluminium ou un alliage anti-gravillon comme le Nitronic 60 est généralement utilisé pour les systèmes critiques où un démontage fréquent est obligatoire.
Différence de dureté
La création d'un écart de dureté entre les pièces en contact oblige le matériau le plus mou à céder de manière prévisible sans se souder à la surface la plus dure. Une règle d'ingénierie standard consiste à concevoir une différence de dureté d'au moins 50 Brinell (HB) ou une valeur Rockwell équivalente. Cette stratégie dépend des exigences mécaniques de l'assemblage, mais elle est très efficace pour les arbres coulissants et les plaques d'usure.
Finition de surface
La spécification d'une rugosité de surface correcte favorise la rétention du lubrifiant. La spécification d'une finition miroir (Ra < 0,4 µm) sur des pièces coulissantes en acier inoxydable est souvent une erreur de conception, car elle crée un environnement parfait, semblable à un vide, pour la liaison atomique. Les ingénieurs devraient plutôt spécifier une rugosité contrôlée (comme Ra 1,6 à 3,2 µm) pour créer des poches microscopiques qui retiennent la graisse extrême-pression (EP).
Revêtements et traitements
L'ingénierie de surface ajoute une couche dure et anti-gravillonnage entre les métaux de base. L'application d'un revêtement PVD au nitrure de titane (TiN) sur une matrice d'emboutissage peut entraîner une augmentation du coût initial de l'outillage. Néanmoins, elle devient plus rentable en volume en éliminant les temps d'arrêt pour le polissage des matrices. Pour fixationsEn outre, l'utilisation d'une finition en oxyde noir ou d'un lubrifiant à film sec comme le disulfure de molybdène constitue une excellente barrière permanente.

Comment le contrôle du processus affecte le gaulage?
Une conception parfaite échouera toujours si l'exécution en atelier est médiocre. Une fois qu'une pièce entre dans la phase active de fabrication, la prévention du grippage dépend entièrement de la manière dont les opérateurs, les programmeurs et les techniciens contrôlent l'environnement physique.
État de l'arête de l'outil
Un outil de coupe CNC émoussé frotte le matériau au lieu de le cisailler, ce qui provoque une friction qui génère immédiatement une chaleur localisée. Lorsque le revêtement PVD protecteur d'un outil s'use, le carbure exposé constitue une surface parfaite pour le métal nu à souder.
Les machinistes doivent surveiller de près l'usure de l'outil lorsqu'ils coupent des alliages à haut risque. Le remplacement des plaquettes en carbure à 80% de leur durée de vie prévue est généralement utilisé pour les matériaux tels que l'aluminium tendre ou le titane afin d'éviter une arête rapportée soudaine (BUE).
Stratégie de lubrification
Le liquide de refroidissement ne sert pas seulement à contrôler la température ; il constitue une barrière physique et hydraulique. Dans l'usinage CNC, le liquide de refroidissement à haute pression (par exemple, 1 000 PSI) dirigé précisément sur la zone de coupe fonctionne bien pour éliminer les copeaux avant qu'ils ne se soudent à l'outil.
Pour les alliages à haut risque, il ne suffit pas d'appliquer du liquide de refroidissement ; les machinistes doivent en augmenter la concentration - souvent en poussant le niveau Brix jusqu'à 10%-15% - pour maximiser le pouvoir lubrifiant. Pour l'emboutissage des tôles, les opérateurs doivent utiliser des composés d'étirage contenant des additifs extrême-pression (EP) comme le soufre ou le chlore, qui s'activent chimiquement sous l'effet de la chaleur pour empêcher la liaison atomique.
Contrôle du couple
Pour la quincaillerie en acier inoxydable, les outils électriques sont l'ennemi. Les vitesses élevées des visseuses pneumatiques ou électriques génèrent une chaleur de friction instantanée, garantissant un joint grippé avant même que la fixation ne soit complètement en place.
Les chaînes d'assemblage devraient imposer l'utilisation de clés dynamométriques calibrées et limiter les vitesses d'installation à moins de 100 tours par minute. Bien que la limite de vitesse exacte dépende du pas et du diamètre du filetage, un mouvement lent et continu empêche la couche d'oxyde de se briser brusquement.
État de la matrice
Une matrice d'emboutissage ou un outil de presse plieuse polis ne resteront pas immaculés d'eux-mêmes. Les fabricants doivent mettre en place des programmes d'entretien stricts pour inspecter et éliminer les microscopiques dépôts métalliques avant qu'ils ne s'aggravent manuellement.
Le repérage et le polissage précoce d'une micro-soudure permettent de poursuivre la production sans sacrifier la qualité. Faire fonctionner une matrice jusqu'à ce qu'elle commence à produire des pièces visiblement rayées peut provoquer des rayures irréversibles sur l'acier coûteux de l'outil, ce qui nécessite le remplacement total de l'outil.
Pourquoi l'usure s'aggrave-t-elle dans les séries? de production ?
Un prototype peut passer toutes les inspections, mais la 500e pièce de production peut connaître une défaillance catastrophique. Le passage du prototypage de faible volume à la production de masse introduit la thermodynamique comme facteur de risque majeur.
Durée du cycle
Pendant le prototypage, une machine reste inactive pendant qu'un opérateur mesure le premier article, ce qui permet au système de se refroidir naturellement. La pièce à usiner, l'outil de coupe et les dispositifs de fixation disposent d'un temps de récupération suffisant pour évacuer la chaleur.
Dans la production de masse, les temps de cycle sont comprimés de manière agressive pour maximiser la production. Ce rythme implacable élimine la fenêtre de récupération thermique, ce qui signifie que les composants sont soumis à des températures qui augmentent continuellement au fur et à mesure que le travail se poursuit.
Accumulation de chaleur
Lorsque les temps de cycle diminuent, la chaleur latente sature l'ensemble de l'environnement d'usinage. Lors de l'usinage de l'acier inoxydable 304 ou 316, cette saturation thermique entraîne le durcissement instantané du matériau en amont de l'outil.
Ce qui a parfaitement fonctionné pour 10 pièces sera soudainement confronté à une surface durcie, provoquant une usure rapide de l'outil et un grippage sévère sur la pièce 50. De même, l'utilisation de titane grade 5 en continu pousse la zone de contact au-delà du seuil de température de soudage à froid du matériau.
Contact répété
Le grippage est un processus cumulatif et non un événement isolé. Une tache microscopique d'acier inoxydable 304 laissée sur une matrice de pliage pendant le premier cycle de pressage agit comme un point focal pour l'accumulation future de matériau.
Au 100e cycle, cette tache microscopique a accumulé plus de matière à chaque passage de la feuille. Il se transforme rapidement en une masse dure et déchiquetée qui creuse une profonde entaille dans chaque feuille suivante. enceinte en tôle.
Surveillance des processus
Vous ne pouvez pas vous fier uniquement aux contrôles visuels pour les gros volumes, car le grippage se produit en quelques millisecondes derrière les portes fermées des machines. La fabrication moderne s'appuie sur la surveillance automatisée de la charge de la broche pour détecter ces défaillances invisibles.
Régler une machine pour qu'elle se mette en pause si elle détecte un pic soudain dans le courant de la broche fonctionne bien pour saisir la milliseconde exacte à laquelle une BUE se forme. Cette intervention automatisée permet d'éviter que des pièces complexes et coûteuses ne soient détruites par une fraise à bouts rongés.
Comment identifier la galle tôt?
L'objectif du contrôle de la qualité est de détecter l'usure de l'adhésif dès le premier composant, avant qu'elle ne ruine tout un lot ou n'endommage l'équipement de fabrication.
Marquage de la surface
Les opérateurs doivent être formés à la recherche de "givrage" ou de rayures directionnelles légères et nuageuses sur les surfaces de glissement. Ces indices visuels subtils sont les précurseurs immédiats d'un grippage profond et destructeur.
La détection d'un écart mineur dans la rugosité de surface (Ra) au cours de l'inspection en cours de fabrication permet d'éviter des défaillances catastrophiques sur le terrain par la suite. L'équipe peut ainsi changer d'outil ou ajuster la lubrification avant que les pièces ne sortent complètement de la tolérance.
Traînée de fil
Les techniciens d'assemblage ne peuvent pas se contenter de contrôles visuels pour les filetages intérieurs. Les opérateurs du contrôle qualité doivent fréquemment utiliser des jauges de filetage "Go/No-Go" au cours de la production. Si la jauge "Go" nécessite une force du doigt supérieure à la normale pour entrer, cela signifie qu'un grippage microscopique a déjà commencé à déformer le diamètre du pas de vis.
Sur la chaîne de montage, la sensation manuelle est tout aussi essentielle. Si un technicien ressent une "traînée de filetage" - ce qui signifie que l'écrou nécessite une clé alors qu'il n'est qu'à mi-chemin de l'arbre - le calage a déjà commencé et le processus doit s'arrêter immédiatement.
Accumulation de matériaux
Les changements d'équipe doivent inclure une inspection physique des matrices d'emboutissage, des freins de pliage et des mâchoires de maintien au travail. Cependant, l'inspection visuelle de ces surfaces métalliques brillantes n'est souvent pas suffisante sous l'éclairage de l'usine.
Pour détecter les microsoudures dures et en relief, on utilise généralement une main nue ou un grattoir en laiton doux sur l'outillage. La détection et l'élimination précoce de ces bosses invisibles permettent d'éviter à l'équipe suivante d'utiliser des pièces défectueuses.
Limites de reprise
Les ingénieurs et les opérateurs doivent savoir quand réduire leurs pertes. Si une fixation en acier inoxydable est grippée, l'application d'un couple plus important aura pour effet de briser le boulon ou de dénuder les filets internes du carter principal.
Dans ces cas, l'arrêt immédiat des travaux et la mise au rebut d'un boulon $5 deviennent plus rentables en volume. Il est toujours moins coûteux de remplacer le matériel que de payer un machiniste pour percer et tarauder un filetage abîmé dans un bloc personnalisé de grande valeur.
Conclusion
Le grippage du métal n'est pas un petit problème de surface. Elle peut endommager les filetages, ruiner les surfaces de contact, réduire la durée de vie des outils et transformer un travail stable en retouches et en retards. Dans la plupart des cas, le problème ne provient pas d'une seule erreur. Il provient d'une mauvaise combinaison de matériaux, d'une lubrification insuffisante, d'un mauvais contrôle des surfaces ou d'un processus qui devient instable à mesure que la production s'accélère.
La meilleure façon de traiter le grippage est de le contrôler avant qu'il ne se produise. Cela signifie qu'il faut examiner les conditions de contact à un stade précoce, vérifier les choix de matériaux et de finition et s'assurer que le processus de production peut rester stable du prototype à la production par lots.
Si votre projet implique des fixations en acier inoxydable, des pièces métalliques coulissantes, l'usinage CNC ou le formage de tôles, il vaut la peine de vérifier le risque de grippage avant le début de la production. Envoyez-nous votre dessin ou votre échantillonet notre équipe d'ingénieurs peuvent examiner les points de contact, l'appariement des matériaux et les risques liés au processus avant qu'ils ne se transforment en rebuts, en dommages à l'outil ou en défaillance de l'assemblage.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
