При сварке металлических листов толщиной более 6 мм (1/4 дюйма) стандартные квадратные стыковые соединения обычно не обеспечивают полного проплавления. Чтобы решить эту проблему, края основного металла перед сваркой обрабатываются или срезаются под углом. Такая подготовка представляет собой скос.
Неправильная конструкция скоса напрямую влияет на результат сварного соединения. Если размеры неверны, это влияет на производственный процесс несколькими способами:
- Структурная прочность: Недостаточные углы не позволяют сварному шву достичь сердцевины материала.
- Искажение: Пазы большого размера требуют чрезмерного нагрева, что приводит к деформации детали.
- Стоимость изготовления: На снятие ненужных фасок тратится время обработки и присадочная проволока.
- Невозможность проверки: Неправильная геометрия соединения часто приводит к дефектам, которые не выдерживают ультразвуковых (UT) или радиографических (RT) испытаний по стандартам AWS или ASME.
В этом руководстве описано, как определить размеры фаски и сбалансировать производительность соединения с фактическими производственными затратами в цеху.
Почему некоторые сварные соединения нуждаются в фаске?
Снятие фаски - это дополнительный этап производства, а значит, и дополнительные затраты. Она указывается только в тех случаях, когда этого требуют физические ограничения процесса сварки.
Преодоление пределов проникновения стандартных дуг
Стандартная сварочная дуга может проникать в сплошной металл лишь на несколько миллиметров. Без скоса сварной шов просто оседает на поверхности, оставляя центр соединения нерасплавленным и слабым. Скос удаляет основной материал, создавая канал, позволяющий электроду достичь дна шва и обеспечить полное сплавление металла шва.
Навигация по пороговым значениям толщины материала
Для листового металла толщиной менее 6 мм фаска редко требуется, поскольку дуга может проникать через все сечение. При увеличении толщины материала сверх этого порога создание канавки становится необходимым. Для тяжелых конструктивных элементов, сосудов под давлением или толстых металлических листов снятие фаски является стандартным требованием для сохранения целостности конструкции под нагрузкой.
Обеспечение физического доступа к сварочным инструментам
В ограниченном пространстве или сложных узлах сварщику или автоматизированной сварочной головке необходим физический зазор, чтобы расположить электрод под нужным углом. Скошенная кромка обеспечивает этот необходимый доступ, позволяя лучше контролировать сварочную ванну и снижая вероятность образования пористости или шлаковых включений.
Соответствие требованиям к полному прониканию в стык (CJP)
Многие инженерные чертежи однозначно требуют полного провара шва (CJP). CJP означает, что металл шва полностью проходит через толщину базовых компонентов. Применения, связанные с большими динамическими нагрузками или строгими правилами безопасности, обычно требуют CJP. Снятие фаски - основной механический метод, используемый для подготовки шва к сварке CJP.
Как геометрия скоса влияет на производительность и стоимость сварки?
Размеры фаски диктуют поведение соединения во время сварки и при окончательном применении. Небольшие изменения в геометрии существенно влияют как на качество, так и на конечный результат.
Угол канавки: Баланс между доступом к плавлению и объемом сварного шва
Угол паза - это общий угол между двумя подготовленными кромками. Для стандартного V-образного паза в конструкционной стали a Включенный угол 60° - 75° это эталонная конфигурация, на которую ссылаются в AWS D1.1.
Если угол слишком мал (например, менее 45°), сварочная горелка не сможет поддерживать нужное выстукивание, что чревато неполным проплавлением боковых стенок. Однако увеличение угла сверх стандартных требований приводит к геометрическому увеличению площади поперечного сечения. Это вынуждает цех использовать несколько проходов присадочного материала, что увеличивает трудозатраты и стоимость расходных материалов.
Корень лица: Предотвращение ожогов
Также известная как "земля", корневая поверхность - это плоская, не скошенная часть в нижней части кромки. Обычно она обрабатывается до размера 1,5 мм - 3 мм. Корневая поверхность выступает в качестве теплоотвода, предотвращая прогорание дна шва при первом проходе сварки, и при этом остается достаточно тонкой для полного сплавления. Несоответствие обработка с ЧПУ или ручная шлифовка корневой поверхности является основной причиной дефектов сварного шва.
Открытие корней: Облегчение нижнего потока
Корневое отверстие, или корневой зазор, - это пространство, остающееся между двумя металлическими пластинами при подгонке. Типичный зазор составляет около 2 мм - 3 мм. Это отверстие позволяет присадочному металлу поступать в самую нижнюю часть шва. Если зазор слишком широк, он требует избыточного количества наполнителя и повышает риск прогорания. Если он слишком узкий, корень может не срастись.
Тепловой ввод: Управление зоной теплового воздействия (ЗТС)
Геометрия скоса напрямую диктует объем необходимого металла для сварки, который определяет количество сварочных проходов. Большее количество проходов означает больший ввод тепла в основной металл. Чрезмерное количество тепла расширяет зону термического влияния (HAZ) и повышает риск деформации детали. Контроль объема скоса является основным методом управления тепловыделением и сохранения механических свойств основного металла.
Регулировка фаски в зависимости от материала
Конкретный материал основания влияет на способ подготовки фаски:
- Углеродистая сталь: Обычно допускает стандартные углы скоса (например, от 30° до 37,5° с каждой стороны) и относительно мягко относится к нагреву и деформации.
- Нержавеющая сталь: Имеет более высокий коэффициент теплового расширения, чем углеродистая сталь, и более склонна к короблению. Стандартной практикой является контроль объема канавки для строгого ограничения тепловыделения.
- Алюминий: Алюминий отводит тепло примерно в три раза быстрее, чем углеродистая сталь, и очень подвержен водородной пористости. Следовательно, для него требуются более широкие углы пазов (часто От 65° до 70° включительно) и более плотной корневой поверхностью, чтобы обеспечить сварщику возможность агрессивной очистки корневого прохода и поддержания стабильной сварочной ванны, несмотря на быстрый тепловой слив.
Как выбрать правильную конструкцию сустава?
Выбор правильной формы фаски зависит от толщины материала, доступности швов и наличия оборудования в цеху.
Одинарный скос: Приспособление для ограниченного доступа
Одиночный скос подготавливает только одну из двух сопрягаемых кромок. Этот профиль является стандартным для Т-образных, угловых соединений или ситуаций, когда один из компонентов уже закреплен на месте и не подлежит обработке.
Несмотря на экономическую эффективность, поскольку для этого требуется вдвое меньше подготовки кромок, чем для V-образной канавки, одинарный скос создает асимметричный профиль сварного шва. Такая неравномерная геометрия концентрирует усадочное напряжение на одной стороне шва, что значительно повышает риск углового искажения при охлаждении.
V-образная канавка: Стандарт для полного проникновения в плоские пластины
Одиночный V-образный паз предполагает симметричное скошивание обеих сопрягаемых кромок. Это стандартная конструкция соединения для стыковой сварки пластин толщиной от 6 до 19 мм (от 1/4 до 3/4 дюйма).
V-образные канавки относительно недороги, поскольку их можно быстро вырезать с помощью стандартных термических процессов, таких как трековые горелки или плазморезы. Они обеспечивают отличный доступ для сварочного электрода, что позволяет легко добиться полного проплавления корня.
Двойная V-образная канавка: Баланс между искажениями и стоимостью обработки
Когда толщина листа превышает 19 мм, одинарная V-образная канавка требует неуправляемого объема сварного шва. Двойная V-образная канавка (или X-образная канавка) сокращает необходимый объем присадочного металла примерно на 50% по сравнению с одинарной V-образной канавкой на том же листе. Что еще более важно, чередование проходов сварного шва с обеих сторон уравновешивает термическую усадку, сохраняя плоскостность сборки.
Однако такая конструкция требует двухстороннего доступа. Для тяжелых узлов это означает остановку производства для переворачивания заготовки с помощью мостовых кранов. Инженеры должны сопоставить экономию на присадочном металле с дополнительным временем работы крана и затратами на повторное крепление.
J-образные и U-образные канавки: Уменьшение объема сварного шва на экстремальных толщинах
Для очень толстых деталей (обычно более 20 мм) стандартные угловые канавки требуют чрезмерного количества присадочной проволоки. J-пазы (с одной стороны) и U-пазы (с обеих сторон) решают эту проблему за счет использования изогнутого профиля с крутой боковой стенкой (часто 20° или меньше) и закругленным корнем.
Такая геометрия значительно уменьшает площадь поперечного сечения сварного шва. Несмотря на узкое отверстие, закругленный корень все еще обеспечивает достаточное физическое пространство для электрода, чтобы обеспечить полное сплавление.
Критерии выбора: Соответствие дизайна возможностям магазина
Инженеры должны согласовать конструкцию соединения с возможностями предприятия по обработке. V-образные пазы и одиночные скосы легко изготавливаются на стандартных шлифовальных станках или терморезах.
J-пазы и U-пазы не могут быть вырезаны плазменной резкой; для их выполнения требуется специальная механическая оснастка, например фрезерные станки с ЧПУ, кромкострогальные станки или специализированное оборудование для снятия фасок с труб. Задание U-паза для цеха, в котором есть только плазморезы, приведет к немедленному возникновению узких мест в производстве.
Как конструкция фаски влияет на стоимость производства
Сварные соединения являются одним из основных факторов, влияющих на затраты при изготовлении тяжелых изделий. Геометрия фаски напрямую диктует время обработки, количество используемых расходных материалов и трудозатраты на сборку.
Подготовка кромок: Учет методов обработки
Первая переменная затрат - это физическое создание фаски. Простые углы (конические и V-образные пазы) дешево изготавливать с помощью автоматизированной термической резки, в то время как сложные профили с радиусами (J- и U-образные пазы) требуют механической обработки.
Если в инженерном чертеже указан строгий допуск на корневую поверхность или профиль J-паза, детали часто приходится фрезеровать через Фрезерование с ЧПУ отдел, прежде чем они попадут в сварочный цех. Это добавляет к расценкам совершенно отдельную операцию обработки.
Расход присадочного металла: Квадратичный закон V-образных канавок
Присадочная проволока продается на вес, и высококачественные сплавы (например, нержавеющая сталь 316L или инконель) имеют высокую цену. В стандартном V-образном пазе площадь поперечного сечения и необходимый объем присадочного металла увеличиваются с ростом квадрат толщины пластины.
Это означает, что удвоение толщины материала в четыре раза увеличивает требуемый присадочный металл, если угол остается прежним. Минимизация угла паза без ущерба для доступа к корню - наиболее эффективный способ контроля затрат на расходные материалы для толстых пластин.
Время сварки: ограничено скоростью осаждения
Объем сварного шва определяет время включения дуги, поскольку каждый процесс сварки имеет фиксированную максимальную скорость осаждения (измеряется в кг/час). Больший скос заставляет цех переходить на многопроходную сварку.
Стоимость многопроходного шва включает в себя не только нанесенный металл, но и необходимую межпроходную зачистку (стружка шлака, проволочная щетка) и ожидание, пока основной металл снова опустится до заданной межпроходной температуры. Однопроходной шов занимает несколько минут, а шестипроходной шов того же соединения может занять более часа только из-за терморегулирования и очистки.
Экономика J-пазов: Точка безубыточности для передовой обработки
Существует четкая точка безубыточности между стоимостью обработки и стоимостью сварки. Для 10-миллиметровой плиты обработка J-паза - пустая трата денег; простой V-паз выполняется быстрее и требует совсем немного присадочного материала.
Однако при толщине 25 мм (1 дюйм) экономические показатели меняются. Высокие первоначальные затраты на фрезерование J-паза с ЧПУ легко окупаются за счет значительного сокращения закупок присадочной проволоки и экономии рабочего времени в сварочной камере. При крупносерийном производстве толстостенных сосудов под давлением или тяжелых объектов инфраструктуры J-пазы становятся очень рентабельными.
Распространенные ошибки при проектировании, которые увеличивают стоимость и риск
Даже при глубоком понимании механики соединений некоторые привычки в черчении неизменно приводят к увеличению производственных затрат и повышают вероятность повторной обработки.
Углы пазов увеличенного размера
Указание угла в 60 градусов, когда для конкретного случая хорошо подходит угол в 45 градусов, является распространенной ошибкой при проектировании. Проектировщики часто полагают, что более широкие углы гарантируют лучший доступ к корням и более прочное соединение.
В действительности, канавка большого размера резко увеличивает объем сварного шва. Это приводит к излишнему нагреву детали, сильным деформациям и увеличению стоимости расходных материалов без увеличения конструкционной ценности.
Ненужное полное проникновение
Вызывать полное проникновение в шов (CJP) на каждом толстом листе - дорогостоящая привычка. Достижение CJP на двустороннем соединении обычно требует обратной строжки.
При этом используется угольная дуга для расплавления и выдувания корня первого шва перед сваркой противоположной стороны. Этот процесс шумный, грязный и очень трудоемкий.
Если соединение не подвергается сильным циклическим нагрузкам или экстремальному напряжению, обычно достаточно частичного проплавления шва (PJP). PJP позволяет обойтись без этапа обратной строжки, требует меньшей подготовки кромок и значительно сокращает общее время обработки дуги.
Чрезмерный объем сварного шва
Инженеры иногда заказывают сварные профили увеличенного размера, полагая, что большее количество металла автоматически означает более прочное соединение. Однако сварное соединение, как правило, прочно лишь настолько, насколько прочен основной металл, который оно соединяет.
При чрезмерной сварке просто расходуется присадочная проволока и сборка выходит за пределы допусков по размерам из-за экстремальных усадочных напряжений. Строгий контроль геометрии скоса ограничивает объем сварного шва, сохраняя предсказуемость затрат и искажений.
Плохая подготовка поверхности
Идеально обработанная фаска с ЧПУ бесполезна, если ее поверхность загрязнена. Оставшаяся на кромке фаски окалина, ржавчина, смазочно-охлаждающие жидкости или слои лазерной окиси напрямую приводят к образованию пористости и шлаковых включений.
Шлифовка неудачного сварного шва занимает как минимум в три раза больше времени, чем наложение первоначального прохода.
Операторы должны механически отшлифовать скошенные кромки до чистого металла перед ударом дуги. Если не учесть это необходимое время на очистку в производственном графике, это гарантирует задержку отгрузки и неудачные рентгеновские проверки.
Требования к осмотру и чертежам
Чтобы обеспечить эффективное производство детали и пройти контроль качества (QA), инженерный замысел должен быть четко передан в цех.
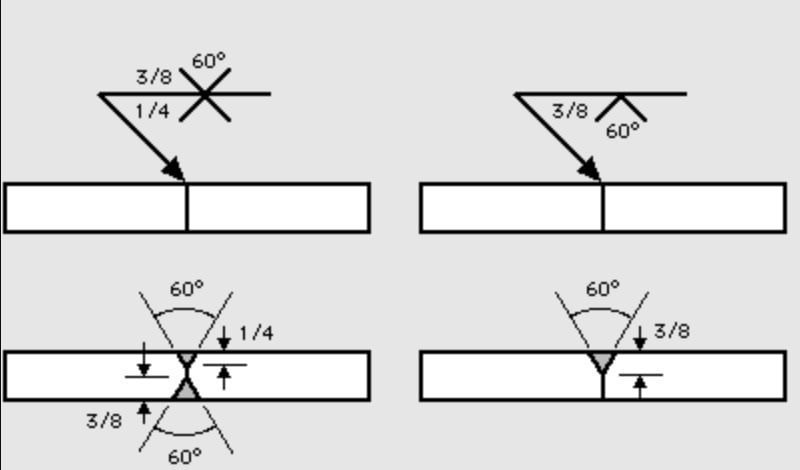
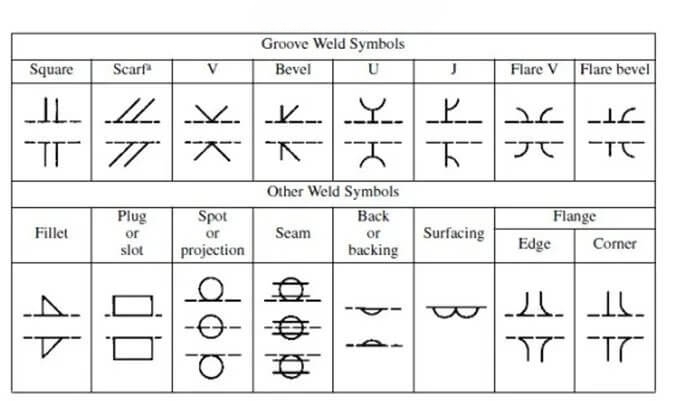
Символы сварки
Отсутствие на чертеже корневого отверстия или угла паза заставляет производственную бригаду гадать. Неоднозначные обозначения сварных швов приводят к непоследовательной подготовке кромок в разных партиях продукции.
На чертежах должны быть четко указаны угол паза, корневая поверхность и корневое отверстие с использованием стандартных символов AWS или ISO. Четкие обозначения предотвращают разрывы связи между конструкторским отделом и сварочным цехом.
Требования к проникновению
Если соединение требует полного проплавления, на чертеже должно быть четко указано CJP. Оставление глубины проплавления на усмотрение сварщика - это серьезный риск для качества конструктивных элементов.
Для соединений PJP укажите точную требуемую глубину проплавления. Это позволит производственному цеху выбрать наиболее экономически эффективную глубину скоса и процесс сварки для удовлетворения требований.
Визуальный осмотр
Контроль качества начинается еще до начала дуги. Визуальный контроль (VT) подгонки имеет решающее значение для обеспечения соответствия корневого зазора и корневой поверхности заданным допускам.
Если подгонка не соответствует требованиям, сварщик будет с трудом контролировать проход корня, рискуя получить прожог или отсутствие проплавления. Проверка подготовки фаски позволяет выявить ошибки обработки до того, как они превратятся в дорогостоящие дефекты сварки.
Ультразвуковые и радиографические испытания
Соединения, подвергаемые ультразвуковому (UT) или радиографическому (RT) контролю в соответствии с кодами AWS или ASME, требуют безупречной подготовки кромок.
Отклонения в угле скоса или несоответствие корневой поверхности приводят к неполному сплавлению. На рентгеновской пленке это сразу же регистрируется как прямая темная линия, что приводит к неудачному осмотру.
Кроме того, слишком крутые боковые стенки скоса могут вызвать ложные отражения при UT, что усложняет работу инспектора. Конструкция фаски должна физически соответствовать конкретным методам неразрушающего контроля, необходимым для окончательной приемки по ОТК.
Заключение
Конструкция фаски напрямую влияет на стоимость, прочность и технологичность тяжелых сварных узлов. Правильная геометрия шва позволяет снизить расход присадочного металла, минимизировать деформацию и предотвратить дорогостоящую обратную строжку и повторную обработку.
Если вам нужно оптимизировать производство листового металла или тяжелых плит, отправляйте свои рисунки в Шенген. Наша команда инженеров предоставляет практические консультации по проектированию для производства (DFM), чтобы сбалансировать прочность соединений и эффективность массового производства.
Часто задаваемые вопросы
При какой толщине сварного шва косой шов строго обязателен?
Скос обычно требуется при сварке стальных листов толщиной более 6 мм (1/4 дюйма). При меньшей толщине стандартные сварочные процессы могут обеспечить полное проплавление квадратного стыкового соединения.
Можно ли использовать лазерный или плазменный резак для создания J-паза?
Нет. J-пазы и U-пазы требуют особого изогнутого профиля, который невозможно создать с помощью термической резки. Они должны обрабатываться на фрезерных станках с ЧПУ, кромкострогальных станках или специализированных механических инструментах для снятия фасок.
В чем разница между фаской и скосом?
Хотя внешне они похожи, их техническое назначение различно. Фаска обрабатывается специально для обеспечения доступа сварочного электрода и проплавления шва. Фаска обычно используется для снятия острых кромок для обеспечения безопасности, эстетики или механического зазора.
Предотвращает ли более широкий угол скоса прогорание?
Нет. Более широкий угол на самом деле увеличивает риск прогорания, если корневая поверхность (плоская поверхность в нижней части) слишком тонкая. Контроль размеров корневой поверхности и корневого зазора - это правильный способ управления продувкой днища.
Отличается ли фаска углеродистой стали Q235 от фаски нержавеющей стали 304/316?
Да. Углеродистая сталь Q235 хорошо поддается обработке. Нержавеющие стали, такие как 304 и 316, имеют тенденцию к упрочнению при механическом снятии фасок и сильно деформируются при сварке. Для нержавеющей стали очень важно, чтобы объем фаски был настолько мал, насколько это конструктивно допустимо, чтобы ограничить подачу тепла и предотвратить деформацию.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
