Нагар металла - это не маленькая поверхностная проблема. Оно может застопорить крепеж из нержавеющей стали, повредить скользящую посадку или испортить режущую кромку в середине производства. В реальной работе это означает брак, переделку, поломку инструментов и потерю времени.
Проблема обычно начинается на контактной поверхности, но реальная стоимость проявляется позже. Деталь, которая выглядит хорошо при ранних испытаниях, может выйти из строя, когда скорость, нагрев и повторяемость увеличиваются в производстве. Вот почему к галтованию следует относиться как к проблеме управления, а не только как к проблеме материала.
В этой статье объясняется, что такое галтование, как оно начинается, где оно обычно появляется и что ухудшает его состояние. В ней также показано, как выбор конструкции, контроль процесса и ранние предупреждающие знаки могут помочь предотвратить повреждение до его распространения.
Что такое галтование металла?
Задир металла - это форма адгезионного износа. Он возникает, когда две металлические поверхности трутся под нагрузкой, прилипают друг к другу в небольших точках контакта и начинают отрывать материал. Как только это начинается, поверхность может очень быстро перейти от легкого износа к сильному повреждению.
Износ клея
В отличие от абразивного износа, когда более твердый материал царапает более мягкий, адгезионный износ происходит, когда две поверхности сцепляются под нагрузкой. Когда детали продолжают двигаться друг относительно друга, это временное соединение разрушается. В результате разрыва небольшие кусочки металла отрываются от поверхности, оставляя шероховатый поврежденный участок.
Передача материала
Когда происходит износ клея, порванный материал переходит с одного компонента на другой. На сайте Обработка на станках с ЧПУЭто часто проявляется в виде нарастающей кромки (BUE) на режущем инструменте. При механической сборке материал резьбы болта может налипать на внутреннюю поверхность гайки, изменяя профиль резьбы и увеличивая трение.
Захват поверхности
Если перенос материала продолжается, зазор между сопрягаемыми деталями в конце концов исчезает. Трение значительно увеличивается, что часто приводит к холодной сварке. На этом этапе детали полностью застывают. Захваченное резьбовое соединение, например, как правило, невозможно разобрать, не срезав или не сломав крепеж.
Как развивается галтование металла?
Как правило, галтование является результатом определенной последовательности физических событий. Оно в значительной степени зависит от состояния поверхности, приложенной нагрузки и свойств металлов.
Распад оксида
Многие металлы, такие как нержавеющие стали 304 и 316 или алюминиевые сплавы, имеют тонкий естественный оксидный слой для защиты поверхности. В нормальных условиях этот пассивный слой предотвращает прямой контакт металла с металлом. Однако высокое контактное давление в сочетании с трением скольжения может разрушить эту оксидную пленку, обнажив обнаженный, реактивный металл под ней.
Реальная площадь контакта
Даже прецизионно обработанные поверхности состоят из микроскопических пиков и впадин, называемых рельефом. Когда две детали сопрягаются, фактическая площадь контакта ограничивается этими микроскопическими пиками. Поскольку площадь контакта так мала, приложенная нагрузка концентрируется, вызывая чрезвычайно высокое локализованное давление на углубления.
Теплота трения
Трение, возникающее при скольжении этих микроскопических пиков друг о друга, приводит к локальному нагреву. Этот процесс быстро ускоряется при увеличении скорости, особенно если крепеж приводится в движение на высоких скоростях с помощью пневматических или электрических инструментов.
Металлы с плохой теплопроводностью, такие как титан Grade 5 или аустенитные нержавеющие стали, не могут быстро отводить это тепло. Локальное повышение температуры размягчает поверхностные пики, делая их более восприимчивыми к пластической деформации и склеиванию.
Местная сварка
Когда голые нагретые металлические поверхности прижимаются друг к другу под высоким локальным давлением, между ними могут образовываться атомные связи. При продолжении скольжения более слабый из двух материалов выходит из строя и разрывается. Это запускает цикл галтования, который, как правило, становится все более серьезным по мере продолжения работы.
Где галлинг проявляется в производстве?
Галтование происходит не везде. Оно нацелено на конкретные механические взаимодействия, где неизбежны высокое давление и постоянный контакт. Знание того, где искать в цеху, поможет вам предвидеть проблему до того, как она остановит производство.
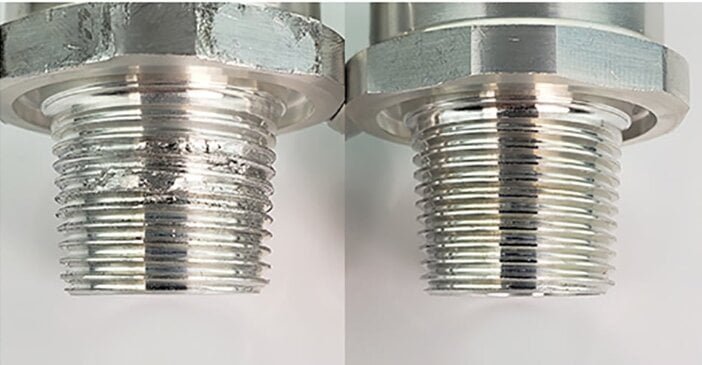
Резьбовые крепежные элементы
Резьбовые соединения, особенно изготовленные из нержавеющей стали или титана, очень уязвимы. При вводе болта в гайку боковые поверхности резьбы испытывают огромное давление скольжения. При сборке всухую или при движении на высоких скоростях резьба быстро сваривается холодной сваркой, навсегда фиксируя крепеж.
Раздвижные фитинги
Компоненты, предназначенные для линейного перемещения, такие как валы, скользящие во втулках, или штоки гидравлических цилиндров, работают с очень жесткими зазорами. Многократное скольжение со временем удаляет защитные поверхностные масла. Если основные металлы непосредственно соприкасаются под боковой нагрузкой, галтели забивают вал и немедленно нарушают целостность уплотнения.
Контакт для резки с ЧПУ
При фрезеровании или токарной обработке режущая кромка инструмента постоянно срезает материал заготовки. При обработке таких липких материалов, как алюминий 6061 или нержавеющая сталь 304, стружка часто приваривается непосредственно к твердосплавному инструменту. Эта нарастающая кромка (BUE) изменяет геометрию инструмента, что приводит к плохой обработке поверхности детали и быстрой поломке инструмента.
Штамповочные и формовочные контакты
В изготовление листового металлаДля прижима голого металла к стальному или твердосплавному штампу прикладывается большая сила. Без надлежащего барьера металлический лист будет оставлять микроскопические отложения на поверхности штампа. Как штамповка В дальнейшем этот налет материала будет забивать и царапать каждую последующую деталь. Вытаскивание прогрессивного штампа для полировки этих следов задиров может стоить от 4 до 8 часов потерянного времени прессования.
Что увеличивает риск желчи?
Определенные условия эксплуатации служат катализатором износа адгезива. Если вы постоянно сталкиваетесь с проблемой заедания, скорее всего, одна или несколько из этих переменных не поддаются контролю.
Похожие пары металлов
Металлы с одинаковой атомной структурой легко соединяются. Сопряжение болта из аустенитной нержавеющей стали (например, 304) с гайкой той же марки является наиболее распространенной причиной заедания узлов. Идентичные решетчатые структуры позволяют им быстро сплавляться под давлением.
Контактное давление
Высокие нагрузки заставляют микроскопические поверхностные пики врезаться друг в друга. При сборке чрезмерная затяжка болта создает чрезмерное давление. При обработке агрессивные скорости подачи без достаточного зазора между инструментами могут увеличить контактное давление до пределов, которые может выдержать материал.
Нарушение смазки
Смазочные материалы выступают в качестве физического барьера между металлическими поверхностями. Заедание начинается, когда смазка вытесняется из зоны контакта из-за отсутствия необходимого давления или испаряется под воздействием высоких рабочих температур.
Состояние поверхности
Шероховатость поверхности напрямую влияет на износ. Очень шероховатая поверхность имеет высокие зазубрины, которые агрессивно сталкиваются. Однако на слишком гладкой полированной поверхности отсутствуют микроскопические впадины, необходимые для удержания масла или смазки, что приводит к сухому контакту и немедленному сцеплению.

Как выбор дизайна снижает риск?
Самый надежный способ предотвратить образование галтели - решить эту проблему на этапе проектирования. Небольшие изменения в чертеже CAD или спецификации материалов (BOM) могут сэкономить часы доработки на сборочной линии.
Сопряжение материалов
Конструирование соединений из разнородных металлов позволяет предотвратить образование атомных связей, вызывающих холодную сварку. Хотя использование нержавеющих болтов 304 в паре со стандартными латунными гайками является обычным делом, в условиях высоких нагрузок требуются более специализированные варианты. Модернизация до алюминиевой бронзы или специального антизадирного сплава, например Nitronic 60, обычно используется для критически важных систем, где требуется частая разборка.
Разница в твердости
Создание разницы в твердости между сопрягаемыми деталями заставляет более мягкий материал предсказуемо выходить из строя без сварки с более твердой поверхностью. Стандартным инженерным правилом является создание разницы в твердости не менее 50 единиц по Бринеллю (HB) или эквивалентного значения по Роквеллу. Эта стратегия зависит от механических требований сборки, но она очень эффективна для скользящих валов и изнашиваемых пластин.
Отделка поверхности
Правильно подобранная шероховатость поверхности способствует удержанию смазки. Задание зеркального покрытия (Ra < 0,4 мкм) для скользящих деталей из нержавеющей стали часто является ошибкой конструкторов, поскольку оно создает идеальную среду, подобную вакууму, для атомного сцепления. Вместо этого инженеры должны задавать контролируемую шероховатость (например, Ra от 1,6 до 3,2 мкм), чтобы создать микроскопические карманы, удерживающие смазку под экстремальным давлением (EP).
Покрытия и обработка
При обработке поверхности между основными металлами образуется твердый антизадирный слой. Нанесение PVD-покрытия из нитрида титана (TiN) на штамп для штамповки может привести к увеличению первоначальной стоимости оснастки. Однако при увеличении объема производства это становится более рентабельным благодаря отсутствию простоев на полировку штампа. Для крепежные деталиИспользование черного оксида или смазки с сухой пленкой, например, дисульфида молибдена, обеспечивает превосходный постоянный барьер.

Как контроль процесса влияет на галтовку
Идеальная конструкция все равно потерпит неудачу, если цех будет работать плохо. Как только деталь попадает в активное производство, предотвращение заклинивания полностью зависит от того, как операторы, программисты и технические специалисты контролируют физическую среду.
Состояние кромки инструмента
Тупой режущий инструмент с ЧПУ трется о материал, а не срезает его, вызывая трение, которое немедленно приводит к локальному нагреву. Когда защитное PVD-покрытие на инструменте стирается, обнаженный карбид представляет собой идеальную поверхность для сварки голого металла.
Машинисты должны строго следить за износом инструмента при резке сплавов с высокой степенью риска. Замена твердосплавных пластин на 80% ожидаемом сроке службы обычно используется для таких материалов, как мягкий алюминий или титан, чтобы предотвратить внезапное нарастание кромки (BUE).
Стратегия смазывания
Охлаждающая жидкость служит не только для контроля температуры; она обеспечивает физический, гидравлический барьер. При обработке с ЧПУ охлаждающая жидкость под высоким давлением (например, 1 000 PSI), направленная точно в зону резания, хорошо подходит для удаления стружки с пути, прежде чем она сможет привариться к инструменту.
Для сплавов с высокой степенью риска недостаточно просто нанести охлаждающую жидкость; машинисты должны увеличить концентрацию охлаждающей жидкости - часто доводя уровень Brix до 10%-15%, чтобы добиться максимальной смазывающей способности. Для штамповки листового металла операторы должны использовать составы для волочения, содержащие присадки для экстремальных давлений (EP), такие как сера или хлор, которые химически активируются под воздействием тепла, чтобы предотвратить атомное сцепление.
Контроль крутящего момента
Для метизов из нержавеющей стали электроинструменты - враги. Высокие обороты пневматических или электрических ударных драйверов создают мгновенный нагрев от трения, гарантируя заклинивание соединения еще до полной посадки крепежа.
На сборочных линиях следует использовать калиброванные динамометрические ключи и ограничивать скорость установки до 100 об/мин. Хотя точное ограничение скорости зависит от шага и диаметра резьбы, медленное, непрерывное движение предотвращает резкое разрушение оксидного слоя.
Состояние штампа
Отполированный штамп или листогибочный инструмент сам по себе не останется безупречным. Производители должны соблюдать строгий график технического обслуживания, чтобы проверять и удалять микроскопические металлические наплывы до того, как они перерастут в ручную.
Вылавливание и полировка микросварки на ранней стадии позволяет поддерживать производство без ущерба для качества. Работа штампа до тех пор, пока он не начнет производить детали с заметными царапинами, может привести к необратимым задирам на дорогостоящей инструментальной стали, что потребует полной замены инструмента.
Почему галтование ухудшается при серийном производстве?
Прототип может пройти все проверки, а 500-я серийная деталь может катастрофически выйти из строя. При переходе от малосерийного прототипирования к массовому производству термодинамика становится одним из основных факторов риска.
Время цикла
Во время создания прототипа станок простаивает, пока оператор измеряет первое изделие, позволяя системе остыть естественным образом. Заготовка, режущий инструмент и приспособления имеют достаточно времени для восстановления, чтобы отвести тепло.
В массовом производстве время цикла сильно сокращается, чтобы добиться максимальной производительности. Такой неумолимый темп исключает окно термического восстановления, что означает, что компоненты подвергаются непрерывному повышению температуры в течение смены.
Скопление тепла
При сокращении времени цикла скрытое тепло насыщает всю среду обработки. При обработке нержавеющей стали 304 или 316 это тепловое насыщение приводит к мгновенному затвердеванию материала перед инструментом.
То, что прекрасно работало на 10 деталях, внезапно столкнется с закаленной поверхностью, что приведет к быстрому износу инструмента и сильному задиру на детали 50. Аналогичным образом, при непрерывной работе с титаном Grade 5 зона контакта выходит за пределы температурного порога холодной сварки материала.
Повторный контакт
Галлинг - это совокупный процесс, а не единичный случай. Микроскопическое пятнышко нержавеющей стали 304, оставшееся на гибочном штампе во время первого цикла прессования, служит точкой фокусировки для последующего накопления материала.
К сотому циклу это микроскопическое пятнышко накапливает все больше материала с каждого проходящего листа. Она быстро превращается в твердую, зазубренную глыбу, которая проделывает глубокую борозду в каждом последующем листе. корпус из листового металла.
Мониторинг процессов
При больших объемах производства нельзя полагаться только на визуальный контроль, поскольку за закрытыми дверями станка задиры происходят за миллисекунды. Современное производство полагается на автоматизированный контроль нагрузки на шпиндель для обнаружения этих невидимых неисправностей.
Настройка станка на паузу при обнаружении внезапного скачка тока шпинделя 5% хорошо помогает уловить точную миллисекунду образования BUE. Такое автоматизированное вмешательство позволяет спасти дорогостоящие сложные детали от разрушения прихваченной концевой фрезой.
Как определить раннюю желтуху?
Цель контроля качества - выявить износ клея на первом этапе, пока он не испортил всю партию или не повредил производственное оборудование.
Задиры на поверхности
Операторы должны быть обучены поиску "инея" или слабых, мутных направленных царапин на поверхностях скольжения. Эти тонкие визуальные признаки являются непосредственными предвестниками глубокого, разрушительного галтования.
Улавливание незначительного отклонения шероховатости поверхности (Ra) во время контроля в процессе производства предотвращает катастрофические отказы в дальнейшем. Это позволяет команде заменить инструмент или отрегулировать смазку до того, как детали полностью выйдут из допуска.
Перетягивание нити
Специалисты по сборке не могут полагаться только на визуальный контроль внутренней резьбы. Операторы отдела контроля качества должны часто использовать резьбовые калибры Go/No-Go во время работы. Если для входа в калибр "Go" требуется большее, чем стандартное усилие пальца, значит, микроскопический галтинг уже начал искажать диаметр питча.
На сборочной линии ручное чувство не менее важно. Если техник чувствует "перетяжку резьбы", то есть гайка требует гаечного ключа только на половине пути по валу, то процесс засаливания уже начался, и его нужно немедленно остановить.
Накапливание материала
При смене смены необходимо проводить физический осмотр штампов, гибочных тормозов и зажимных губок. Однако визуального осмотра этих ярких металлических поверхностей при заводском освещении часто бывает недостаточно.
Для обнаружения твердых, рельефных микросварных швов обычно используется скольжение голой рукой или мягким латунным скребком по оснастке. Обнаружение и устранение этих невидимых неровностей на ранней стадии избавляет следующую смену от использования плохих деталей.
Пределы переработки
Инженеры и операторы должны знать, когда нужно сократить потери. Если нержавеющий крепеж заедает, прикладывание большего крутящего момента приведет либо к срыву болта, либо к срыву внутренней резьбы основного корпуса.
В таких случаях немедленная остановка работ и отбраковка болта $5 становится более рентабельной при больших объемах производства. Всегда дешевле заменить оборудование, чем платить машинисту за сверление и нарезание испорченной резьбы в дорогостоящем блоке, изготовленном на заказ.
Заключение
Нагар металла - это не просто небольшая поверхностная проблема. Оно может повредить резьбу, испортить контактные поверхности, сократить срок службы инструмента и превратить стабильную работу в переделку и задержку. В большинстве случаев проблема возникает не из-за одной ошибки. Она возникает из-за неправильной пары материалов, слабой смазки, плохого контроля поверхности или процесса, который становится нестабильным при увеличении скорости производства.
Лучший способ борьбы с галтованием - контролировать его до начала повреждения. Это означает заблаговременный анализ состояния контакта, проверку выбора материала и отделки, а также обеспечение стабильности производственного процесса от прототипа до серийного производства.
Если ваш проект предусматривает использование крепежа из нержавеющей стали, скользящих металлических деталей, обработку с ЧПУ или формовку листового металла, стоит проверить риск образования желтизны до начала производства. Отправьте нам ваш чертеж или образецНаша команда инженеров может проанализировать места контакта, сопряжение материалов и технологические риски до того, как они превратятся в отходы, повреждения инструмента или сборочный сбой.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
