Podczas spawania blach grubszych niż 6 mm (1/4 cala), standardowe kwadratowe złącza doczołowe zwykle nie osiągają pełnego przetopu. Aby temu zaradzić, krawędzie metalu podstawowego są obrabiane lub cięte pod kątem przed spawaniem. Takie przygotowanie to ukosowanie.
Niewłaściwa konstrukcja ukosowania ma bezpośredni wpływ na wynik spawania. Jeśli wymiary są nieprawidłowe, wpływa to na proces produkcji na kilka sposobów:
- Wytrzymałość strukturalna: Nieodpowiednie kąty uniemożliwiają dotarcie spoiny do rdzenia materiału.
- Zniekształcenia: Ponadwymiarowe rowki wymagają nadmiernego ciepła, powodując wypaczenie części.
- Koszt produkcji: Niepotrzebne ukosowanie marnuje czas obróbki i drut elektrodowy.
- Niepowodzenie inspekcji: Nieprawidłowa geometria złącza często prowadzi do defektów, które nie przechodzą testów ultradźwiękowych (UT) lub radiograficznych (RT) zgodnie z normami AWS lub ASME.
W tym przewodniku opisano, jak określić wymiary ukosowania i zrównoważyć wydajność połączenia z rzeczywistymi kosztami produkcji na hali produkcyjnej.
Dlaczego niektóre połączenia spawane wymagają skosu?
Fazowanie jest dodatkowym etapem produkcji, co oznacza, że zwiększa koszty. Jest ono zalecane tylko wtedy, gdy wymagają tego fizyczne ograniczenia procesu spawania.
Pokonywanie ograniczeń penetracji standardowych łuków
Standardowy łuk spawalniczy może przeniknąć tylko kilka milimetrów w głąb litego metalu. Bez ukosowania spoina po prostu osiada na powierzchni, pozostawiając środek złącza nieztopionym i słabym. Skos usuwa materiał podstawowy, tworząc kanał, umożliwiając elektrodzie dotarcie do dna złącza i zapewniając całkowite stopienie metalu spoiny.
Nawigacja po progach grubości materiału
W przypadku blach o grubości poniżej 6 mm ukosowanie rzadko jest konieczne, ponieważ łuk może przenikać przez cały przekrój. Wraz ze wzrostem grubości materiału powyżej tego progu, tworzenie rowka staje się niezbędne. W przypadku ciężkich części konstrukcyjnych, zbiorników ciśnieniowych lub grubych blach, ukosowanie jest standardowym wymogiem w celu utrzymania integralności strukturalnej pod obciążeniem.
Zapewnienie fizycznego dostępu do narzędzi spawalniczych
W ograniczonych przestrzeniach lub złożonych zespołach spawacz lub zautomatyzowana głowica spawalnicza potrzebuje fizycznego prześwitu, aby ustawić elektrodę pod odpowiednim kątem. Skośna krawędź zapewnia ten niezbędny dostęp, umożliwiając lepszą kontrolę nad jeziorkiem spawalniczym i zmniejszając prawdopodobieństwo porowatości lub wtrąceń żużla.
Spełnienie wymagań dotyczących pełnej penetracji stawów (CJP)
Wiele rysunków technicznych wyraźnie wymaga pełnego przetopu spoiny (CJP). CJP oznacza, że metal spoiny rozciąga się całkowicie przez grubość elementów bazowych. Zastosowania obejmujące duże obciążenia dynamiczne lub surowe przepisy bezpieczeństwa zwykle wymagają CJP. Fazowanie jest podstawową metodą mechaniczną stosowaną do przygotowania złącza do spoiny CJP.
Jak geometria skosu wpływa na wydajność i koszt spawania?
Wymiary ukosowania decydują o tym, jak złącze będzie zachowywać się podczas spawania i w końcowym zastosowaniu. Niewielkie zmiany w geometrii znacząco wpływają zarówno na jakość, jak i na wyniki finansowe.
Kąt rowka: Równoważenie dostępu do spoiny i objętości spoiny
Kąt rowka to całkowity kąt zawarty między dwiema przygotowanymi krawędziami. Dla standardowego rowka w kształcie litery V w stali konstrukcyjnej, a Kąt 60° do 75° w zestawie jest konfiguracją benchmarku, o której mowa w AWS D1.1.
Jeśli kąt jest zbyt wąski (np. poniżej 45°), palnik spawalniczy nie jest w stanie utrzymać prawidłowego przylegania, co grozi niepełnym stopieniem ścian bocznych. Poszerzenie kąta w stosunku do standardowych wymagań zwiększa jednak geometrycznie obszar przekroju poprzecznego. Zmusza to warsztat do stosowania wielu przejść wypełniacza, co wykładniczo zwiększa roboczogodziny i koszty materiałów eksploatacyjnych.
Root Face: Zapobieganie poparzeniom
Znana również jako "ziemia", powierzchnia podstawowa to płaska, niefazowana część na dole krawędzi. Zazwyczaj jest ona obrabiana do wymiaru 1,5 mm do 3 mm. Warstwa graniowa działa jak radiator, aby zapobiec przepaleniu się początkowego ściegu spoiny przez dno złącza, a jednocześnie jest wystarczająco cienka, aby umożliwić całkowite stopienie. Niespójność Obróbka CNC lub ręczne szlifowanie lica spoiny jest główną przyczyną wad spawalniczych.
Otwieranie korzeni: Ułatwianie przepływu dolnego
Otwór korzeniowy lub szczelina korzeniowa to przestrzeń pozostawiona między dwiema metalowymi płytkami podczas dopasowywania. Typowa szczelina wynosi około 2 mm do 3 mm. Otwór ten umożliwia przepływ metalu wypełniającego do samego dna złącza. Jeśli szczelina jest zbyt szeroka, wymaga nadmiernej ilości wypełniacza i zwiększa ryzyko przepalenia. Jeśli szczelina jest zbyt wąska, może nie dojść do stopienia korzenia.
Wprowadzanie ciepła: Zarządzanie strefą wpływu ciepła (HAZ)
Geometria skosu bezpośrednio dyktuje objętość potrzebnego metalu spoiny, co określa liczbę ściegów spoiny. Większa liczba ściegów oznacza większą ilość ciepła wprowadzanego do metalu podstawowego. Nadmierna ilość wprowadzonego ciepła rozszerza strefę wpływu ciepła (HAZ) i zwiększa ryzyko odkształcenia części. Kontrolowanie objętości ukosowania jest podstawową metodą zarządzania wprowadzanym ciepłem i zachowania właściwości mechanicznych metalu nieszlachetnego.
Regulacja skosu w zależności od materiału
Konkretny materiał bazowy wpływa na sposób przygotowania skosu:
- Stal węglowa: Zwykle toleruje standardowe kąty ukosowania (np. od 30° do 37,5° na stronę) i jest stosunkowo odporny na ciepło i zniekształcenia.
- Stal nierdzewna: Ma wyższy współczynnik rozszerzalności cieplnej niż stal węglowa i jest bardziej podatna na wypaczenia. Kontrolowanie objętości rowka w celu ścisłego ograniczenia dopływu ciepła jest standardową praktyką.
- Aluminium: Aluminium rozprasza ciepło około trzy razy szybciej niż stal węglowa i jest bardzo podatne na porowatość wodorową. W związku z tym wymaga szerszych kątów rowków (często 65° do 70° włącznie) i ciaśniejsze lico grani, aby zapewnić spawaczowi możliwość agresywnego czyszczenia ściegu graniowego i utrzymania stabilnego jeziorka spawalniczego pomimo szybkiego odpływu ciepła.
Jak wybrać odpowiednią konstrukcję złącza?
Wybór odpowiedniego kształtu skosu jest podyktowany grubością materiału, dostępnością połączenia i sprzętem dostępnym na hali produkcyjnej.
Pojedynczy skos: Dostosowanie do ograniczonego dostępu
Pojedynczy skos przygotowuje tylko jedną z dwóch współpracujących krawędzi. Ten profil jest standardowy dla połączeń typu T, połączeń narożnych lub sytuacji, w których jeden element jest już zamocowany i nie może być obrabiany.
Pojedynczy ukos jest opłacalny, ponieważ wymaga o połowę mniejszego przygotowania krawędzi niż rowek V, ale tworzy asymetryczny profil spoiny. Ta nierówna geometria koncentruje naprężenia skurczowe po jednej stronie spoiny, znacznie zwiększając ryzyko odkształcenia kątowego podczas chłodzenia.
V-Groove: Standard pełnej penetracji płaskich płyt
Pojedynczy rowek w kształcie litery V polega na symetrycznym ukosowaniu obu współpracujących krawędzi. Jest to domyślna konstrukcja złącza dla płyt spawanych doczołowo o grubości od 6 mm do 19 mm (1/4″ do 3/4″).
Rowki V są stosunkowo niedrogie w przygotowaniu, ponieważ można je szybko wyciąć przy użyciu standardowych procesów termicznych, takich jak palniki gąsienicowe lub przecinarki plazmowe. Zapewniają one doskonały dostęp dla elektrody spawalniczej, ułatwiając osiągnięcie pełnego wtopienia.
Double V-Groove: Równoważenie zniekształceń i kosztów obsługi
Gdy grubość blachy przekracza 19 mm, pojedynczy rowek V wymaga niemożliwej do opanowania objętości spoiny. Podwójny rowek V (lub rowek X) zmniejsza wymaganą objętość metalu wypełniającego o około 50% w porównaniu do pojedynczego rowka V na tej samej płycie. Co ważniejsze, naprzemienne ściegi spoiny po obu stronach równoważą skurcz termiczny, utrzymując płaski montaż.
Taka konstrukcja wymaga jednak dostępu z dwóch stron. W przypadku ciężkich podzespołów oznacza to zatrzymanie produkcji w celu obrócenia przedmiotu obrabianego za pomocą suwnic. Inżynierowie muszą rozważyć oszczędność metalu wypełniającego w stosunku do dodatkowego czasu obsługi dźwigu i kosztów ponownego mocowania.
J-Groove i U-Groove: Zmniejszenie objętości spoiny na ekstremalnych grubościach
W przypadku bardzo grubych elementów (zazwyczaj powyżej 20 mm), standardowe rowki kątowe wymagają nadmiernej ilości drutu wypełniającego. Rowki J (jednostronne) i rowki U (dwustronne) rozwiązują ten problem poprzez zastosowanie zakrzywionego profilu ze stromą ścianą boczną (często 20° lub mniej) i zaokrągloną nasadą.
Taka geometria drastycznie zmniejsza przekrój poprzeczny spoiny. Pomimo wąskiego otworu, zaokrąglony rdzeń nadal zapewnia wystarczająco dużo miejsca dla elektrody, aby zapewnić całkowite wtopienie.
Kryteria wyboru: Dopasowanie projektu do możliwości sklepu
Inżynierowie muszą dopasować projekt złącza do możliwości obróbczych zakładu. Rowki w kształcie litery V i pojedyncze skosy można łatwo wykonać za pomocą standardowych szlifierek lub przecinarek termicznych.
Rowki J i U nie mogą być wycinane płomieniowo; wymagają one specjalnego oprzyrządowania mechanicznego, takiego jak frezarki CNC, strugarki krawędziowe lub specjalistyczny sprzęt do ukosowania rur. Określenie rowka w kształcie litery U dla warsztatu, który ma tylko przecinarki plazmowe, spowoduje natychmiastowe wąskie gardła w produkcji.
Jak konstrukcja skosu wpływa na koszty produkcji?
Połączenia spawane są głównym czynnikiem generującym koszty w ciężkiej produkcji. Geometria skosu bezpośrednio dyktuje czas obróbki, ilość użytych materiałów eksploatacyjnych i roboczogodziny wymagane do ukończenia montażu.
Przygotowanie krawędzi: Uwzględnienie metod obróbki
Pierwszą zmienną kosztową jest fizyczne utworzenie skosu. Proste kąty (skosy i rowki V) są tanie w produkcji przy użyciu zautomatyzowanego cięcia termicznego, podczas gdy złożone profile z promieniami (rowki J i U) wymagają obróbki mechanicznej.
Jeśli rysunek techniczny określa ścisłą tolerancję na powierzchni głównej lub profilu rowka J, części muszą być często frezowane przez Frezowanie CNC zanim dotrą do stanowiska spawalniczego. Dodaje to całkowicie oddzielną operację obróbki do wyceny.
Zużycie metalu wypełniającego: Kwadratowe prawo rowków w kształcie litery V
Drut wypełniający jest sprzedawany na wagę, a wysokiej jakości stopy (takie jak stal nierdzewna 316L lub Inconel) mają wysoką cenę. W standardowym rowku w kształcie litery V, powierzchnia przekroju poprzecznego - i wymagana objętość metalu wypełniającego - wzrasta wraz z wysokością rowka. kwadrat grubości płyty.
Oznacza to, że podwojenie grubości materiału czterokrotnie zwiększa wymagany metal wypełniający, jeśli kąt pozostaje taki sam. Minimalizacja kąta rowka bez pogorszenia dostępu do korzenia jest najskuteczniejszym sposobem kontrolowania kosztów materiałów eksploatacyjnych na grubych płytach.
Czas spawania: ograniczony przez szybkość osadzania
Objętość spoiny dyktuje czas zajarzenia łuku, ponieważ każdy proces spawania ma ustaloną maksymalną szybkość stapiania (mierzoną w kg/godz.). Większy skos zmusza warsztat do spawania wielościegowego.
Koszt spoiny wielościegowej obejmuje nie tylko osadzony metal, ale także wymagane czyszczenie międzyściegowe (odpryskiwanie żużla, szczotkowanie drutem) i oczekiwanie na spadek temperatury metalu podstawowego do określonej temperatury międzyściegowej. Wykonanie spoiny jednościegowej zajmuje kilka minut; wykonanie spoiny sześciościegowej na tym samym złączu może z łatwością zająć ponad godzinę ze względu na zarządzanie temperaturą i czyszczenie.
J-Groove Economics: Próg rentowności dla zaawansowanej obróbki skrawaniem
Istnieje wyraźny próg rentowności między kosztami obróbki a kosztami spawania. W przypadku płyty o grubości 10 mm obróbka rowka w kształcie litery J jest stratą pieniędzy; prosty rowek w kształcie litery V jest szybszy i wymaga bardzo małej ilości wypełniacza.
Jednak przy grubości 25 mm (1 cal) ekonomia się odwraca. Wysoki koszt początkowy frezowania CNC rowka J łatwo się zwraca dzięki znacznej redukcji zakupu drutu spawalniczego i zaoszczędzonym godzinom pracy w kabinie spawalniczej. W przypadku wielkoseryjnej produkcji grubościennych zbiorników ciśnieniowych lub ciężkiej infrastruktury, rowki J stają się bardzo opłacalne.
Typowe błędy projektowe, które zwiększają koszty i ryzyko
Nawet przy solidnym zrozumieniu mechaniki połączeń, pewne nawyki kreślarskie konsekwentnie podnoszą koszty produkcji i zwiększają prawdopodobieństwo przeróbek.
Ponadwymiarowe kąty rowka
Określanie kąta 60 stopni, gdy 45 stopni sprawdza się w danym zastosowaniu, jest częstym błędem projektowym. Projektanci często zakładają, że szersze kąty gwarantują lepszy dostęp do korzeni i mocniejsze połączenie.
W rzeczywistości zbyt duży rowek drastycznie zwiększa objętość spoiny. Wprowadza to niepotrzebne ciepło do części, prowadząc do poważnych zniekształceń i wyższych kosztów materiałów eksploatacyjnych bez zwiększania wartości konstrukcyjnej.
Niepotrzebna pełna penetracja
Określanie całkowitej penetracji złącza (CJP) na każdej grubej płycie jest kosztownym nawykiem. Osiągnięcie CJP na dwustronnym złączu zazwyczaj wymaga żłobienia wstecznego.
Polega to na użyciu łuku węglowego do stopienia i wydmuchania korzenia pierwszej spoiny przed spawaniem przeciwnej strony. Proces ten jest głośny, niechlujny i niezwykle pracochłonny.
Jeśli złącze nie jest poddawane dużym obciążeniom cyklicznym lub ekstremalnym naprężeniom, częściowa penetracja złącza (PJP) jest zwykle wystarczająca. PJP pomija etap żłobienia wstecznego, wymaga mniejszego przygotowania krawędzi i znacznie skraca całkowity czas wygrzewania.
Nadmierna objętość spoiny
Inżynierowie czasami określają ponadwymiarowe profile spawalnicze, zakładając, że więcej metalu automatycznie oznacza mocniejsze połączenie. Złącze spawane jest jednak tak wytrzymałe, jak metal, z którym jest połączone.
Nadmierne spawanie po prostu marnuje drut spawalniczy i wyprowadza zespół z tolerancji wymiarowej z powodu ekstremalnych naprężeń skurczowych. Ścisła kontrola geometrii skosu ogranicza objętość spoiny, utrzymując przewidywalne koszty i odkształcenia.
Słabe przygotowanie powierzchni
Perfekcyjnie obrobiony skos CNC jest bezużyteczny, jeśli jego powierzchnia jest zanieczyszczona. Pozostawienie zgorzeliny walcowniczej, rdzy, płynów chłodząco-smarujących lub warstw tlenku laserowego na krawędzi ukosowania bezpośrednio powoduje porowatość i wtrącenia żużla.
Szlifowanie nieudanej spoiny trwa co najmniej trzy razy dłużej niż wykonanie pierwotnego ściegu.
Operatorzy muszą mechanicznie szlifować ścięte krawędzie do jasnego metalu przed zajarzeniem łuku. Nieuwzględnienie tego niezbędnego czasu na czyszczenie w harmonogramie produkcji gwarantuje opóźnione wysyłki i nieudane kontrole rentgenowskie.
Wymagania dotyczące kontroli i rysunków
Aby zapewnić, że część może być produkowana wydajnie i przejść kontrolę jakości (QA), intencje inżynieryjne muszą być jasno przetłumaczone na halę produkcyjną.
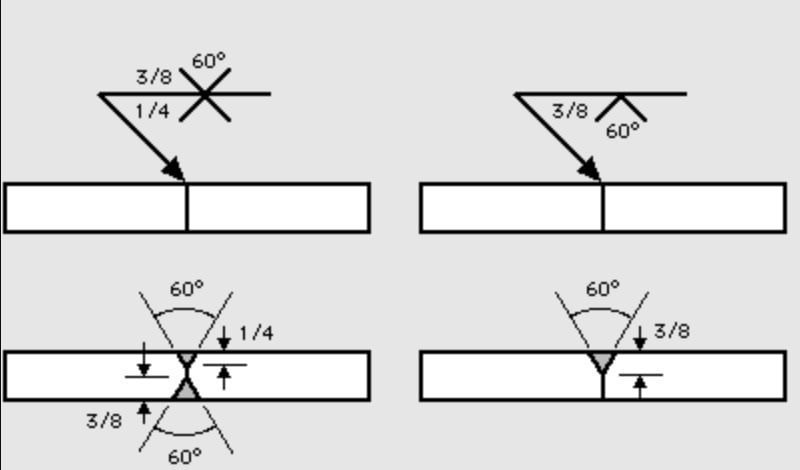
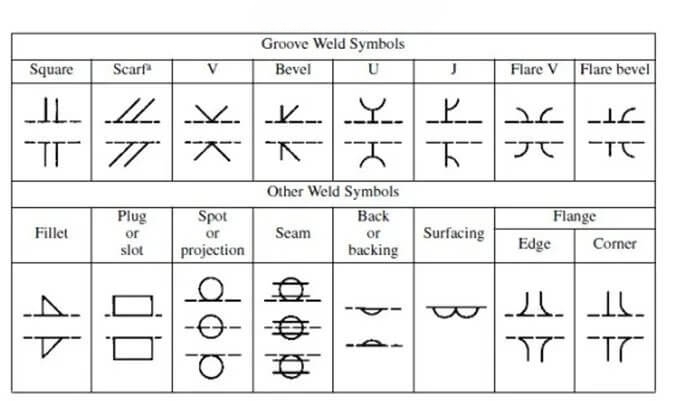
Symbole spoin
Brakujący otwór lub kąt rowka na rysunku zmusza zespół produkcyjny do zgadywania. Niejednoznaczne symbole spoin prowadzą do niespójnego przygotowania krawędzi w różnych partiach produkcyjnych.
Rysunki muszą jednoznacznie określać kąt rowka, lico grani i otwór graniowy przy użyciu standardowych symboli AWS lub ISO. Wyraźne objaśnienia zapobiegają awariom komunikacji między działem inżynieryjnym a stanowiskiem spawalniczym.
Wymagania dotyczące penetracji
Jeśli złącze wymaga całkowitego wtopienia, rysunek musi wyraźnie wskazywać CJP. Pozostawienie głębokości wtopienia w gestii spawacza stanowi poważne zagrożenie dla jakości elementów konstrukcyjnych.
W przypadku złączy PJP należy określić dokładną wymaganą głębokość wtopienia. Pozwoli to zakładowi produkcyjnemu wybrać najbardziej opłacalną głębokość ukosowania i proces spawania, aby spełnić wymagania.
Kontrola wzrokowa
Kontrola jakości rozpoczyna się jeszcze przed zajarzeniem łuku. Kontrola wizualna (VT) dopasowania ma kluczowe znaczenie dla zapewnienia, że szczelina korzenia i powierzchnia korzenia spełniają określone tolerancje.
Jeśli dopasowanie jest niespójne, spawacz będzie miał trudności z kontrolowaniem ściegu graniowego, ryzykując przepalenie lub brak wtopienia. Kontrola przygotowania ukosowania pozwala wychwycić błędy obróbki, zanim staną się one kosztownymi wadami spawalniczymi.
Testy ultradźwiękowe i radiograficzne
Połączenia poddawane testom ultradźwiękowym (UT) lub radiograficznym (RT) zgodnie z normami AWS lub ASME wymagają nienagannego przygotowania krawędzi.
Różnice w kącie skosu lub niespójna powierzchnia korzenia prowadzą do niekompletnej fuzji. Na kliszy rentgenowskiej jest to natychmiast rejestrowane jako prosta ciemna linia, co skutkuje nieudaną inspekcją.
Co więcej, zbyt strome ściany boczne skosu mogą powodować fałszywe odbicia podczas UT, komplikując pracę inspektora. Konstrukcja skosu musi fizycznie uwzględniać określone metody badań nieniszczących wymagane do ostatecznej akceptacji QA.
Wnioski
Konstrukcja skosu bezpośrednio wpływa na koszty, wytrzymałość i możliwości produkcyjne ciężkich zespołów spawanych. Określenie właściwej geometrii złącza pozwala ograniczyć zużycie spoiwa, zminimalizować odkształcenia i zapobiec kosztownemu żłobieniu wstecznemu i przeróbkom.
Jeśli potrzebujesz zoptymalizować produkcję blach lub ciężkich płyt, Wyślij swoje rysunki do Shengen. Nasz zespół inżynierów zapewnia praktyczne przeglądy Design for Manufacturing (DFM), aby zrównoważyć wytrzymałość połączeń z wydajnością produkcji masowej.
Często zadawane pytania
Przy jakiej grubości spoina ukosowa jest bezwzględnie wymagana?
Skos jest zazwyczaj wymagany podczas spawania blach stalowych o grubości większej niż 6 mm (1/4 cala). Poniżej tej grubości, standardowe procesy spawania mogą osiągnąć pełne wtopienie na kwadratowym złączu doczołowym.
Czy mogę użyć lasera lub przecinarki plazmowej do wykonania rowka J?
Nie. Rowki typu J i U wymagają specyficznego zakrzywionego profilu, którego nie można utworzyć za pomocą cięcia termicznego. Muszą być one obrabiane przy użyciu frezarek CNC, strugarek krawędziowych lub specjalistycznych mechanicznych narzędzi do fazowania.
Jaka jest różnica między skosem a fazowaniem?
Chociaż wyglądają podobnie, ich cele inżynieryjne różnią się. Faza jest obrabiana specjalnie w celu umożliwienia dostępu elektrody spawalniczej i zapewnienia penetracji złącza. Faza jest zwykle używana do łamania ostrych krawędzi w celu zapewnienia bezpieczeństwa, estetyki lub luzu mechanicznego.
Czy szerszy kąt fazowania zapobiega przepaleniom?
Nie. Szerszy kąt w rzeczywistości zwiększa ryzyko przepalenia, jeśli powierzchnia korzenia (płaska powierzchnia na dole) jest zbyt cienka. Kontrolowanie wymiarów czoła korzenia i szczeliny korzenia jest właściwym sposobem zarządzania przedmuchami w dolnym przejściu.
Czy fazowanie stali węglowej Q235 różni się od fazowania stali nierdzewnej 304/316?
Tak. Stal węglowa Q235 jest wyrozumiała i łatwa w obróbce. Gatunki stali nierdzewnej, takie jak 304 i 316, mają tendencję do utwardzania się podczas ukosowania mechanicznego i silnego wypaczania podczas spawania. W przypadku stali nierdzewnej, utrzymanie objętości ukosowania tak małej, jak tylko jest to strukturalnie dopuszczalne, ma kluczowe znaczenie dla ograniczenia dopływu ciepła i zapobiegania odkształceniom.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

