Lorsque l'on soude des plaques de métal d'une épaisseur supérieure à 6 mm (1/4 de pouce), les joints carrés standard ne parviennent généralement pas à pénétrer complètement. Pour résoudre ce problème, les bords du métal de base sont usinés ou coupés en biais avant le soudage. Cette préparation est un biseau.
Une mauvaise conception du biseau affecte directement le résultat d'un assemblage soudé. Si les dimensions sont incorrectes, le processus de fabrication s'en trouve affecté de plusieurs manières :
- Résistance structurelle : Des angles inadéquats empêchent la soudure d'atteindre le cœur du matériau.
- Distorsion : Les rainures surdimensionnées nécessitent une chaleur excessive, ce qui entraîne une déformation de la pièce.
- Coût de fabrication : Un biseautage inutile fait perdre du temps d'usinage et du fil d'apport.
- Échec de l'inspection : Une mauvaise géométrie des joints entraîne souvent des défauts qui échouent aux tests ultrasoniques (UT) ou radiographiques (RT) selon les normes AWS ou ASME.
Ce guide explique comment spécifier les dimensions du biseau et équilibrer les performances du joint avec les coûts de production réels dans l'atelier.
Pourquoi certains joints soudés ont besoin d'un chanfrein?
Le biseautage est une étape de fabrication supplémentaire, ce qui signifie qu'il augmente les coûts. Il n'est spécifié que lorsque les limites physiques du processus de soudage l'exigent.
Dépasser les limites de pénétration des arcs standard
Un arc de soudage standard ne peut pénétrer que de quelques millimètres dans un métal solide. Sans biseau, la soudure reste simplement en surface, laissant le centre du joint non fusionné et faible. Un biseau enlève le matériau de base pour créer un canal, permettant à l'électrode d'atteindre le fond du joint et garantissant la fusion complète du métal soudé.
Navigation dans les seuils d'épaisseur des matériaux
Pour les tôles de moins de 6 mm, un biseau est rarement nécessaire car l'arc peut pénétrer dans toute la section transversale. Lorsque l'épaisseur du matériau dépasse ce seuil, la création d'une rainure devient essentielle. Pour les pièces structurelles lourdes, les appareils à pression ou les plaques de métal épaisses, le biseautage est l'exigence standard pour maintenir l'intégrité structurelle sous charge.
Assurer l'accès physique aux outils de soudage
Dans les espaces confinés ou les assemblages complexes, le soudeur ou la tête de soudage automatisée a besoin d'un espace physique pour positionner l'électrode à l'angle correct. Un bord biseauté offre cet accès nécessaire, permettant un meilleur contrôle du bain de soudure et réduisant la probabilité de porosité ou d'inclusions de laitier.
Répondre aux exigences de la pénétration complète de l'articulation (CJP)
De nombreux dessins techniques exigent explicitement une pénétration complète du joint (CJP). Cela signifie que le métal soudé s'étend complètement à travers l'épaisseur des composants de base. Les applications impliquant de lourdes charges dynamiques ou des règles de sécurité strictes exigent généralement une pénétration complète du joint. Le chanfreinage est la principale méthode mécanique utilisée pour préparer un joint à une soudure CJP.
Comment la géométrie du biseau affecte la performance et le coût des soudures?
Les dimensions d'un biseau déterminent le comportement du joint pendant le soudage et dans son application finale. De petites modifications de la géométrie ont un impact significatif sur la qualité et les résultats.
Angle de la rainure : Équilibrer l'accès à la fusion et le volume de la soudure
L'angle de la rainure est l'angle total inclus entre les deux bords préparés. Pour une rainure en V standard dans un acier de construction, un angle de Angle inclus de 60° à 75 est la configuration du benchmark référencée dans AWS D1.1.
Si l'angle est trop serré (par exemple, inférieur à 45°), la torche de soudage ne peut pas maintenir une bonne adhérence, ce qui risque d'entraîner une fusion incomplète des parois latérales. Cependant, l'élargissement de l'angle au-delà des exigences standard augmente géométriquement la surface de la section transversale. Cela oblige l'atelier à utiliser plusieurs passes d'apport, ce qui augmente de manière exponentielle les heures de travail et les coûts des consommables.
Root Face : Prévenir les brûlures
Également appelée "terre", la face d'attaque est la partie plate et non biseautée située au bas de l'arête. Elle est généralement usinée à une dimension de 1,5 mm à 3 mm. La face de la racine agit comme un puits de chaleur pour éviter que la première passe de soudure ne brûle le fond du joint, tout en étant suffisamment mince pour permettre une fusion complète. Incohérent Usinage CNC ou le meulage manuel de la face de la racine est l'une des principales causes des défauts de soudure.
Ouverture de la racine : Faciliter le flux de fond
L'ouverture radiculaire, ou espace radiculaire, est l'espace laissé entre les deux plaques métalliques lors de l'ajustage. Un espace typique est d'environ 2mm à 3mm. Cette ouverture permet au métal d'apport de s'écouler jusqu'au fond du joint. Si l'ouverture est trop large, elle nécessite un apport excessif de métal d'apport et augmente le risque de brûlure. S'il est trop étroit, la racine risque de ne pas fusionner.
L'apport de chaleur : Gestion de la zone affectée par la chaleur (ZAT)
La géométrie du biseau détermine directement le volume de métal à souder nécessaire, ce qui détermine le nombre de passes de soudage. Un plus grand nombre de passes signifie un apport de chaleur plus important dans le métal de base. Un apport de chaleur excessif élargit la zone affectée thermiquement (ZAT) et augmente le risque de déformation de la pièce. Le contrôle du volume du biseau est une méthode essentielle pour gérer l'apport de chaleur et préserver les propriétés mécaniques du métal de base.
Réglages du biseau en fonction du matériau
Le matériau de base spécifique influe sur la manière dont le biseau doit être préparé :
- Acier Carbone: Il tolère généralement des angles de biseau standard (par exemple, 30° à 37,5° par côté) et est relativement tolérant en ce qui concerne l'apport de chaleur et les déformations.
- Acier inoxydable : Le coefficient de dilatation thermique est plus élevé que celui de l'acier au carbone et il est plus susceptible de se déformer. La pratique courante consiste à contrôler le volume de la rainure pour limiter strictement l'apport de chaleur.
- Aluminium : L'aluminium dissipe la chaleur environ trois fois plus vite que l'acier au carbone et est très sensible à la porosité de l'hydrogène. Par conséquent, il nécessite des angles de rainure plus larges (souvent 65° à 70° inclus) et une face de la racine plus serrée afin de garantir que le soudeur puisse nettoyer agressivement la passe de la racine et maintenir un bain de soudure stable, malgré le drainage thermique rapide.
Comment choisir le bon modèle de joint?
Le choix de la forme de biseau appropriée est dicté par l'épaisseur du matériau, l'accessibilité du joint et l'équipement disponible dans l'atelier.
Biseau unique : Accès restreint
Un biseau simple ne prépare qu'une seule des deux arêtes correspondantes. Ce profil est standard pour les joints en T, les joints d'angle ou les situations où l'un des composants est déjà fixé et ne peut pas être usiné.
Bien que rentable parce qu'il nécessite la moitié de la préparation des bords d'une rainure en V, un biseau simple crée un profil de soudure asymétrique. Cette géométrie irrégulière concentre les contraintes de retrait d'un côté du joint, ce qui augmente considérablement le risque de distorsion angulaire pendant le refroidissement.
Rainure en V : La norme pour une pénétration complète sur les plaques planes
La rainure en V simple consiste à biseauter les deux bords symétriques. C'est le type de joint par défaut pour les plaques soudées bout à bout d'une épaisseur comprise entre 6 et 19 mm (1/4″ à 3/4″).
Les rainures en V sont relativement peu coûteuses à préparer car elles peuvent être coupées rapidement à l'aide de procédés thermiques standard tels que les torches à chenilles ou les découpeurs au plasma. Elles offrent un excellent accès à l'électrode de soudage, ce qui facilite la pénétration complète de la racine.
Double rainure en V : Équilibre entre distorsion et coûts de manutention
Lorsque l'épaisseur de la tôle dépasse 19 mm, une simple rainure en V nécessite un volume de soudure ingérable. Une double rainure en V (ou en X) réduit le volume de métal d'apport requis d'environ 50% par rapport à une simple rainure en V sur la même plaque. Plus important encore, l'alternance des passes de soudure des deux côtés permet d'équilibrer le retrait thermique et de maintenir l'assemblage plat.
Toutefois, cette conception nécessite un accès des deux côtés. Pour les assemblages lourds, cela signifie qu'il faut arrêter la production pour retourner la pièce à l'aide de ponts roulants. Les ingénieurs doivent mettre en balance les économies réalisées sur le métal d'apport avec le temps de manutention supplémentaire des ponts roulants et les coûts de refixage.
Rainure en J et rainure en U : Réduire le volume de soudure sur des épaisseurs extrêmes
Pour les pièces très épaisses (généralement plus de 20 mm), les rainures angulaires standard nécessitent une quantité excessive de fil d'apport. Les rainures en J (d'un côté) et les rainures en U (des deux côtés) résolvent ce problème en utilisant un profil incurvé avec une paroi latérale abrupte (souvent 20° ou moins) et une racine arrondie.
Cette géométrie réduit considérablement la section transversale de la soudure. Malgré l'étroitesse de l'ouverture, la racine arrondie offre suffisamment d'espace physique à l'électrode pour assurer une fusion complète.
Critères de sélection : Faire correspondre la conception aux capacités de l'atelier
Les ingénieurs doivent adapter la conception du joint aux capacités d'usinage de l'installation. Les rainures en V et les biseaux simples sont faciles à fabriquer avec des meuleuses ou des découpeuses thermiques standard.
Les rainures en J et les rainures en U ne peuvent pas être oxycoupées ; elles nécessitent un outillage mécanique spécifique, tel que des fraiseuses CNC, des raboteuses ou des équipements spécialisés pour le chanfreinage des tuyaux. La spécification d'une rainure en U pour un atelier qui ne dispose que de découpeuses au plasma entraînera immédiatement des goulets d'étranglement au niveau de la fabrication.
L'impact de la conception du biseau sur les coûts de fabrication?
Les joints soudés sont un facteur de coût important dans la fabrication lourde. La géométrie du biseau détermine directement le temps d'usinage, la quantité de matériaux consommables utilisés et les heures de travail nécessaires pour achever l'assemblage.
Préparation des arêtes : Prise en compte des méthodes d'usinage
La première variable de coût est la création physique du biseau. Les angles simples (biseaux et rainures en V) sont peu coûteux à produire par découpe thermique automatisée, tandis que les profils complexes avec des rayons (rainures en J et en U) nécessitent un usinage mécanique.
Si un dessin technique spécifie une tolérance stricte sur une face de racine ou un profil de rainure en J, les pièces doivent souvent être fraisées à travers le Fraisage CNC avant qu'ils n'atteignent le poste de soudage. Cela ajoute une opération d'usinage entièrement distincte au devis.
Consommation de métal d'apport : La loi du carré des rainures en V
Le fil d'apport est vendu au poids et les alliages de haute qualité (comme l'inox 316L ou l'Inconel) ont un prix élevé. Dans une rainure en V standard, la surface de la section transversale - et le volume de métal d'apport nécessaire - augmente avec la longueur de la rainure. carré de l'épaisseur de la plaque.
Cela signifie qu'en doublant l'épaisseur du matériau, on quadruple le métal d'apport nécessaire si l'angle reste le même. Minimiser l'angle de la rainure sans compromettre l'accès à la racine est le moyen le plus efficace de contrôler les coûts des consommables sur les plaques épaisses.
Temps de soudage : limité par les taux de dépôt
Le volume de soudure détermine le temps d'amorçage de l'arc, car chaque procédé de soudage a une vitesse de dépôt maximale fixe (mesurée en kg/h). Un biseau plus grand oblige l'atelier à effectuer des soudures en plusieurs passes.
Le coût d'un joint multipasse comprend non seulement le métal déposé, mais aussi le nettoyage interpasse nécessaire (écaillage du laitier, brossage métallique) et l'attente que le métal de base redescende à la température interpasse spécifiée. Une soudure en une passe prend quelques minutes ; une soudure en six passes sur le même joint peut facilement prendre plus d'une heure, uniquement en raison de la gestion thermique et du nettoyage.
L'économie de la gorge en J : Le seuil de rentabilité de l'usinage avancé
Il existe un seuil de rentabilité clair entre les coûts d'usinage et les coûts de soudage. Pour une plaque de 10 mm, l'usinage d'une rainure en J est une perte d'argent ; une simple rainure en V est plus rapide et ne nécessite que très peu d'enduit.
Cependant, à partir d'une épaisseur de 25 mm (1 pouce), l'économie s'inverse. Le coût initial élevé du fraisage CNC d'une rainure en J est facilement amorti par la réduction massive des achats de fil d'apport et par les heures de travail économisées dans la cabine de soudage. Pour la production en grande série d'appareils à pression à parois épaisses ou d'infrastructures lourdes, les rainures en J deviennent très rentables.
Erreurs de conception courantes qui augmentent les coûts et les risques
Même avec une solide compréhension de la mécanique des joints, certaines habitudes de dessin font systématiquement grimper les coûts de fabrication et augmentent la probabilité de retouches.
Angles de rainure surdimensionnés
Spécifier un angle de 60 degrés alors qu'un angle de 45 degrés convient parfaitement à l'application est une erreur de dessin courante. Les concepteurs partent souvent du principe que des angles plus larges garantissent un meilleur accès aux racines et un joint plus solide.
En réalité, une rainure surdimensionnée augmente considérablement le volume de la soudure. Cela introduit une chaleur inutile dans la pièce, ce qui entraîne de graves déformations et des coûts de consommables plus élevés sans ajouter de valeur structurelle.
Pénétration complète inutile
Il est coûteux de réclamer une pénétration complète du joint (CJP) sur chaque plaque épaisse. L'obtention d'une pénétration complète du joint sur un joint double face nécessite généralement un gougeage arrière.
Il s'agit d'utiliser un arc au carbone pour faire fondre et souffler la racine de la première soudure avant de souder le côté opposé. Ce procédé est bruyant, salissant et extrêmement exigeant en termes de main-d'œuvre.
Si le joint n'est pas soumis à des charges cycliques importantes ou à des tensions extrêmes, la pénétration partielle du joint (PJP) est généralement suffisante. La PJP évite l'étape du gougeage arrière, nécessite moins de préparation des bords et réduit considérablement la durée totale de l'arc électrique.
Volume de soudure excessif
Les ingénieurs spécifient parfois des profils de soudure surdimensionnés, partant du principe qu'une plus grande quantité de métal équivaut automatiquement à un joint plus solide. Cependant, la solidité d'un joint soudé dépend généralement du métal de base qu'il joint.
Le sursoudage ne fait que gaspiller du fil d'apport et sort l'assemblage de la tolérance dimensionnelle en raison d'une contrainte de rétrécissement extrême. Un contrôle strict de la géométrie du biseau limite le volume de la soudure, ce qui permet de prévoir les coûts et les déformations.
Mauvaise préparation de la surface
Un biseau CNC parfaitement usiné ne sert à rien si la surface est contaminée. La présence de calamine, de rouille, de fluides de coupe ou de couches d'oxyde de laser sur l'arête du biseau provoque directement des porosités et des inclusions de scories.
Le meulage d'une soudure ratée prend au moins trois fois plus de temps que la pose de la passe d'origine.
Les opérateurs doivent meuler mécaniquement les bords biseautés pour obtenir un métal brillant avant de déclencher l'arc électrique. Si ce temps de nettoyage nécessaire n'est pas pris en compte dans le calendrier de production, les livraisons sont retardées et les contrôles aux rayons X échouent.
Exigences en matière d'inspection et de dessin
Pour qu'une pièce puisse être fabriquée efficacement et passer l'assurance qualité (AQ), l'intention de l'ingénieur doit être traduite clairement dans l'atelier.
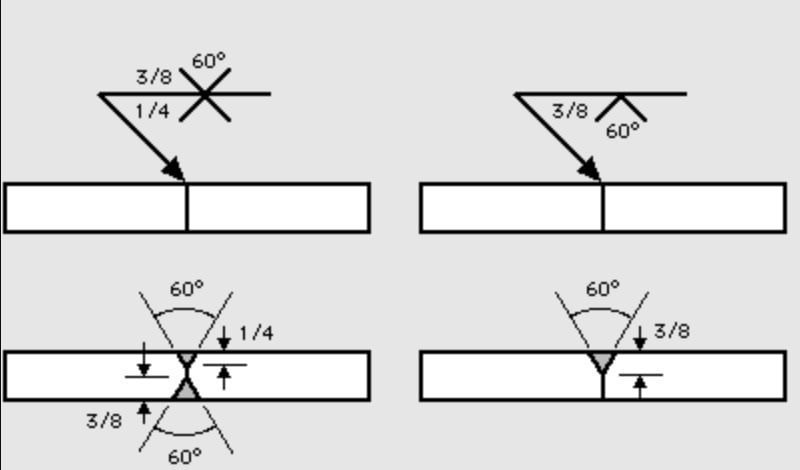
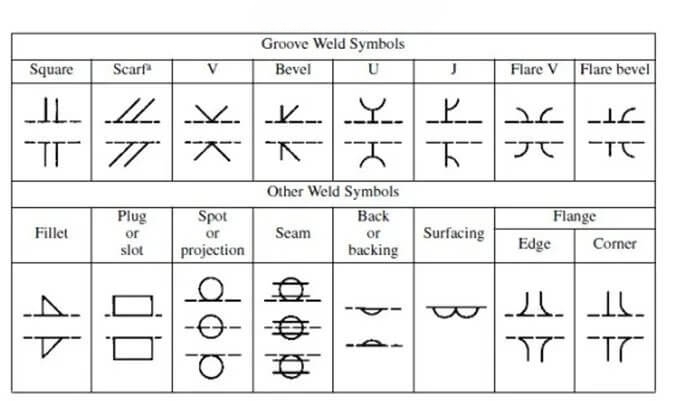
Symboles de soudure
L'absence d'une ouverture de racine ou d'un angle de rainure sur un dessin oblige l'équipe de fabrication à deviner. Des symboles de soudure ambigus entraînent une préparation incohérente des bords dans les différents lots de production.
Les dessins doivent indiquer explicitement l'angle de la rainure, la face du pied et l'ouverture du pied à l'aide des symboles standard AWS ou ISO. Des repères clairs permettent d'éviter les ruptures de communication entre le bureau d'études et le poste de soudage.
Exigences en matière de pénétration
Si un joint nécessite une fusion complète, le dessin doit clairement indiquer CJP. Laisser la profondeur de pénétration à la discrétion du soudeur constitue un risque majeur pour la qualité des composants structurels.
Pour les joints PJP, spécifiez la profondeur de pénétration exacte requise. Cela permet à l'atelier de fabrication de sélectionner la profondeur de biseau et le procédé de soudage les plus rentables pour répondre à la demande.
Inspection visuelle
Le contrôle de la qualité commence avant l'amorçage de l'arc. L'inspection visuelle (VT) de l'ajustement est essentielle pour s'assurer que l'espace entre les racines et la face des racines respectent les tolérances spécifiées.
Si l'ajustement n'est pas cohérent, le soudeur aura du mal à contrôler le passage de la racine, ce qui risque de provoquer des brûlures ou un manque de fusion. L'inspection de la préparation du biseau permet de détecter les erreurs d'usinage avant qu'elles ne se transforment en défauts de soudage coûteux.
Essais par ultrasons et radiographie
Les joints soumis à des essais par ultrasons (UT) ou à des essais radiographiques (RT) selon les codes AWS ou ASME nécessitent une préparation impeccable des bords.
Des variations dans l'angle de biseau ou une face radiculaire incohérente entraînent une fusion incomplète. Sur un film radiographique, cela se traduit immédiatement par une ligne droite et sombre, ce qui entraîne l'échec de l'inspection.
En outre, des parois latérales trop abruptes dans le biseau peuvent provoquer de fausses réflexions lors des essais non destructifs, ce qui complique le travail de l'inspecteur. La conception du biseau doit s'adapter physiquement aux méthodes de contrôle non destructif spécifiques requises pour l'acceptation finale de l'assurance qualité.
Conclusion
La conception du biseau a une incidence directe sur le coût, la résistance et la fabricabilité des assemblages soudés lourds. La spécification de la bonne géométrie de joint permet de réduire la consommation de métal d'apport, de minimiser les distorsions et d'éviter le gougeage arrière et les retouches coûteuses.
Si vous avez besoin d'optimiser votre fabrication de tôles ou de plaques lourdes, envoyez vos dessins à Shengen. Notre équipe d'ingénieurs propose des examens pratiques de la conception pour la fabrication (DFM) afin d'équilibrer la résistance des joints et l'efficacité de la production de masse.
FAQ
A partir de quelle épaisseur une soudure en biseau est-elle strictement nécessaire ?
Un chanfrein est généralement nécessaire pour souder des plaques d'acier d'une épaisseur supérieure à 6 mm (1/4 de pouce). En dessous de cette épaisseur, les procédés de soudage standard permettent d'obtenir une pénétration complète sur un joint d'équerre.
Puis-je utiliser un laser ou une découpeuse plasma pour réaliser une rainure en J ?
Non. Les rainures en J et les rainures en U nécessitent un profil incurvé spécifique qui ne peut pas être créé par découpe thermique. Elles doivent être usinées à l'aide de fraiseuses à commande numérique, de raboteuses ou d'outils de chanfreinage mécaniques spécialisés.
Quelle est la différence entre un biseau et un chanfrein ?
Bien qu'ils se ressemblent, leurs objectifs techniques diffèrent. Un biseau est usiné spécifiquement pour permettre l'accès à l'électrode de soudage et assurer la pénétration du joint. Un chanfrein est généralement utilisé pour casser les arêtes vives à des fins de sécurité, d'esthétique ou de dégagement mécanique.
Un angle de biseau plus large permet-il d'éviter les brûlures ?
Non. Un angle plus large augmente en fait le risque de brûlure si la face de la racine (le terrain plat au fond) est trop mince. Le contrôle de la dimension de la face de la racine et de l'espace entre les racines est la bonne façon de gérer les éruptions de la passe de fond.
Le biseautage de l'acier au carbone Q235 diffère-t-il de celui de l'acier inoxydable 304/316 ?
Oui. L'acier au carbone Q235 est tolérant et facile à usiner. Les aciers inoxydables tels que 304 et 316 ont tendance à se durcir lors du biseautage mécanique et à se déformer fortement lors du soudage. Pour les aciers inoxydables, il est essentiel que le volume du biseau soit aussi petit que le permet la structure afin de limiter l'apport de chaleur et d'éviter les déformations.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
