Cuando se sueldan chapas metálicas de más de 6 mm (1/4 de pulgada) de grosor, las juntas a tope cuadradas estándar no suelen lograr una penetración completa. Para solucionarlo, los bordes del metal base se mecanizan o cortan en ángulo antes de soldar. Esta preparación es un bisel.
Un mal diseño del bisel afecta directamente al resultado de un ensamblaje soldado. Si las dimensiones son incorrectas, repercute en el proceso de fabricación de varias maneras:
- Resistencia estructural: Los ángulos inadecuados impiden que la soldadura alcance el núcleo del material.
- Distorsión: Las ranuras sobredimensionadas requieren un calor excesivo, lo que provoca el alabeo de la pieza.
- Coste de fabricación: El biselado innecesario desperdicia tiempo de mecanizado y alambre de relleno.
- Fallo de inspección: Una geometría de junta inadecuada suele provocar defectos que no superan las pruebas ultrasónicas (UT) o radiográficas (RT) según las normas AWS o ASME.
Esta guía describe cómo especificar las dimensiones del bisel y equilibrar el rendimiento de la junta con los costes reales de producción en el taller.
Por qué algunas uniones soldadas necesitan un bisel?
El biselado es un paso de fabricación añadido, lo que significa que añade coste. Solo se especifica cuando las limitaciones físicas del proceso de soldadura lo requieren.
Superar los límites de penetración de los arcos estándar
Un arco de soldadura estándar sólo puede penetrar unos milímetros en el metal sólido. Sin un bisel, la soldadura simplemente se asienta en la superficie, dejando el centro de la unión sin fusionar y débil. Un bisel elimina el material base para crear un canal, permitiendo que el electrodo llegue al fondo de la unión y garantizando que el metal de soldadura se funda por completo.
Navegación por los umbrales de espesor del material
Para chapas de menos de 6 mm, rara vez es necesario un bisel porque el arco puede penetrar toda la sección transversal. A medida que el espesor del material aumenta por encima de este umbral, la creación de una ranura se convierte en algo esencial. Para piezas estructurales pesadas, recipientes a presión o chapas gruesas, el biselado es el requisito estándar para mantener la integridad estructural bajo carga.
Garantizar el acceso físico a las herramientas de soldadura
En espacios reducidos o ensamblajes complejos, el soldador o el cabezal de soldadura automatizado necesitan espacio físico para colocar el electrodo en el ángulo correcto. Un borde biselado proporciona este acceso necesario, permitiendo un mejor control del baño de soldadura y reduciendo la probabilidad de porosidad o inclusiones de escoria.
Cumplimiento de los requisitos de Penetración Conjunta Completa (PCC)
Muchos planos de ingeniería exigen explícitamente la Penetración Completa de la Unión (PIC). CJP significa que el metal de soldadura se extiende completamente a través del espesor de los componentes base. Las aplicaciones que implican cargas dinámicas pesadas o normas de seguridad estrictas suelen requerir CJP. El biselado es el principal método mecánico utilizado para preparar una junta para una soldadura CJP.
Cómo afecta la geometría del bisel al rendimiento y coste de la soldadura?
Las dimensiones de un bisel dictan cómo se comportará la unión durante la soldadura y en su aplicación final. Los pequeños cambios en la geometría afectan significativamente tanto a la calidad como al resultado final.
Ángulo de la ranura: Equilibrio entre el acceso a la fusión y el volumen de soldadura
El ángulo de la ranura es el ángulo total incluido entre los dos bordes preparados. Para una ranura en V estándar en acero estructural, a Ángulo incluido de 60° a 75 es la configuración de referencia a la que se hace referencia en AWS D1.1.
Si el ángulo es demasiado cerrado (por ejemplo, inferior a 45°), la antorcha de soldadura no puede mantener el stick-out adecuado, con lo que se corre el riesgo de una fusión incompleta de las paredes laterales. Sin embargo, ampliar el ángulo más allá de los requisitos estándar aumenta geométricamente el área de la sección transversal. Esto obliga al taller a utilizar varias pasadas de relleno, lo que aumenta exponencialmente las horas de trabajo y los costes de consumibles.
Cara de raíz: Prevención de quemaduras
También conocida como "tierra", la cara raíz es la parte plana, sin biselar, de la parte inferior del filo. Suele mecanizarse con una dimensión de De 1,5 mm a 3 mm. La cara de la raíz actúa como un disipador de calor para evitar que la pasada de soldadura inicial queme la parte inferior de la unión, al tiempo que es lo suficientemente fina como para permitir una fusión completa. Inconsistente Mecanizado CNC o esmerilado manual de la cara de la raíz es una de las principales causas de defectos de soldadura.
Apertura de Raíces: Facilitar el flujo de fondo
La abertura radicular, o espacio radicular, es el espacio que queda entre las dos placas metálicas durante el montaje. Un hueco típico es de unos De 2 mm a 3 mm. Esta abertura permite que el metal de relleno fluya hasta el fondo de la junta. Si la abertura es demasiado ancha, se necesitará demasiado material de relleno y aumentará el riesgo de quemaduras. Si es demasiado estrecha, la raíz puede no fusionarse.
Entrada de calor: Gestión de la zona afectada por el calor (ZAC)
La geometría del bisel dicta directamente el volumen de metal de soldadura necesario, lo que determina el número de pasadas de soldadura. Más pasadas significan más aporte de calor al metal base. Un aporte excesivo de calor expande la Zona Afectada por el Calor (ZAC) y aumenta el riesgo de distorsión de la pieza. Controlar el volumen del bisel es un método primario para gestionar el aporte de calor y preservar las propiedades mecánicas del metal base.
Ajustes de bisel específicos del material
El material base específico afecta a la forma en que debe prepararse el bisel:
- Acero carbono: Normalmente tolera ángulos de bisel estándar (por ejemplo, de 30° a 37,5° por lado) y es relativamente indulgente en lo que respecta a la entrada de calor y la distorsión.
- Acero inoxidable: Tiene un coeficiente de dilatación térmica más elevado que el acero al carbono y es más propenso al alabeo. Controlar el volumen de la ranura para limitar estrictamente la entrada de calor es una práctica habitual.
- Aluminio: El aluminio disipa el calor aproximadamente tres veces más rápido que el acero al carbono y es muy susceptible a la porosidad del hidrógeno. En consecuencia, requiere ángulos de ranura más amplios (a menudo 65° a 70° incluido) y una cara de raíz más apretada para asegurar que el soldador pueda limpiar agresivamente la pasada de raíz y mantener un baño de soldadura estable, a pesar del rápido drenaje térmico.
Cómo elegir el diseño de junta adecuado?
La selección de la forma de bisel correcta viene dictada por el grosor del material, la accesibilidad de la junta y el equipo disponible en el taller.
Bisel único: Acceso restringido
Un bisel sencillo prepara sólo una de las dos aristas de contacto. Este perfil es estándar para uniones en T, uniones en esquina o situaciones en las que uno de los componentes ya está fijado en su lugar y no puede mecanizarse.
Aunque es rentable porque requiere la mitad de preparación del borde que una ranura en V, un bisel único crea un perfil de soldadura asimétrico. Esta geometría desigual concentra la tensión de contracción en un lado de la unión, lo que aumenta significativamente el riesgo de distorsión angular durante el enfriamiento.
Ranura en V: La norma para la penetración total en placas planas
La ranura en V simple implica biselar simétricamente ambos bordes de contacto. Es el diseño de unión por defecto para placas soldadas a tope de entre 6 mm y 19 mm (1/4″ a 3/4″) de espesor.
Las ranuras en V son relativamente baratas de preparar porque pueden cortarse rápidamente utilizando procesos térmicos estándar como sopletes de carril o cortadoras de plasma. Proporcionan un acceso excelente para el electrodo de soldadura, lo que facilita la penetración total de la raíz.
Doble ranura en V: Equilibrio entre distorsión y costes de manipulación
Cuando el espesor de la chapa supera los 19 mm, una sola ranura en V requiere un volumen de soldadura inmanejable. Una doble ranura en V (o ranura en X) reduce el volumen de metal de aportación necesario en aproximadamente 50% en comparación con una única ranura en V en la misma chapa. Y lo que es más importante, la alternancia de pasadas de soldadura en ambos lados equilibra la contracción térmica, manteniendo el conjunto plano.
Sin embargo, este diseño requiere un acceso por ambos lados. En el caso de conjuntos pesados, esto implica detener la producción para voltear la pieza con grúas puente. Los ingenieros deben sopesar el ahorro en metal de relleno frente al tiempo de manipulación con grúa y los costes de reequipamiento.
J-Groove y U-Groove: Reducción del volumen de soldadura en espesores extremos
Para componentes muy gruesos (normalmente de más de 20 mm), las ranuras en ángulo estándar requieren una cantidad excesiva de alambre de relleno. Las ranuras en J (un lado) y en U (ambos lados) lo solucionan utilizando un perfil curvo con una pared lateral pronunciada (a menudo 20° o menos) y una raíz redondeada.
Esta geometría reduce drásticamente la sección transversal de la soldadura. A pesar de la estrecha abertura, la raíz redondeada sigue ofreciendo suficiente espacio físico al electrodo para garantizar una fusión completa.
Criterios de selección: Adecuación del diseño a la capacidad del taller
Los ingenieros deben adaptar el diseño de la junta a las capacidades de mecanizado de la instalación. Las ranuras en V y los biseles simples se fabrican fácilmente con amoladoras estándar o cortadoras térmicas.
Las ranuras en J y en U no pueden cortarse con soplete; requieren herramientas mecánicas específicas, como fresadoras CNC, cepilladoras de bordes o equipos especializados de biselado de tubos. Si se especifica una ranura en U para un taller que sólo dispone de cortadoras de plasma, se producirán cuellos de botella inmediatos en la fabricación.
Cómo influye el diseño del bisel en el coste de fabricación?
Las uniones soldadas son un importante factor de coste en la fabricación pesada. La geometría del bisel dicta directamente el tiempo de mecanizado, la cantidad de materiales consumibles utilizados y las horas de mano de obra necesarias para completar el ensamblaje.
Preparación de cantos: Factorización de los métodos de mecanizado
La primera variable de coste es la creación física del bisel. Los ángulos sencillos (bisel y ranuras en V) son baratos de producir mediante corte térmico automatizado, mientras que los perfiles complejos con radios (ranuras en J y en U) requieren mecanizado mecánico.
Si un plano de ingeniería especifica una tolerancia estricta en una cara de la raíz o un perfil de ranura en J, las piezas deben fresarse a menudo a través de la fresado CNC antes de llegar a la nave de soldadura. Esto añade una operación de mecanizado totalmente independiente al presupuesto.
Consumo de metal de aportación: La ley cuadrada de las ranuras en V
El alambre de aportación se vende por peso, y las aleaciones de alta calidad (como el acero inoxidable 316L o el Inconel) tienen un precio elevado. En una ranura en V estándar, el área de la sección transversal -y el volumen necesario de metal de aportación- aumenta con la longitud de la ranura. cuadrado del espesor de la placa.
Esto significa que duplicar el grosor del material cuadruplica el metal de aportación necesario si el ángulo sigue siendo el mismo. Minimizar el ángulo de la ranura sin comprometer el acceso a la raíz es la forma más eficaz de controlar los costes de consumibles en placas gruesas.
Tiempo de soldadura: limitado por las tasas de deposición
El volumen de soldadura dicta el tiempo de arco porque cada proceso de soldadura tiene una tasa de deposición máxima fija (medida en kg/h). Un bisel más grande obliga al taller a soldar en varias pasadas.
El coste de una unión de varias pasadas no sólo incluye el metal depositado, sino también la limpieza necesaria entre pasadas (desprendimiento de escoria, cepillado con alambre) y la espera a que el metal base descienda hasta la temperatura especificada entre pasadas. Una soldadura de una sola pasada tarda minutos; una soldadura de seis pasadas en la misma unión puede tardar fácilmente más de una hora debido estrictamente a la gestión térmica y la limpieza.
Economía de la ranura en J: El punto de equilibrio del mecanizado avanzado
Existe un claro punto de equilibrio entre los costes de mecanizado y los de soldadura. Para una chapa de 10 mm, mecanizar una ranura en J es una pérdida de dinero; una simple ranura en V es más rápido y requiere muy poco relleno.
Sin embargo, a partir de un espesor de 25 mm (1 pulgada), la economía cambia. El elevado coste inicial del fresado CNC de una ranura en J se recupera fácilmente gracias a la enorme reducción en la compra de alambre de relleno y las horas de trabajo ahorradas en la cabina de soldadura. Para grandes volúmenes de producción de recipientes a presión de paredes gruesas o infraestructuras pesadas, las ranuras en J resultan muy rentables.
Errores de diseño comunes que aumentan el coste y el riesgo
Incluso con una sólida comprensión de la mecánica de las juntas, ciertos hábitos de dibujo incrementan constantemente los costes de fabricación y aumentan la probabilidad de reprocesado.
Ángulos de ranura sobredimensionados
Especificar un ángulo de 60 grados cuando 45 grados funciona bien para la aplicación es un error de diseño común. Los diseñadores suelen dar por sentado que los ángulos más anchos garantizan un mejor acceso a las raíces y una unión más resistente.
En realidad, una ranura sobredimensionada aumenta drásticamente el volumen de soldadura. Esto introduce calor innecesario en la pieza, lo que provoca graves distorsiones y mayores costes de consumibles sin añadir valor estructural.
Penetración total innecesaria
Exigir la Penetración Completa de la Junta (CJP) en cada placa gruesa es un hábito costoso. Para lograr la CJP en una junta de doble cara, normalmente es necesario volver a ranurar.
Consiste en utilizar un arco de carbono para fundir y soplar la raíz de la primera soldadura antes de soldar el lado opuesto. El proceso es ruidoso, sucio y muy laborioso.
Si la junta no está sometida a cargas cíclicas pesadas ni a tensiones extremas, la Penetración Parcial de Juntas (PJP) suele ser suficiente. La PJP omite el paso de ranurado posterior, requiere menos preparación del borde y reduce significativamente el tiempo total de arco.
Volumen de soldadura excesivo
A veces, los ingenieros especifican perfiles de soldadura sobredimensionados, suponiendo que más metal equivale automáticamente a una unión más fuerte. Sin embargo, una unión soldada suele ser tan resistente como el metal base que une.
La soldadura excesiva simplemente desperdicia alambre de relleno y saca al conjunto de la tolerancia dimensional debido a la tensión de contracción extrema. El control estricto de la geometría del bisel limita el volumen de soldadura, manteniendo los costes y la distorsión predecibles.
Mala preparación de la superficie
Un bisel CNC perfectamente mecanizado es inútil si la superficie está contaminada. Dejar cascarilla de laminación, óxido, fluidos de corte o capas de óxido de láser en el borde del bisel provoca directamente porosidad e inclusiones de escoria.
Rectificar una soldadura defectuosa lleva al menos tres veces más tiempo que realizar la pasada original.
Los operarios deben rectificar mecánicamente los bordes biselados hasta convertirlos en metal brillante antes de disparar el arco. No tener en cuenta este tiempo de limpieza necesario en el programa de producción garantiza retrasos en los envíos y el fracaso de las inspecciones por rayos X.
Requisitos de inspección y planos
Para garantizar que una pieza pueda fabricarse de forma eficaz y superar el control de calidad, es necesario trasladar claramente al taller los objetivos de ingeniería.
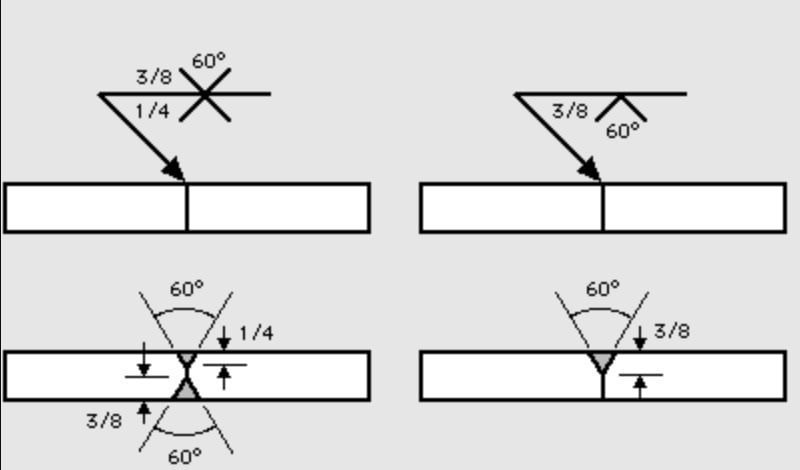
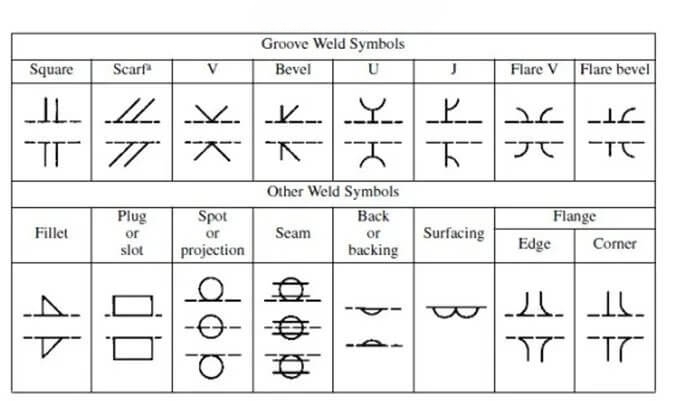
Símbolos de soldadura
La falta de una abertura de raíz o de un ángulo de ranura en un plano obliga al equipo de fabricación a hacer conjeturas. Los símbolos de soldadura ambiguos provocan una preparación incoherente de los bordes en distintos lotes de producción.
Los planos deben indicar explícitamente el ángulo de la ranura, la cara de la raíz y la abertura de la raíz utilizando símbolos AWS o ISO estándar. Unas indicaciones claras evitan fallos de comunicación entre el departamento de ingeniería y el taller de soldadura.
Requisitos de penetración
Si una unión requiere una fusión completa, el plano debe indicar claramente CJP. Dejar la profundidad de penetración a discreción del soldador es un riesgo importante para la calidad de los componentes estructurales.
Para juntas PJP, especifique la profundidad de penetración exacta requerida. Esto permite al taller de fabricación seleccionar la profundidad de bisel y el proceso de soldadura más rentables para cumplir el requisito.
Inspección visual
El control de calidad comienza antes de que se forme el arco. La inspección visual (VT) del ajuste es fundamental para garantizar que la separación de la raíz y la cara de la raíz cumplen las tolerancias especificadas.
Si el ajuste es inconsistente, el soldador tendrá dificultades para controlar la pasada de raíz, con el riesgo de quemaduras o falta de fusión. La inspección de la preparación del bisel detecta los errores de mecanizado antes de que se conviertan en costosos defectos de soldadura.
Pruebas ultrasónicas y radiográficas
Las uniones sometidas a ensayos ultrasónicos (UT) o radiográficos (RT) según los códigos AWS o ASME requieren una preparación impecable de los bordes.
Las variaciones en el ángulo del bisel o una cara de la raíz inconsistente conducen a una fusión incompleta. En una placa radiográfica, esto se registra inmediatamente como una línea recta oscura, lo que da lugar a una inspección fallida.
Además, unas paredes laterales demasiado inclinadas en el bisel pueden provocar falsos reflejos durante el UT, complicando el trabajo del inspector. El diseño del bisel debe adaptarse físicamente a los métodos de ensayo no destructivos específicos necesarios para la aceptación final del control de calidad.
Conclusión
El diseño del bisel controla directamente el coste, la resistencia y la fabricabilidad de los ensamblajes soldados pesados. Especificar la geometría de unión adecuada reduce el consumo de metal de aporte, minimiza la distorsión y evita costosas operaciones de rectificado y retrabajo.
Si necesita optimizar su fabricación de chapa metálica o chapa gruesa, envíe sus dibujos a Shengen. Nuestro equipo de ingeniería ofrece revisiones prácticas de Diseño para Fabricación (DFM) para equilibrar la resistencia de las juntas con la eficiencia de la producción en serie.
Preguntas frecuentes
¿A partir de qué espesor es estrictamente necesaria una soldadura en bisel?
Por lo general, se requiere un bisel cuando se sueldan chapas de acero de más de 6 mm (1/4 de pulgada) de espesor. Por debajo de este espesor, los procesos de soldadura estándar pueden lograr una penetración completa en una unión a tope cuadrada.
¿Puedo utilizar un láser o un cortador de plasma para hacer una ranura en J?
No. Las ranuras en J y en U requieren un perfil curvo específico que no puede crearse con corte térmico. Deben mecanizarse con fresadoras CNC, cepilladoras de cantos o herramientas de biselado mecánicas especializadas.
¿Cuál es la diferencia entre un bisel y un chaflán?
Aunque tienen un aspecto similar, sus fines técnicos difieren. Un bisel se mecaniza específicamente para permitir el acceso del electrodo de soldadura y garantizar la penetración de la junta. Un chaflán se utiliza normalmente para romper bordes afilados por motivos de seguridad, estética o separación mecánica.
¿Un ángulo de biselado más amplio evita las quemaduras?
No. En realidad, un ángulo más amplio aumenta el riesgo de quemaduras si la cara de la raíz (el terreno plano de la parte inferior) es demasiado fina. Controlar la dimensión de la cara de la raíz y la separación de la raíz es la forma adecuada de gestionar los reventones del paso inferior.
¿Difiere el biselado del acero al carbono Q235 del acero inoxidable 304/316?
Sí. El acero al carbono Q235 es tolerante y fácil de mecanizar. Los aceros inoxidables 304 y 316 tienden a endurecerse durante el biselado mecánico y a deformarse mucho durante la soldadura. En el caso del acero inoxidable, mantener el volumen del bisel tan pequeño como sea estructuralmente permisible es fundamental para restringir la entrada de calor y evitar la distorsión.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

