Beim Schweißen von Blechen, die dicker als 6 mm (1/4 Zoll) sind, wird mit den üblichen quadratischen Stumpfnähten in der Regel keine vollständige Durchdringung erreicht. Um dieses Problem zu lösen, werden die Kanten des Grundmetalls vor dem Schweißen maschinell bearbeitet oder in einem Winkel geschnitten. Diese Vorbereitung ist eine Fase.
Ein schlechtes Fasen-Design wirkt sich direkt auf das Ergebnis einer geschweißten Baugruppe aus. Wenn die Abmessungen nicht korrekt sind, wirkt sich dies in mehrfacher Hinsicht auf den Fertigungsprozess aus:
- Strukturelle Stärke: Unzureichende Winkel verhindern, dass die Schweißnaht den Kern des Materials erreicht.
- Verzerrung: Übergroße Nuten erfordern übermäßige Hitze, wodurch sich das Teil verziehen kann.
- Herstellungskosten: Unnötiges Anfasen vergeudet Bearbeitungszeit und Fülldraht.
- Inspektion fehlgeschlagen: Eine unsachgemäße Verbindungsgeometrie führt häufig zu Defekten, die bei der Ultraschall- (UT) oder Durchstrahlungsprüfung (RT) nach AWS- oder ASME-Normen durchfallen.
In diesem Leitfaden wird beschrieben, wie man Fasenabmessungen festlegt und die Verbindungsleistung mit den tatsächlichen Produktionskosten in der Werkstatt abwägt.
Warum manche Schweißnähte eine Fase brauchen?
Das Anfasen ist ein zusätzlicher Fertigungsschritt, der zusätzliche Kosten verursacht. Sie wird nur dann vorgeschrieben, wenn die physikalischen Grenzen des Schweißverfahrens dies erfordern.
Überwindung der Durchdringungsgrenzen von Standardbögen
Ein normaler Schweißlichtbogen kann nur wenige Millimeter in festes Metall eindringen. Ohne eine Fase sitzt die Schweißnaht nur auf der Oberfläche, so dass die Mitte der Verbindung nicht verschmolzen und schwach ist. Bei einer Fase wird das Basismaterial entfernt, um einen Kanal zu schaffen, der es der Elektrode ermöglicht, die Unterseite der Verbindung zu erreichen und sicherzustellen, dass das Schweißgut vollständig verschmilzt.
Navigieren durch Materialstärkeschwellen
Bei Blechen unter 6 mm ist eine Fase nur selten erforderlich, da der Lichtbogen den gesamten Querschnitt durchdringen kann. Mit zunehmender Materialdicke wird das Anbringen einer Fase unerlässlich. Bei schweren Konstruktionsteilen, Druckbehältern oder dicken Blechen ist eine Fase die Standardanforderung, um die strukturelle Integrität unter Belastung zu erhalten.
Sicherstellung des physischen Zugangs für Schweißwerkzeuge
Bei beengten Platzverhältnissen oder komplexen Baugruppen benötigt der Schweißer oder der automatisierte Schweißkopf einen gewissen Freiraum, um die Elektrode im richtigen Winkel zu positionieren. Eine abgeschrägte Kante bietet diesen notwendigen Zugang, ermöglicht eine bessere Kontrolle über das Schweißbad und verringert die Wahrscheinlichkeit von Porosität oder Schlackeneinschlüssen.
Erfüllung der Anforderungen an die vollständige gemeinsame Durchdringung (CJP)
In vielen technischen Zeichnungen wird ausdrücklich die vollständige Durchdringung der Schweißnaht (Complete Joint Penetration, CJP) gefordert. CJP bedeutet, dass sich das Schweißgut vollständig durch die Dicke der Grundkomponenten erstreckt. Anwendungen mit hohen dynamischen Belastungen oder strengen Sicherheitsvorschriften erfordern in der Regel CJP. Das Anfasen ist die wichtigste mechanische Methode zur Vorbereitung einer Verbindung für eine CJP-Schweißung.
Wie sich die Fasengeometrie auf die Schweißleistung und die Kosten auswirkt?
Die Abmessungen einer Fase bestimmen, wie sich die Verbindung beim Schweißen und in der Endanwendung verhält. Kleine Änderungen der Geometrie haben erhebliche Auswirkungen auf die Qualität und das Endergebnis.
Rillenwinkel: Abwägen zwischen Schmelzzugang und Schweißvolumen
Der Nutwinkel ist der gesamte eingeschlossene Winkel zwischen den beiden vorbereiteten Kanten. Für eine Standard-V-Nut in Baustahl ist ein 60° bis 75° eingeschlossener Winkel ist die Benchmark-Konfiguration, auf die in AWS D1.1.
Wenn der Winkel zu klein ist (z. B. unter 45°), kann der Schweißbrenner den richtigen Stick-Out nicht beibehalten, wodurch die Gefahr einer unvollständigen Seitenwandschweißung besteht. Wird der Winkel jedoch über die Standardanforderungen hinaus vergrößert, vergrößert sich die Querschnittsfläche geometrisch. Dadurch ist die Werkstatt gezwungen, mehrere Schweißdurchgänge durchzuführen, was den Arbeitsaufwand und die Kosten für Verbrauchsmaterialien exponentiell in die Höhe treibt.
Wurzelgesicht: Vorbeugung gegen Durchbrennen
Die Wurzelfläche ist der flache, nicht abgeschrägte Teil am unteren Ende der Kante und wird auch als "Steg" bezeichnet. Sie wird in der Regel mit einem Maß von 1,5 mm bis 3 mm. Die Wurzelfläche dient als Wärmesenke, um zu verhindern, dass die erste Schweißnaht durch den Boden der Verbindung brennt, und ist dennoch dünn genug, um eine vollständige Verschmelzung zu ermöglichen. Inkonsistent CNC-Bearbeitung oder manuelles Schleifen der Wurzelfläche ist eine der Hauptursachen für Schweißfehler.
Wurzelöffnung: Erleichterung des Bottom Flow
Die Wurzelöffnung oder der Wurzelspalt ist der Raum, der beim Einpassen zwischen den beiden Metallplatten entsteht. Ein typischer Spalt ist etwa 2mm bis 3mm. Durch diese Öffnung kann der Schweißzusatz bis in den unteren Teil der Fuge fließen. Ist der Spalt zu breit, wird zu viel Füllmaterial benötigt und die Gefahr des Durchbrennens erhöht. Ist er zu schmal, kann die Wurzel nicht verschmelzen.
Wärmeeintrag: Management der hitzebeeinflussten Zone (HAZ)
Die Geometrie der Fase bestimmt direkt das benötigte Volumen des Schweißguts und damit die Anzahl der Schweißdurchgänge. Mehr Durchgänge bedeuten einen höheren Wärmeeintrag in das Grundmetall. Ein übermäßiger Wärmeeintrag vergrößert die Wärmeeinflusszone (WEZ) und erhöht das Risiko einer Verformung des Teils. Die Kontrolle des Fasenvolumens ist eine der wichtigsten Methoden, um die Wärmezufuhr zu steuern und die mechanischen Eigenschaften des Grundmetalls zu erhalten.
Materialspezifische Fasenanpassungen
Das spezifische Basismaterial beeinflusst, wie die Fase vorbereitet werden sollte:
- Kohlenstoffstahl: Toleriert in der Regel Standard-Fasenwinkel (z. B. 30° bis 37,5° pro Seite) und ist relativ unempfindlich gegenüber Wärmeeintrag und Verzug.
- Rostfreier Stahl: Hat einen höheren Wärmeausdehnungskoeffizienten als Kohlenstoffstahl und ist anfälliger für Verformungen. Die Kontrolle des Rillenvolumens zur strikten Begrenzung der Wärmezufuhr ist gängige Praxis.
- Aluminium: Aluminium leitet die Wärme etwa dreimal schneller ab als Kohlenstoffstahl und ist sehr anfällig für Wasserstoffporosität. Folglich erfordert es größere Nutwinkel (oft 65° bis 70° inklusive) und eine engere Wurzelfläche, um sicherzustellen, dass der Schweißer die Wurzellage aggressiv reinigen und ein stabiles Schweißbad aufrechterhalten kann, trotz des schnellen thermischen Abflusses.
Wie wählt man das richtige Fugendesign?
Die Wahl der richtigen Fasenform hängt von der Materialstärke, der Zugänglichkeit der Fugen und den in der Werkstatt verfügbaren Geräten ab.
Einfache Fase: Eingeschränktem Zugang gerecht werden
Bei einer einfachen Fase wird nur eine der beiden zueinander passenden Kanten bearbeitet. Dieses Profil ist Standard für T-Verbindungen, Eckverbindungen oder Situationen, in denen ein Bauteil bereits fixiert ist und nicht bearbeitet werden kann.
Eine einzelne Fase ist zwar kostengünstig, weil sie nur die Hälfte der Kantenvorbereitung einer V-Nut erfordert, erzeugt aber ein asymmetrisches Schweißprofil. Durch diese ungleichmäßige Geometrie konzentriert sich die Schrumpfspannung auf eine Seite der Verbindung, was das Risiko einer Winkelverformung beim Abkühlen erheblich erhöht.
V-Nut: Der Standard für volle Durchdringung auf flachen Platten
Bei der einfachen V-Nut werden die beiden zusammengehörigen Kanten symmetrisch abgeschrägt. Sie ist das Standardverbindungsdesign für stumpfgeschweißte Bleche mit einer Dicke zwischen 6 mm und 19 mm (1/4″ bis 3/4″).
V-Nuten sind relativ kostengünstig herzustellen, da sie mit herkömmlichen thermischen Verfahren wie Schneidbrennern oder Plasmaschneidern schnell geschnitten werden können. Sie bieten einen hervorragenden Zugang für die Schweißelektrode, so dass eine vollständige Durchdringung der Wurzel problemlos möglich ist.
Doppelte V-Rille: Abwägen zwischen Verzerrung und Bearbeitungskosten
Wenn die Blechdicke 19 mm übersteigt, erfordert eine einzelne V-Nut ein unüberschaubares Schweißvolumen. Eine doppelte V-Nut (oder X-Nut) reduziert das erforderliche Schweißgutvolumen um etwa 50% im Vergleich zu einer einzelnen V-Nut auf demselben Blech. Noch wichtiger ist, dass durch die abwechselnden Schweißgänge auf beiden Seiten die thermische Schrumpfung ausgeglichen wird und die Baugruppe flach bleibt.
Diese Konstruktion erfordert jedoch einen beidseitigen Zugang. Bei schweren Baugruppen bedeutet dies, dass die Produktion angehalten werden muss, um das Werkstück mit Hilfe von Brückenkränen umzudrehen. Die Ingenieure müssen die Einsparungen an Schweißzusatzwerkstoff gegen die zusätzliche Kranhandhabungszeit und die Kosten für die Neubefestigung abwägen.
J-Groove und U-Groove: Reduzierung des Schweißvolumens bei extremen Dicken
Bei sehr dicken Bauteilen (in der Regel über 20 mm) erfordern Standard-Winkelnuten eine übermäßige Menge an Fülldraht. J-Nuten (einseitig) und U-Nuten (beidseitig) lösen dieses Problem durch die Verwendung eines gebogenen Profils mit einer steilen Seitenwand (oft 20° oder weniger) und einer abgerundeten Wurzel.
Durch diese Geometrie wird die Querschnittsfläche der Schweißnaht drastisch reduziert. Trotz der engen Öffnung bietet die abgerundete Wurzel immer noch genügend Platz für die Elektrode, um eine vollständige Verschmelzung zu gewährleisten.
Kriterien für die Auswahl: Anpassung des Designs an die Fähigkeiten des Geschäfts
Die Ingenieure müssen die Konstruktion der Verbindung an die Bearbeitungsmöglichkeiten der Einrichtung anpassen. V-Nuten und einzelne Fasen lassen sich leicht mit Standardschleifmaschinen oder thermischen Schneidegeräten herstellen.
J-Nuten und U-Nuten können nicht brenngeschnitten werden; sie erfordern spezielle mechanische Werkzeuge wie CNC-Fräsmaschinen, Kantenhobel oder spezielle Rohrschrägungsmaschinen. Die Spezifikation einer U-Nut für einen Betrieb, der nur über Plasmaschneider verfügt, führt zu unmittelbaren Fertigungsengpässen.
Wie das Fasen-Design die Herstellungskosten beeinflusst?
Schweißverbindungen sind ein wichtiger Kostentreiber in der Schwerindustrie. Die Geometrie der Fase diktiert direkt die Bearbeitungszeit, die Menge des verwendeten Verbrauchsmaterials und die Arbeitsstunden, die zur Fertigstellung der Baugruppe erforderlich sind.
Kantenvorbereitung: Berücksichtigung von Bearbeitungsverfahren
Die erste Kostenvariable ist die physische Herstellung der Fase. Einfache Winkel (Fasen und V-Nuten) lassen sich kostengünstig durch automatisiertes thermisches Schneiden herstellen, während komplexe Profile mit Radien (J- und U-Nuten) eine mechanische Bearbeitung erfordern.
Wenn eine technische Zeichnung eine strenge Toleranz für eine Wurzelfläche oder ein J-Nut-Profil vorgibt, müssen die Teile oft durch die CNC-Fräsen bevor sie die Schweißabteilung erreichen. Dadurch wird das Angebot um einen völlig separaten Bearbeitungsvorgang erweitert.
Verbrauch von Zusatzwerkstoffen: Das Quadratische Gesetz der V-Nuten
Schweißzusatzwerkstoffe werden nach Gewicht verkauft, und hochwertige Legierungen (wie 316L Edelstahl oder Inconel) haben einen hohen Preis. Bei einer Standard-V-Nut nimmt die Querschnittsfläche - und damit das erforderliche Volumen an Schweißzusatzwerkstoff - mit der Länge der Nut zu. Platz der Blechdicke.
Das bedeutet, dass eine Verdoppelung der Materialdicke bei gleichem Winkel zu einer Vervierfachung des erforderlichen Zusatzwerkstoffs führt. Die Minimierung des Nutenwinkels ohne Beeinträchtigung des Wurzelzugangs ist der effektivste Weg, um die Kosten für Verbrauchsmaterialien bei dicken Platten zu kontrollieren.
Schweißzeit: Begrenzt durch die Abschmelzraten
Das Schweißvolumen bestimmt die Lichtbogenzeit, da jedes Schweißverfahren eine feste maximale Abschmelzleistung (gemessen in kg/h) hat. Eine größere Fase zwingt die Werkstatt zum Schweißen in mehreren Durchgängen.
Die Kosten einer mehrlagigen Verbindung umfassen nicht nur das aufgetragene Metall, sondern auch die erforderliche Zwischenlagensäuberung (Abplatzen der Schlacke, Drahtbürsten) und die Wartezeit, bis das Grundmetall wieder auf die vorgeschriebene Zwischenlagentemperatur gesunken ist. Eine einlagige Schweißung dauert nur wenige Minuten; eine sechslagige Schweißung an derselben Verbindung kann allein aufgrund des Wärmemanagements und der Reinigung leicht über eine Stunde dauern.
J-Groove Wirtschaft: Der Break-Even-Punkt für die fortschrittliche Zerspanung
Es gibt einen klaren Break-even-Punkt zwischen Bearbeitungskosten und Schweißkosten. Bei einem 10-mm-Blech ist die Bearbeitung einer J-Nut reine Geldverschwendung; eine einfache V-Nut ist schneller und erfordert nur sehr wenig Schweißzusatz.
Bei einer Dicke von 25 mm (1 Zoll) kehrt sich die Wirtschaftlichkeit jedoch um. Die hohen Vorlaufkosten für das CNC-Fräsen einer J-Nut werden durch die massive Reduzierung des Schweißdrahtverbrauchs und die eingesparten Arbeitsstunden in der Schweißkabine leicht wieder wettgemacht. Bei der Großserienfertigung von dickwandigen Druckbehältern oder schwerer Infrastruktur werden J-Nuten äußerst kosteneffizient.
Häufige Konstruktionsfehler, die Kosten und Risiko erhöhen
Selbst bei einem soliden Verständnis der Verbindungsmechanik treiben bestimmte Entwurfsgewohnheiten die Herstellungskosten immer weiter in die Höhe und erhöhen die Wahrscheinlichkeit von Nacharbeiten.
Überdimensionierte Rillenwinkel
Die Angabe eines 60-Grad-Winkels, obwohl 45 Grad für die Anwendung gut geeignet sind, ist ein häufiger Entwurfsfehler. Konstrukteure gehen oft davon aus, dass breitere Winkel einen besseren Zugang zu den Wurzeln und eine stärkere Verbindung garantieren.
In Wirklichkeit vergrößert eine übergroße Nut das Schweißvolumen drastisch. Dadurch wird unnötige Wärme in das Bauteil eingebracht, was zu starken Verformungen und höheren Kosten für Verbrauchsmaterialien führt, ohne den strukturellen Wert zu erhöhen.
Unnötige vollständige Durchdringung
Die Forderung nach vollständiger Fugendurchdringung (Complete Joint Penetration, CJP) bei jedem dicken Blech ist eine kostspielige Angewohnheit. Das Erreichen der CJP auf einer doppelseitigen Verbindung erfordert in der Regel ein Fugenhobeln.
Dabei wird die Wurzel der ersten Schweißnaht mit einem Kohlelichtbogen geschmolzen und ausgeblasen, bevor die gegenüberliegende Seite geschweißt wird. Das Verfahren ist laut, schmutzig und extrem arbeitsintensiv.
Wenn die Verbindung keinen schweren zyklischen Belastungen oder extremen Spannungen ausgesetzt ist, reicht in der Regel die partielle Fugeneindringung (Partial Joint Penetration, PJP) aus. PJP überspringt den Schritt des Fugenhobelns, erfordert eine geringere Kantenvorbereitung und reduziert die Gesamtzeit des Lichtbogenschweißens erheblich.
Übermäßiges Schweißvolumen
Ingenieure geben manchmal übergroße Schweißprofile an, in der Annahme, dass mehr Metall automatisch eine stärkere Verbindung bedeutet. Eine Schweißverbindung ist jedoch im Allgemeinen nur so stark wie das Grundmetall, mit dem sie verbunden ist.
Durch Überschweißen wird lediglich Schweißdraht verschwendet und die Baugruppe gerät durch die extreme Schrumpfspannung aus der Maßtoleranz. Eine strenge Kontrolle der Fasengeometrie begrenzt das Schweißvolumen und hält Kosten und Verzug vorhersehbar.
Schlechte Oberflächenvorbereitung
Eine perfekt bearbeitete CNC-Fase ist nutzlos, wenn die Oberfläche verunreinigt ist. Zunder, Rost, Schneidflüssigkeiten oder Laseroxidschichten auf der Fase verursachen direkt Porosität und Schlackeneinschlüsse.
Das Ausschleifen einer fehlgeschlagenen Schweißnaht dauert mindestens dreimal so lange wie das Auftragen der ursprünglichen Schweißnaht.
Die Bediener müssen die abgeschrägten Kanten mechanisch zu blankem Metall schleifen, bevor sie den Lichtbogen zünden. Wenn diese notwendige Reinigungszeit im Produktionsplan nicht berücksichtigt wird, kommt es zu Lieferverzögerungen und nicht bestandenen Röntgeninspektionen.
Anforderungen an Inspektion und Zeichnung
Um sicherzustellen, dass ein Teil effizient hergestellt werden kann und die Qualitätssicherung (QA) besteht, muss die technische Absicht klar und deutlich an die Werkstatt übermittelt werden.
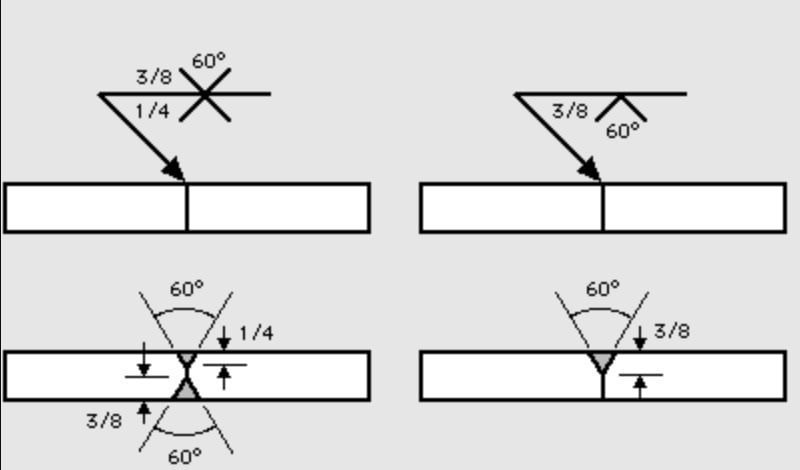
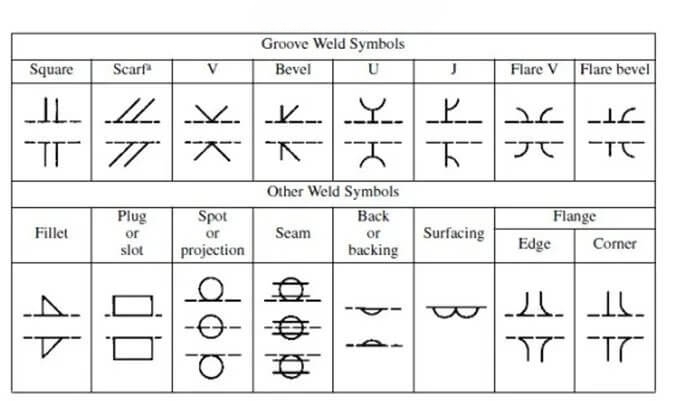
Schweißnaht-Symbole
Eine fehlende Wurzelöffnung oder ein fehlender Nutwinkel in einer Zeichnung zwingt das Fertigungsteam zum Raten. Uneindeutige Schweißsymbole führen zu einer uneinheitlichen Kantenvorbereitung bei verschiedenen Produktionschargen.
In den Zeichnungen müssen der Nutwinkel, die Wurzelfläche und die Wurzelöffnung unter Verwendung von AWS- oder ISO-Standardsymbolen ausdrücklich angegeben werden. Klare Beschriftungen verhindern Kommunikationsstörungen zwischen der Konstruktionsabteilung und der Schweißerei.
Anforderungen an die Penetration
Wenn eine Verbindung vollständig verschweißt werden muss, muss in der Zeichnung eindeutig CJP angegeben werden. Die Einschweißtiefe dem Ermessen des Schweißers zu überlassen, stellt ein großes Qualitätsrisiko für Strukturbauteile dar.
Geben Sie bei PJP-Verbindungen die genaue erforderliche Eindringtiefe an. Auf diese Weise kann der Fertigungsbetrieb die kosteneffizienteste Einschweißtiefe und das kosteneffizienteste Schweißverfahren auswählen, um die Anforderungen zu erfüllen.
Visuelle Inspektion
Die Qualitätskontrolle beginnt, bevor der Lichtbogen gezündet wird. Die visuelle Inspektion (VT) der Passung ist entscheidend, um sicherzustellen, dass der Wurzelspalt und die Wurzelfläche den vorgegebenen Toleranzen entsprechen.
Wenn die Passung nicht einheitlich ist, hat der Schweißer Schwierigkeiten, den Wurzellauf zu kontrollieren, und es besteht die Gefahr des Durchbrennens oder der fehlenden Verschmelzung. Durch die Prüfung der Fasenvorbereitung werden Bearbeitungsfehler erkannt, bevor sie zu teuren Schweißfehlern werden.
Ultraschall- und Durchstrahlungsprüfung
Verbindungen, die einer Ultraschallprüfung (UT) oder Durchstrahlungsprüfung (RT) nach AWS- oder ASME-Codes unterzogen werden, erfordern eine einwandfreie Kantenvorbereitung.
Variationen im Fasenwinkel oder eine uneinheitliche Wurzelfläche führen zu einer unvollständigen Verschmelzung. Auf einem Röntgenfilm ist dies sofort als gerade dunkle Linie zu erkennen, was zu einer nicht bestandenen Prüfung führt.
Außerdem können zu steile Seitenwände in der Fase bei der UT falsche Reflexionen verursachen, was die Arbeit des Prüfers erschwert. Das Design der Fase muss die spezifischen zerstörungsfreien Prüfmethoden, die für die endgültige QS-Abnahme erforderlich sind, physisch unterstützen.
Schlussfolgerung
Die Fasengestaltung hat einen direkten Einfluss auf die Kosten, die Festigkeit und die Herstellbarkeit von schweren Schweißbaugruppen. Die Festlegung der richtigen Fugengeometrie hält den Zusatzwerkstoffverbrauch niedrig, minimiert den Verzug und verhindert teures Fugenhobeln und Nacharbeit.
Wenn Sie Ihre Blech- oder Grobblechfertigung optimieren müssen, Senden Sie Ihre Zeichnungen an Shengen. Unser Ingenieurteam bietet praktische DFM-Prüfungen (Design for Manufacturing) an, um die Festigkeit der Verbindungen mit der Effizienz der Massenproduktion in Einklang zu bringen.
FAQs
Ab welcher Dicke ist eine Fasenschweißung unbedingt erforderlich?
Eine Fase ist in der Regel erforderlich, wenn Stahlbleche mit einer Dicke von mehr als 6 mm (1/4 Zoll) geschweißt werden. Unterhalb dieser Dicke kann mit Standardschweißverfahren eine vollständige Durchdringung an einer quadratischen Stumpfnaht erreicht werden.
Kann ich einen Laser- oder Plasmaschneider verwenden, um eine J-Nut herzustellen?
Nein. J-Nuten und U-Nuten erfordern ein spezielles gebogenes Profil, das nicht durch thermisches Schneiden erzeugt werden kann. Sie müssen mit CNC-Fräsen, Kantenhobeln oder speziellen mechanischen Fasenbearbeitungswerkzeugen bearbeitet werden.
Was ist der Unterschied zwischen einer Fase und einer Abschrägung?
Sie sehen zwar ähnlich aus, haben aber unterschiedliche technische Zwecke. Eine Fase wird speziell bearbeitet, um den Zugang zur Schweißelektrode zu ermöglichen und die Durchdringung der Verbindung zu gewährleisten. Eine Fase wird in der Regel verwendet, um scharfe Kanten aus Gründen der Sicherheit, der Ästhetik oder des mechanischen Spiels zu brechen.
Verhindert ein größerer Fasenwinkel das Durchbrennen?
Nein. Ein größerer Winkel erhöht das Risiko des Durchbrennens, wenn die Wurzelfläche (das flache Land am Boden) zu dünn ist. Die Kontrolle der Wurzelflächenabmessung und des Wurzelspalts ist der richtige Weg, um Durchbrüche im unteren Bereich zu vermeiden.
Unterscheidet sich das Anfasen von Q235-Kohlenstoffstahl von 304/316-Edelstahl?
Ja. Q235 Kohlenstoffstahl ist nachsichtig und leicht zu bearbeiten. Nichtrostende Stahlsorten wie 304 und 316 neigen dazu, sich beim mechanischen Abschrägen zu verfestigen und beim Schweißen stark zu verziehen. Bei rostfreiem Stahl ist es wichtig, das Fasenvolumen so klein wie strukturell zulässig zu halten, um den Wärmeeintrag zu begrenzen und Verzug zu vermeiden.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Laserstrukturierung von Metallen: Vorbereitung, DFM und Kostenkontrolle

Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele
