Ao soldar chapas metálicas com espessura superior a 6 mm (1/4 de polegada), as juntas de topo quadradas normais normalmente não conseguem obter uma penetração total. Para resolver este problema, as arestas do metal de base são maquinadas ou cortadas num ângulo antes da soldadura. Esta preparação é um bisel.
Uma má conceção do bisel afecta diretamente o resultado de uma montagem soldada. Se as dimensões forem incorrectas, o processo de fabrico será afetado de várias formas:
- Resistência estrutural: Os ângulos inadequados impedem que a soldadura atinja o núcleo do material.
- Distorção: As ranhuras de grandes dimensões requerem calor excessivo, provocando a deformação da peça.
- Custo de fabrico: O biselamento desnecessário desperdiça tempo de maquinação e fio de enchimento.
- Falha na inspeção: A geometria inadequada da junta conduz frequentemente a defeitos que não passam nos ensaios ultra-sónicos (UT) ou radiográficos (RT) segundo as normas AWS ou ASME.
Este guia descreve como especificar as dimensões do bisel e equilibrar o desempenho da junta com os custos de produção reais no chão de fábrica.
Por que algumas juntas soldadas precisam de um chanfro?
O chanfro é uma etapa de fabrico adicional, o que significa que acresce custos. É especificado apenas quando as limitações físicas do processo de soldadura o exigem.
Ultrapassar os limites de penetração dos arcos padrão
Um arco de soldadura normal só consegue penetrar alguns milímetros em metal sólido. Sem um bisel, a soldadura fica simplesmente na superfície, deixando o centro da junta sem fusão e fraco. Um bisel remove o material de base para criar um canal, permitindo que o elétrodo chegue ao fundo da junta e assegurando que o metal de solda se funde completamente.
Navegação pelos limites de espessura do material
Para chapas metálicas com menos de 6 mm, raramente é necessário um bisel porque o arco pode penetrar em toda a secção transversal. À medida que a espessura do material aumenta para além deste limite, a criação de uma ranhura torna-se essencial. Para peças estruturais pesadas, recipientes sob pressão ou placas de metal espessas, o bisel é o requisito padrão para manter a integridade estrutural sob carga.
Garantir o acesso físico às ferramentas de soldadura
Em espaços confinados ou montagens complexas, o soldador ou a cabeça de soldadura automatizada necessitam de espaço físico para posicionar o elétrodo no ângulo correto. Uma aresta biselada proporciona este acesso necessário, permitindo um melhor controlo sobre a poça de fusão e reduzindo a probabilidade de porosidade ou inclusões de escória.
Cumprimento dos requisitos de Penetração Total na Junta (CJP)
Muitos desenhos de engenharia exigem explicitamente a Penetração Completa da Junta (CJP). CJP significa que o metal de solda se estende completamente através da espessura dos componentes de base. As aplicações que envolvem cargas dinâmicas pesadas ou regulamentos de segurança rigorosos requerem normalmente CJP. O biselamento é o principal método mecânico utilizado para preparar uma junta para uma soldadura CJP.
Como a geometria do chanfro afeta o desempenho e o custo da solda?
As dimensões de um bisel determinam o comportamento da junta durante a soldadura e na sua aplicação final. Pequenas alterações na geometria têm um impacto significativo tanto na qualidade como no resultado final.
Ângulo de ranhura: Equilíbrio entre o acesso à fusão e o volume de soldadura
O ângulo da ranhura é o ângulo total incluído entre as duas arestas preparadas. Para uma ranhura em V padrão em aço estrutural, um Ângulo incluído de 60° a 75° é a configuração de referência referenciada em AWS D1.1.
Se o ângulo for demasiado apertado (por exemplo, inferior a 45°), a tocha de soldadura não consegue manter o stick-out adequado, arriscando uma fusão incompleta da parede lateral. No entanto, alargar o ângulo para além dos requisitos padrão aumenta geometricamente a área da secção transversal. Isto obriga a oficina a utilizar vários passes de enchimento, o que aumenta exponencialmente as horas de trabalho e os custos de consumíveis.
Rosto de raiz: Prevenção de queimaduras
Também conhecida como "terra", a face de raiz é a parte plana e não biselada na parte inferior da aresta. É normalmente maquinada com uma dimensão de 1,5 mm a 3 mm. A face da raiz actua como um dissipador de calor para evitar que o passe de soldadura inicial queime a parte inferior da junta, ao mesmo tempo que é suficientemente fina para permitir uma fusão completa. Inconsistente Maquinação CNC ou o esmerilamento manual da face da raiz é uma das principais causas de defeitos de soldadura.
Abertura da raiz: Facilitar o fluxo do fundo
A abertura da raiz, ou espaço da raiz, é o espaço deixado entre as duas placas metálicas durante o ajuste. Um espaço típico é de cerca de 2mm a 3mm. Esta abertura permite que o metal de enchimento flua para a parte inferior da junta. Se o espaço for demasiado largo, é necessário um enchimento excessivo e aumenta o risco de queimadura. Se for demasiado estreita, a raiz pode não se fundir.
Entrada de calor: Gerir a zona afetada pelo calor (HAZ)
A geometria do bisel determina diretamente o volume de metal de solda necessário, o que determina o número de passes de solda. Mais passes significam mais entrada de calor no metal de base. Um aporte excessivo de calor expande a Zona Afetada pelo Calor (ZAC) e aumenta o risco de distorção da peça. O controlo do volume do bisel é um método primário para gerir a entrada de calor e preservar as propriedades mecânicas do metal de base.
Ajustes do bisel específicos do material
O material de base específico afecta a forma como o bisel deve ser preparado:
- Aço carbono: Normalmente, tolera ângulos de bisel padrão (por exemplo, 30° a 37,5° por lado) e é relativamente indulgente relativamente à entrada de calor e à distorção.
- Aço inoxidável: Tem um coeficiente de expansão térmica mais elevado do que o aço carbono e é mais propenso a deformações. O controlo do volume da ranhura para limitar rigorosamente a entrada de calor é uma prática corrente.
- Alumínio: O alumínio dissipa o calor cerca de três vezes mais depressa do que o aço-carbono e é altamente suscetível à porosidade do hidrogénio. Consequentemente, requer ângulos de ranhura mais largos (frequentemente 65° a 70° inclusive) e uma face de raiz mais apertada para garantir que o soldador possa limpar agressivamente o passe de raiz e manter um banho de solda estável, apesar da rápida drenagem térmica.
Como escolher a conceção correta da junta?
A seleção da forma correta do bisel é ditada pela espessura do material, pela acessibilidade da junta e pelo equipamento disponível no chão de fábrica.
Bisel único: Acomodação de acesso restrito
Um bisel único prepara apenas uma das duas arestas de contacto. Este perfil é padrão para juntas em T, juntas de canto ou situações em que um componente já está fixo no local e não pode ser maquinado.
Embora seja económico porque requer metade da preparação da aresta de uma ranhura em V, um bisel único cria um perfil de soldadura assimétrico. Esta geometria irregular concentra a tensão de retração num dos lados da junta, aumentando significativamente o risco de distorção angular durante o arrefecimento.
Ranhura em V: O padrão para penetração total em placas planas
A ranhura em V simples envolve o chanfro de ambas as bordas correspondentes simetricamente. É o projeto de junta padrão para placas de solda de topo entre 6 mm e 19 mm (1/4 ″ a 3/4 ″) de espessura.
As ranhuras em V são relativamente baratas de preparar, porque podem ser cortadas rapidamente utilizando processos térmicos padrão, como maçaricos de rasto ou cortadores de plasma. Proporcionam um excelente acesso para o elétrodo de soldadura, facilitando a penetração total da raiz.
Ranhura em V dupla: Equilíbrio entre distorção e custos de manuseamento
Quando a espessura da chapa excede os 19mm, uma única ranhura em V requer um volume de soldadura impossível de gerir. Uma ranhura em V dupla (ou ranhura em X) reduz o volume de metal de adição necessário em aproximadamente 50% em comparação com uma ranhura em V simples na mesma chapa. Mais importante ainda, a alternância de passes de soldadura em ambos os lados equilibra a contração térmica, mantendo o conjunto plano.
No entanto, esta conceção requer um acesso de dupla face. Para montagens pesadas, isto significa parar a produção para virar a peça de trabalho utilizando pontes rolantes. Os engenheiros têm de ponderar as poupanças em metal de adição contra o tempo adicional de manuseamento da grua e os custos de refixação.
Ranhura em J e Ranhura em U: Reduzir o volume de soldadura em espessuras extremas
Para componentes muito espessos (normalmente com mais de 20 mm), as ranhuras angulares normais requerem uma quantidade excessiva de fio de enchimento. As ranhuras em J (um lado) e em U (ambos os lados) resolvem este problema utilizando um perfil curvo com uma parede lateral íngreme (frequentemente 20° ou menos) e uma raiz arredondada.
Esta geometria reduz drasticamente a área da secção transversal da soldadura. Apesar da abertura estreita, a raiz arredondada ainda oferece espaço físico suficiente para o elétrodo, de modo a garantir uma fusão completa.
Critérios de seleção: Correspondência entre o projeto e as capacidades da loja
Os engenheiros devem adequar o projeto da junta às capacidades de maquinação da instalação. As ranhuras em V e os chanfros simples são facilmente fabricados com rectificadoras normais ou cortadores térmicos.
As ranhuras em J e em U não podem ser cortadas por chama; requerem ferramentas mecânicas específicas, tais como fresadoras CNC, plainas de arestas ou equipamento especializado para biselar tubos. Especificar uma ranhura em U para uma oficina que apenas dispõe de cortadores de plasma resultará em estrangulamentos imediatos no fabrico.
Como o design do bisel afeta o custo de fabricação?
As juntas soldadas são um dos principais factores de custo no fabrico pesado. A geometria do bisel determina diretamente o tempo de maquinação, a quantidade de materiais de consumo utilizados e as horas de trabalho necessárias para completar a montagem.
Preparação de arestas: Factorização dos métodos de maquinagem
A primeira variável de custo é a criação física do bisel. Os ângulos simples (bisel e ranhuras em V) são baratos de produzir utilizando corte térmico automatizado, enquanto os perfis complexos com raios (ranhuras em J e U) requerem maquinagem mecânica.
Se um desenho de engenharia especifica uma tolerância rigorosa numa face de raiz ou num perfil de ranhura em J, as peças têm muitas vezes de ser fresadas através do Fresamento CNC antes de chegarem à secção de soldadura. Isto acrescenta uma operação de maquinação totalmente separada ao orçamento.
Consumo de metal de enchimento: A lei quadrada das ranhuras em V
O fio de enchimento é vendido por peso, e as ligas de alta qualidade (como o aço inoxidável 316L ou Inconel) têm um prémio elevado. Numa ranhura em V padrão, a área da secção transversal - e o volume necessário de metal de adição - aumenta com a quadrado da espessura da placa.
Isto significa que duplicar a espessura do material quadruplica o metal de enchimento necessário se o ângulo permanecer o mesmo. Minimizar o ângulo do sulco sem comprometer o acesso à raiz é a forma mais eficaz de controlar os custos de consumíveis em placas espessas.
Tempo de soldadura: limitado pelas taxas de deposição
O volume de soldadura determina o tempo de arco, porque cada processo de soldadura tem uma taxa de deposição máxima fixa (medida em kg/h). Um chanfro maior força a oficina a soldar em múltiplos passes.
O custo de uma junta com vários passes inclui não só o metal depositado, mas também a limpeza necessária entre passes (lascar escória, escovar arame) e esperar que o metal de base desça até à temperatura de interpasse especificada. Uma soldadura de um único passe demora minutos; uma soldadura de seis passes na mesma junta pode facilmente demorar mais de uma hora, estritamente devido à gestão térmica e à limpeza.
Economia do J-Groove: O ponto de equilíbrio da maquinagem avançada
Existe um ponto de equilíbrio claro entre os custos de maquinação e os custos de soldadura. Para uma placa de 10 mm, maquinar uma ranhura em J é um desperdício de dinheiro; uma ranhura em V simples é mais rápida e requer muito pouco material de enchimento.
No entanto, a uma espessura de 25 mm (1 polegada), a economia inverte-se. O elevado custo inicial da fresagem CNC de uma ranhura em J é facilmente recuperado pela enorme redução na compra de fio de enchimento e pelas horas de trabalho poupadas na cabina de soldadura. Para a produção de grandes volumes de recipientes sob pressão com paredes espessas ou infra-estruturas pesadas, as ranhuras em J tornam-se altamente rentáveis.
Erros comuns de conceção que aumentam os custos e os riscos
Mesmo com um sólido conhecimento da mecânica das juntas, certos hábitos de redação aumentam consistentemente os custos de fabrico e aumentam a probabilidade de retrabalho.
Ângulos de ranhura sobredimensionados
Especificar um ângulo de 60 graus quando 45 graus funcionam bem para a aplicação é um erro de redação comum. Os projectistas assumem frequentemente que os ângulos mais amplos garantem um melhor acesso às raízes e uma junta mais forte.
Na realidade, um sulco sobredimensionado aumenta drasticamente o volume de soldadura. Este facto introduz calor desnecessário na peça, conduzindo a distorções graves e a custos de consumíveis mais elevados, sem acrescentar valor estrutural.
Penetração total desnecessária
Chamar a atenção para a Penetração Total da Junta (CJP) em todas as chapas grossas é um hábito dispendioso. Conseguir a CJP numa junta de dupla face requer normalmente uma goivagem posterior.
Isto envolve a utilização de um arco de carbono para derreter e soprar a raiz da primeira soldadura antes de soldar o lado oposto. O processo é ruidoso, confuso e extremamente trabalhoso.
Se a junta não estiver sujeita a cargas cíclicas pesadas ou a tensões extremas, a Penetração Parcial na Junta (PJP) é normalmente suficiente. A PJP dispensa a etapa de goivagem posterior, requer menos preparação da borda e reduz significativamente o tempo total de arco.
Volume de soldadura excessivo
Por vezes, os engenheiros especificam perfis de soldadura sobredimensionados, assumindo que mais metal equivale automaticamente a uma junta mais forte. No entanto, uma junta de soldadura é geralmente tão forte como o metal de base que une.
A soldadura excessiva apenas desperdiça arame de enchimento e retira o conjunto da tolerância dimensional devido à tensão de contração extrema. O controlo rigoroso da geometria do bisel limita o volume de soldadura, mantendo os custos e a distorção previsíveis.
Preparação deficiente da superfície
Um bisel CNC perfeitamente maquinado é inútil se a superfície estiver contaminada. Deixar escamas de moagem, ferrugem, fluidos de corte ou camadas de óxido de laser na aresta do bisel causa diretamente porosidade e inclusões de escória.
O esmerilamento de uma soldadura falhada demora pelo menos três vezes mais tempo do que a colocação do passe original.
Os operadores têm de retificar mecanicamente as arestas biseladas até obterem um metal brilhante antes de dispararem o arco. A não contabilização deste tempo de limpeza necessário no calendário de produção garante atrasos nas expedições e falhas nas inspecções de raios X.
Requisitos de inspeção e desenho
Para garantir que uma peça pode ser fabricada de forma eficiente e passar a Garantia de Qualidade (QA), a intenção da engenharia deve ser traduzida claramente para o chão de fábrica.
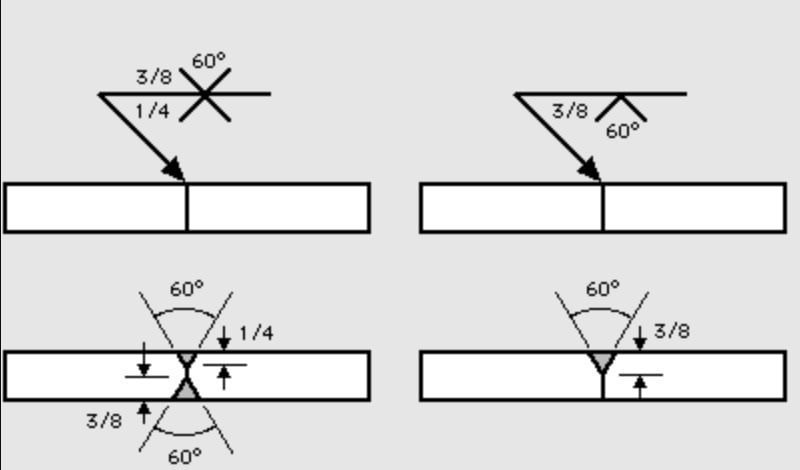
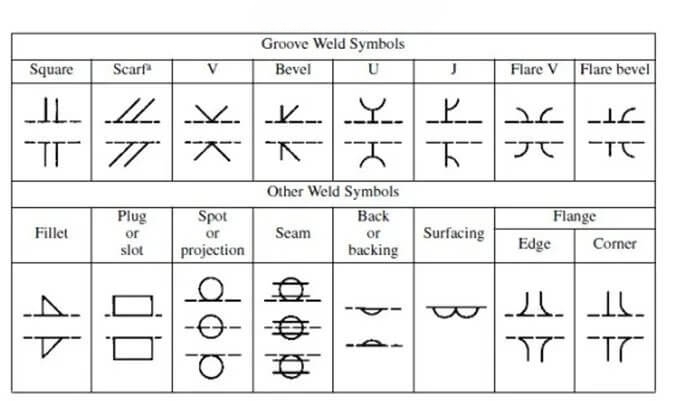
Símbolos de soldadura
A falta de uma abertura de raiz ou de um ângulo de ranhura num desenho obriga a equipa de fabrico a adivinhar. Símbolos de soldadura ambíguos levam a uma preparação inconsistente dos bordos em diferentes lotes de produção.
Os desenhos devem indicar explicitamente o ângulo da ranhura, a face da raiz e a abertura da raiz utilizando símbolos AWS ou ISO normalizados. A existência de indicações claras evita falhas de comunicação entre o departamento de engenharia e a secção de soldadura.
Requisitos de penetração
Se uma junta exigir uma fusão completa, o desenho deve indicar claramente CJP. Deixar a profundidade de penetração ao critério do soldador é um risco de qualidade importante para os componentes estruturais.
Para juntas PJP, especificar a profundidade exacta de penetração necessária. Isto permite que a oficina de fabrico selecione a profundidade do bisel e o processo de soldadura mais rentáveis para cumprir o requisito.
Inspeção visual
O controlo de qualidade começa antes de o arco ser atingido. A inspeção visual (VT) da instalação é fundamental para garantir que a abertura da raiz e a face da raiz cumprem as tolerâncias especificadas.
Se o ajuste for inconsistente, o soldador terá dificuldade em controlar o passe de raiz, arriscando-se a queimar ou a não ter fusão. A inspeção da preparação do bisel detecta erros de maquinação antes que se tornem defeitos de soldadura dispendiosos.
Ensaios por ultra-sons e radiográficos
As juntas sujeitas a ensaios ultra-sónicos (UT) ou ensaios radiográficos (RT) segundo os códigos AWS ou ASME requerem uma preparação impecável dos bordos.
Variações no ângulo do bisel ou uma face da raiz inconsistente levam a uma fusão incompleta. Numa película de raios X, isto é imediatamente registado como uma linha reta e escura, resultando numa inspeção falhada.
Além disso, paredes laterais demasiado inclinadas no bisel podem causar falsas reflexões durante o UT, complicando o trabalho do inspetor. O design do bisel deve acomodar fisicamente os métodos de ensaio não destrutivos específicos necessários para a aceitação final do controlo de qualidade.
Conclusão
A conceção do bisel controla diretamente o custo, a resistência e a capacidade de fabrico de conjuntos soldados pesados. A especificação da geometria correta da junta mantém o consumo de metal de adição baixo, minimiza a distorção e evita a retificação e o retrabalho dispendiosos.
Se precisar de otimizar o seu fabrico de chapas metálicas ou de chapas grossas, enviar os seus desenhos para Shengen. A nossa equipa de engenharia fornece revisões práticas de Design for Manufacturing (DFM) para equilibrar a resistência das juntas com a eficiência da produção em massa.
FAQs
A que espessura é estritamente necessária uma soldadura em bisel?
Geralmente, é necessário um bisel quando se soldam chapas de aço com espessura superior a 6 mm (1/4 de polegada). Abaixo desta espessura, os processos de soldadura normais podem atingir uma penetração total numa junta de topo quadrada.
Posso utilizar um cortador a laser ou plasma para fazer uma ranhura em J?
Não. As ranhuras em J e em U requerem um perfil curvo específico que não pode ser criado com corte térmico. Têm de ser maquinados com fresas CNC, plainas de arestas ou ferramentas mecânicas de biselagem especializadas.
Qual é a diferença entre um bisel e um chanfro?
Embora tenham um aspeto semelhante, os seus objectivos de engenharia são diferentes. Um bisel é maquinado especificamente para permitir o acesso do elétrodo de soldadura e assegurar a penetração da junta. Um chanfro é normalmente utilizado para quebrar arestas vivas por motivos de segurança, estética ou folga mecânica.
Um ângulo de bisel mais largo evita a queima?
Não. Um ângulo mais amplo aumenta, de facto, o risco de queimadura se a face da raiz (a terra plana no fundo) for demasiado fina. O controlo da dimensão da face da raiz e da folga da raiz é a forma correta de gerir os rebentamentos da passagem inferior.
A chanfradura do aço-carbono Q235 difere da do aço inoxidável 304/316?
Sim. O aço-carbono Q235 é indulgente e fácil de maquinar. Os tipos de aço inoxidável como o 304 e o 316 tendem a endurecer durante o biselamento mecânico e a deformar-se fortemente durante a soldadura. No caso do aço inoxidável, manter o volume do bisel tão pequeno quanto estruturalmente permitido é fundamental para restringir a entrada de calor e evitar a distorção.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
