Many welding projects need strong, durable joints that can handle heavy loads. Bevel welds offer a solution when standard fillet welds aren’t enough. These specialized welds create deeper penetration and stronger connections between metal pieces.
Want to learn more about bevel welds? We’ll cover everything from basic concepts, welding symbols, and proper sizing techniques.
What Is a Bevel Weld?
Bevel welding is the process of preparing metal for welding, usually by cutting a bevel into the edge of the metal. A bevel weld joins two metal pieces where one or both edges are cut at an angle. This creates a groove that allows better access for the welding electrode and results in stronger joints.
Unlike simple fillet welds, bevel welds are used when the metal thickness exceeds 3/8 inch (9.5mm). The angled cut allows full penetration through thick materials.
A bevel allows deeper penetration of the weld, strengthening the joint. It is especially useful when working with thick materials that require a robust connection.
Types of Bevel Angles and Their Uses
Bevel angles typically range from 15° to 60°, with different angles serving different purposes:
- 15°-25°: Used for thin materials or when minimal filler metal is desired
- 30°-37.5°: Standard for many applications, balancing penetration with filler usage
- 45°: The most common angle, providing good access and penetration
- 50°-60°: Used when deep penetration is critical, or access is difficult
Steeper bevels allow better access but require more filler metal, increasing costs and weld shrinkage.
Bevel Weld vs. Other Weld Types
Bevel welds are one of several groove weld types, each with specific applications and advantages.
What is the difference between a bevel weld and a fillet weld?
A bevel weld joins two pieces of metal at an angle, creating a V-shaped groove. This type of weld is ideal for thick materials that need a strong joint.
A fillet weld joins two pieces of metal at a right angle. It forms a triangular cross-section and is commonly used for lighter materials or when a strong joint is less critical.
How Does a Bevel Weld Differ From a V-Groove Weld?
A bevel weld and a V-groove weld are similar but not the same. A bevel weld involves cutting an angle on only one piece of metal, creating a single V-shaped groove.
A V-groove weld, however, involves cutting angles on both pieces of metal, creating a double V-shaped groove. V-groove welds are often used for thicker materials where even deeper penetration is needed.
Common Bevel Weld Joint Types
Bevel weld joints come in several variations to meet different project needs. Each type has specific benefits for various materials and load requirements.
Single-Bevel Butt Joint
A single-bevel butt joint has one metal piece with a sloped edge, while the other piece stays flat. This creates a V-shaped gap for welding. It is useful when one metal piece is thicker or welded from only one side. This joint is strong and often used in construction and manufacturing.
Double-Bevel Butt Joint
A double-bevel butt joint has both metal pieces beveled, forming a double V-shaped groove. This design is for thicker materials that need a stronger weld. The double bevel allows deeper weld penetration, making the joint more solid. It is common in heavy machinery, shipbuilding, and structural projects.
Bevel-Groove Weld
A bevel-groove weld is like a single-bevel butt joint but has a slight curve on the beveled edge. This curved shape improves weld strength while reducing the amount of filler metal needed. It provides deep penetration and is used in high-stress areas like pipelines and pressure vessels.
Benefits of Using Bevel Welds
Bevel welds offer clear advantages in many welding applications. They solve problems that more straightforward weld types cannot address.
Enhanced Strength and Load Distribution
Bevel welds enhance strength by creating a larger surface area for the weld. This allows the weld to penetrate deeper into the joint, making it stronger. The angled edges help distribute the load more evenly across the joint.
Improved Weld Penetration for Thick Materials
Bevel welds are particularly effective for thick materials. The angled edges create a deeper groove, allowing the weld to penetrate further into the joint, ensuring a stronger bond between the metal pieces.
Bevel Weld Symbols & Callouts
Welding symbols provide the language for communicating weld requirements. Learning to read these symbols helps prevent mistakes and ensures proper execution.
Decoding Bevel Weld Symbols
Bevel weld symbols follow a standardized system that conveys exact requirements to welders and fabricators.
Understanding the Welding Symbol Chart
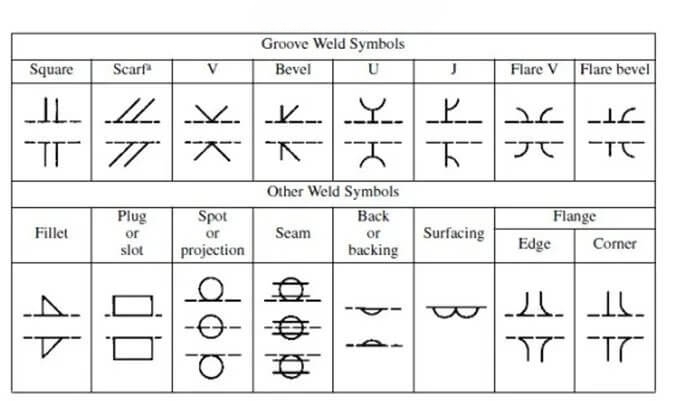
The welding symbol chart creates a universal language for welds. For bevel welds, key elements include:
- Reference line: The horizontal line that forms the base of all welding symbols
- Arrow: Points to the joint location on the drawing
- Wild symbol: The specific shape indicating the type of weld (triangle for bevel welds)
- Dimensions: Numbers indicating size, angle, and other specifications
- Supplementary symbols: Additional markings for special requirements
The American Welding Society (AWS) standardizes these symbols so fabricators worldwide can interpret the same information consistently.
Elements of a Bevel Weld Symbol
A complete bevel weld symbol includes:
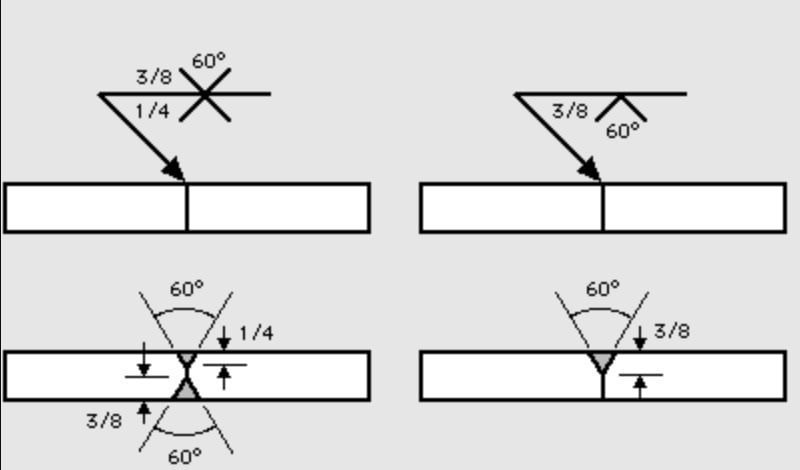
- Triangle symbol: Positioned above or below the reference line
- Position of the triangle: Above the line means bevel the arrow side; below means bevel the other side
- Size: The length of the leg of the triangle (usually left of the symbol)
- Bevel angle: Typically shown in degrees (often 30°, 45°, etc.)
- Root opening: The gap between pieces at the root of the joint
- Finish symbol: Indicates any required post-weld processing
- Weld-all-around symbol: A circle at the junction of the reference line and arrow
All these elements combine to provide complete instructions for the welder.
How to Interpret Bevel Weld Callouts?
Correctly reading bevel weld callouts ensures welds meet design specifications.
Placement of Symbols on Engineering Drawings
Welding symbols appear on engineering drawings with specific placement rules:
- Symbols typically sit near the joint they represent
- The arrow points precisely to the joint location
- Multiple symbols may appear along a single reference line for complex joints
- Symbols read from left to right, like text
- When multiple welds are needed, symbols appear in the sequence of operations
The placement gives context to the symbol, showing where the weld belongs on the actual part.
Reading Bevel Angle, Root Gap, and Depth
Critical dimensions in bevel weld callouts include:
Bevel angle: Appears as a degree measurement (e.g., 30°, 45°)
- Shown in the weld symbol or a tail note
- Indicates the angle of the prepared edge
Root gap: Appears as a dimension at the root of the weld symbol
- Typically shown in fractions of an inch (e.g., 1/8″, 3/16″)
- Specifies the space between the pieces at the root of the joint
Depth: Appears as a dimension in parentheses after the weld size
- Indicates how deep the weld must penetrate
- It may be shown as “CP” for complete penetration
Effective throat: The distance from the root to the face of the weld
- Critical for strength calculations
- Usually specified directly or derived from other dimensions
Understanding these dimensions ensures the weld meets strength requirements and fits appropriately with mating parts.
Key Factors in Bevel Weld Sizing
Proper bevel weld sizing directly affects joint strength and performance. Getting these measurements right prevents failures and ensures welds meet requirements.
Bevel Angle and Its Impact on Weld Strength
The bevel angle is a critical factor in determining the strength of a weld. A larger bevel angle creates a broader groove, allowing deeper weld penetration and a stronger joint. However, a larger angle also requires more filler material and can increase the time and cost of welding.
A smaller bevel angle (around 30 degrees) is often sufficient for thinner materials. A larger angle (up to 60 degrees) may be needed for thicker materials to ensure proper penetration and strength.
Root Face, Root Gap, and Penetration Depth
- Root Face: The root face is the flat portion at the bottom of the bevel. It provides a base for the weld and helps control the penetration depth. A thicker root face can reduce the risk of burn-through, while a thinner root face allows for deeper penetration.
- Root Gap: The root gap is the space between the two pieces of metal at the root of the weld. A more significant root gap allows for better penetration but requires more filler material.
- Penetration Depth: Penetration depth refers to how far the weld extends into the joint. Proper penetration is essential for a strong weld. The bevel angle, root face, and root gap influence penetration depth.
How to Prepare a Bevel Weld?
Proper bevel preparation lays the groundwork for strong, defect-free welds. The correct techniques ensure consistent angles and clean edges that promote good fusion.
Proper Edge Preparation Methods
Proper edge preparation is essential for a strong bevel weld. Start by cleaning the metal edges to remove dirt, rust, or oil. Next, mark the area where the bevel will be cut. Use a protractor or angle guide to ensure the correct angle.
After marking, secure the metal in place to prevent movement during cutting. Double-check the measurements and angles before proceeding.
Bevel Cutting Techniques
There are several methods to cut a bevel, each with its advantages:
- Machining: This method uses a milling machine or lathe to cut the bevel. It provides a precise and smooth edge, ideal for high-quality welds.
- Grinding: A grinder with a cutting wheel can create a bevel. This method is more manual and works well for smaller projects or when precision is less critical.
- Plasma Cutting: Plasma cutting uses a high-velocity jet of ionized gas to cut the metal. It is fast and effective for thicker materials.

When to Perform a Bevel Weld?
Bevel welds are best for jobs that need strong and lasting joints. Here are everyday situations where they work best:
- Thick Materials: Thick metal needs deeper weld penetration. A bevel weld creates a stronger joint by allowing the weld to reach deeper.
- High-Stress Applications: A bevel weld provides the extra strength needed if the joint will handle heavy loads or constant pressure.
- Structural Projects: Bevel welds are typical in construction. They help secure beams, columns, and other load-bearing parts.
- Pressure Vessels and Pipelines: These require strong, leak-proof joints. A bevel weld ensures a secure seal and prevents failures.
- Heavy Machinery: Machines with moving parts and constant vibration need inflexible joints. Bevel welds hold up under stress.
- Complete Penetration Requirements: A bevel weld is the best option when a project demands complete weld penetration for maximum strength.
Conclusion
Bevel welds are an important welding method. They create strong and long-lasting joints, especially for thick materials and high-stress uses. By cutting an angled edge on the metal, bevel welds let the weld go deeper. This makes the joint stronger and helps spread the load evenly.
Do you need help with your welding project? Contact us today to get expert advice or a quote. We can help you create strong, reliable welds for your needs.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


