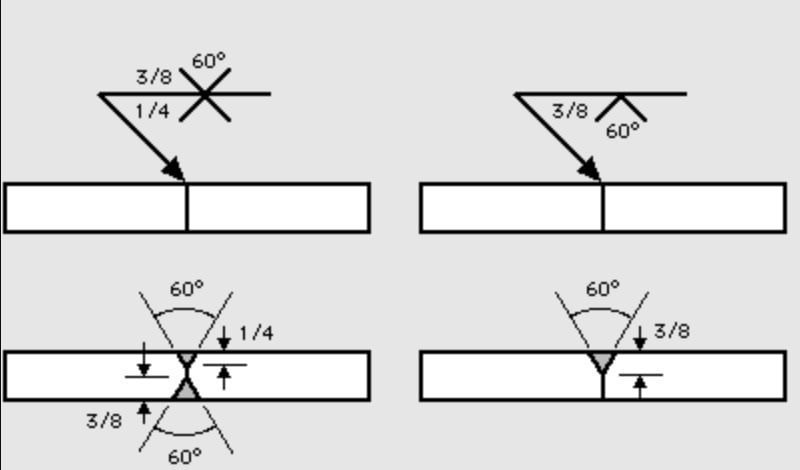
6mm(1/4インチ)より厚い金属板を溶接する場 合、標準的な角突き合わせ継手では完全な溶け込 みが得られないことが多い。これを解決するため、溶接前に母材の縁を機械加工するか、斜めに切断する。この準備が開先である。
開先の設計不良は、溶接組立品の仕上がりに 直接影響する。寸法が正し くないと、製造工程にさまざまな影響を及ぼす:
- 構造強度: 角度が不十分だと、溶接が材料の芯まで達しない。
- ディストーション: 特大の溝は過度の熱を必要とし、部品の反りを引き起こす。
- 製造コスト: 不必要な開先加工は、加工時間とフィラーワイヤーを浪費する。
- 検査の失敗: 不適切な継手形状は、AWSやASME規格に基づく超音波(UT)試験やX線透視(RT)試験に不合格となる欠陥につながることが多い。
このガイドでは、開先寸法を指定し、接合部の性能と現場での実際の生産コストとのバランスをとる方法を概説している。
なぜ溶接継手には開先が必要なのか?
開先加工は付加的な製造工程であり、コスト増を意味する。開先加工は、溶接工程の物理的制限から必要とされる場合にのみ指定される。
標準アークの貫通限界の克服
標準的な溶接アークは、固い金属に数ミリしか溶け込 むことができない。開先がないと、溶接は単に表面にとどまり、継手の中心部は溶けずに弱くなります。開先 部は、母材を除去して溝を作り、電極が継手の底 部まで届くようにし、溶接金属が完全に融合する ようにする。
材料の厚さのしきい値をナビゲートする
6mm以下の板金では、アークが断面全体を貫通できるため、開先が必要になることはほとんどない。材料の厚みがこの閾値を超えると、溝を作ることが不可欠になる。重量のある構造部品、圧力容器、厚い金属板の場合、開先加工は、荷重下で構造的完全性を維持するための標準的な要件です。
溶接工具への物理的アクセスの確保
限られたスペースや複雑な組立部品では、溶接工 や自動溶接ヘッドが電極を正しい角度に配置するた めに、物理的なクリアランスが必要となる。開先加工されたエッジは、この必要なアクセス を提供し、溶接プールの制御を改善し、気孔やスラ グの混入の可能性を低減する。
コンプリート・ジョイント・ペネトレーション(CJP)要件への対応
多くの技術図面では、完全継手貫通(CJP) を明確に求めている。CJPとは、溶接金属がベース部品の厚さを完全に貫通していることを意味します。大きな動的荷重がかかる用途や、厳密な 安全規制が適用される用途では、通常CJPが必 要とされる。開先加工は、CJP溶接のために継手を準備す るために使用される主要な機械的方法である。
開先形状は溶接の性能とコストにどのように影響するか?
開先の寸法は、溶接中および最終的な用途にお ける接合部の挙動を決定します。形状のわずかな変化は、品質と収益に大きな影響を与えます。
溝の角度:溶接量に対する融合アクセスのバランス
溝角度は、準備された2つのエッジの間に含まれる角度の合計である。構造用鋼の標準的なV溝では 60°~75°の角度を含む で参照されるベンチマーク構成である。 AWS D1.1.
角度がきつすぎると(例えば45°以下)、溶接トーチ が適切な突き出しを維持できず、側壁の融合が 不完全になる危険性がある。しかし、標準的な要件を超えて角度を広げると、 断面積が幾何学的に増加する。このため、工場は複数回の溶加材パ スを使用せざるを得なくなり、労働時間と消耗品コ ストが指数関数的に増加する。
ルート・フェイスバーンスルーの防止
ランド」とも呼ばれるルート・フェイスは、エッジの底にある面取りされていない平らな部分である。通常、以下の寸法に加工される。 1.5mmから3mm.ルート面は、完全な融合を可能にするのに十分な薄さでありながら、最初の溶接パスが接合部の底を焼き切るのを防ぐヒートシンクとして機能する。一貫性のない CNC加工 ルート・フェイスの手動研磨は、溶接欠陥の主な原因 である。
ルート・オープニングボトムフローの促進
ルート・オープニング(ルート・ギャップ)とは、装着時に2枚のメタル・プレートの間に残るスペースのことです。一般的な隙間は 2mmから3mm.この開口部によって、フィラーメタルが接合部の一番下まで流れ込む。隙間が広すぎると、フィラーが過剰に必要となり、バーンスルーのリスクが高まる。隙間が狭すぎると、根元が融合しない可能性がある。
入熱:熱影響ゾーン(HAZ)の管理
開先の形状は、必要な溶接金属の体積を直接決定 し、それが溶接パスの数を決定する。パス数が多ければ、母材への入熱も多くなる。過度の入熱は、熱影響部 (HAZ)を拡大し、部品の歪みのリ スクを高める。開先量を制御することは、入熱を管理し、母 材の機械的特性を維持する主要な方法である。
素材別ベベル調整
特定の母材は、ベベルをどのように準備すべきかに影響する:
- 炭素鋼: 通常、標準的な開先角度(片側30°~37.5°など)を許容し、入熱や歪みに関して比較的寛容である。
- ステンレススチール: 炭素鋼よりも熱膨張係数が高く、反りが発生しやすい。入熱を厳しく制限するために溝量をコントロールするのが標準的な方法である。
- アルミニウムだ: アルミニウムは炭素鋼の約3倍の速さで熱を放散し、水素ポロシティの影響を非常に受けやすい。そのため、より広い溝角(多くの場合 65°~70°を含む)と、ルート・パスでの積極的なクリーニングと、 急激な熱流出にもかかわらず安定した溶接プールを 維持できるよう、よりタイトなルート・フェースを確保す る。
正しいジョイント設計の選び方?
適切な開先形状を選ぶには、材料の厚さ、継手へのアクセス性、加工現場で使用できる設備が重要である。
シングルベベルアクセス制限への対応
シングルベベルは、2つの合わせエッジのうち1つだけを整えます。このプロファイルは、T字継ぎ手、コーナー継ぎ手、または一方の部品がすでに固定されていて加工できない場合に標準的に使用されます。
V開先の半分のエッジ加工で済むためコスト効 率は良いが、シングル開先では溶接形状が非対 称になる。この不均一な形状は、収縮応力を継手の片側 に集中させ、冷却中に角ひずみが発生するリスクを 大幅に増大させる。
V溝:平板への完全貫通の基準
シングルV溝は、両方の合わせ端を対称に面取りする。厚さ6mmから19mm(1/4″から3/4″)の突合せ溶接板のデフォルトの接合デザインである。
V溝は、トラック・トーチやプラズマ・カッターな どの標準的な熱処理で素早く切断できるため、 比較的安価に準備できる。V開先 は、溶接電極のアクセスに優れ、ルートへの完全 な溶け込みを容易に実現する。
ダブルV溝:歪みとハンドリング・コストのバランス
板厚が19mmを超える場合、1本のV開先では管理不 可能な溶接体積が必要となる。ダブルV開先(またはX開先)は、同じ板厚のシングルV開先に比べ、必要な溶加材体積を約50%削減します。さらに重要なことは、両側で交互に溶接パス を通過させることで、熱収縮のバランスをとり、組 立体を平坦に保つことができることである。
しかし、この設計では両面アクセスが必要である。重量のあるアセンブリの場合、これは、オーバーヘッドクレーンを使用してワークを反転するために生産を停止することを意味します。エンジニアは、フィラーメタルの節約と、追加されるクレーン操作時間および再固定コストを比較検討する必要があります。
JグルーブとUグルーブ:極端な板厚での溶接量の削減
非常に厚い部品(通常20mm以上)の場合、標準的な角度の溝ではフィラーワイヤーが過剰に必要となります。J溝(片側)とU溝(両側)は、急勾配の側壁(多くの場合20°以下)と丸みを帯びた付け根を持つ曲線形状を使用することにより、この問題を解決します。
この形状は、溶接部の断面積を大幅に削減する。開口部が狭いにもかかわらず、丸みを帯びたルートは、完全な融合を確実にするため、電極に十分な物理的余裕を与えている。
選択の基準ショップの能力とデザインのマッチング
エンジニアは、ジョイントの設計を設備の加工能力に合わせなければなりません。V溝やシングルベベルは、標準的なグラインダーやサーマルカッターで簡単に加工できます。
J溝やU溝はフレームカットできないため、CNCフライス盤、エッジプレーナー、特殊なパイプ開先加工装置など、特殊な機械工具が必要となる。プラズマ切断機しかない工場でU溝を指定すると、即座に製造のボトルネックになる。
ベベルデザインは製造コストにどう影響するか?
溶接継手は、重加工の主要なコストドライバーである。開先の形状は、加工時間、使用する消耗品の量、組み立てを完了するのに必要な労働時間を直接左右します。
エッジの準備:加工方法を考慮する
最初のコスト変動要因は、ベベルの物理的な作成である。単純な角度(ベベルとV溝)は自動熱切断で安価に製造できますが、半径のある複雑な形状(J溝とU溝)は機械加工が必要です。
ルートフェイスやJ溝の形状に厳しい公差が設計図に指定されている場合、多くの場合、部品は、その公差を通過してルーティングされなければなりません。 CNCフライス加工 溶接工程に到達する前に、加工部門に送られる。これにより、見積もりにまったく別の機械加工作業が加わる。
フィラーメタルの消費:V溝の二乗則
フィラーワイヤーは重量で販売され、高グレードの合金(316Lステンレスやインコネルなど)には高いプレミアがつく。標準的なV溝では、断面積とフィラーワイヤーの必要量は、断面積が大きいほど大きくなる。 正方形 板厚の
つまり、材料の厚さを2倍にすると、角 度が同じであれば、必要な金属フィラーは4倍 になる。ルート・アクセスを損なうことなく溝角度を最小化することは、厚板の消耗品コストを抑制する最も効果的な方法である。
溶接時間:溶着率による制約
どの溶接工程にも、一定の最大溶着量(kg/hr単位)があ るため、溶接量がアークオン時間を決定する。開先が大きいと、工場はマルチパス溶接を余儀 なくされる。
マルチパス継手のコストには、溶着金属だけで なく、必要なパス間洗浄(チッピング・スラグ、ワ イヤー・ブラッシング)、母材が規定のパス間温度に 戻るまでの待ち時間も含まれる。シングル・パス溶接は数分で終わるが、 同じ継手の6パス溶接は、熱管理と洗浄のため、厳密 に1時間以上かかることもある。
J溝の経済性:高度加工の損益分岐点
機械加工費と溶接費の間には、明確な損益分岐点がある。10mmの板材の場合、J溝を加工するのは費用の無駄である。単純なV溝の方が速く、充填材もほとんど必要ない。
しかし、板厚が25mm(1インチ)になると、経済性は逆転する。J開先をCNC加工するための高額な初期費用は、購入するフィラー・ワイヤーの大幅な削減と溶接ブースでの労働時間の節約によって簡単に回収できる。厚肉圧力容器や重量のあるインフラストラクチャーの大量生産では、Jグルーブは非常に費用対効果が高くなります。
コストとリスクを増大させる一般的な設計ミス
関節の力学をしっかりと理解していても、ある種の製図上の癖は一貫して製造コストを押し上げ、手戻りの可能性を高めている。
特大グルーブ・アングル
45度でうまくいく用途で60度の角度を指定するのは、よくある作図ミスです。設計者は、角度が広ければルートへのアクセスが良くなり、接合部の強度が増すと思いがちです。
現実には、過大な開先によって溶接量が大幅に増加する。これは部品に不必要な熱をもたらし、構造的価値を付加することなく、激しい歪みと消耗品コストの上昇を招く。
不必要なフル出場
すべての厚板で完全なジョイント・ペネトレーション(CJP)を要求することは、コストのかかる習慣である。両面接合でCJPを達成するには、通常バックグージングが必要です。
これは、反対側を溶接する前に、カーボン・アークを使って最初の溶接の根元を溶かして吹き飛ばすというものである。このプロセスは音が大きく、厄介で、非常に手間がかかる。
接合部に大きな繰返し荷重や極端な張力が かからない場合は、通常、部分的接合貫通 (PJP) で十分です。PJPは、バックガウジングのステップを省略し、エッジの前処理が少なくて済み、アークオンの総時間を大幅に短縮します。
過剰な溶接量
技術者は、金属が多ければ自動的に接合部も強 くなると考え、溶接プロファイルを特大サイズに指定 することがある。しかし、一般に溶接継手の強度は、接合する母材と同程度にしかなりません。
過剰な溶接は、単にフィラー・ワイヤーを浪費し、極端な収縮応力によってアセンブリを寸法公差から引き離します。開先形状を厳密に制御することで、溶接量が制限され、コストと歪みが予測可能になります。
表面処理不良
完璧に加工されたCNC開先も、表面が汚れていては意味がありません。ベベルエッジにミルスケール、錆、切削液、レーザー酸化層を残すと、気孔やスラグの介在を直接引き起こします。
失敗した溶接を削り出すには、元のパスを敷設するよりも少なくとも3倍の時間がかかる。
オペレーターは、アークを発生させる前に、面取りされたエッジを機械的に研磨し、明るい金属にしなければならない。この必要な洗浄時間を生産スケジュールに計上しないと、出荷の遅れやX線検査の不合格が保証される。
検査と図面の要件
部品が効率的に製造され、品質保証(QA)に合格するためには、エンジニアリングの意図が現場に明確に伝わらなければならない。
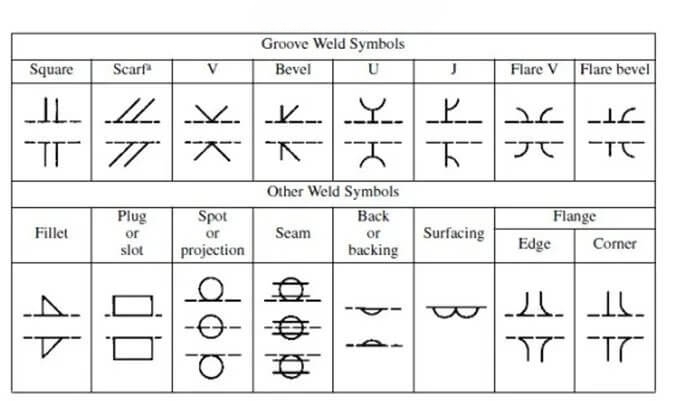
溶接記号
図面のルート開口部や開先角度が欠けていると、加工チー ムは推測を余儀なくされる。曖昧な溶接記号は、異なる製造バッチ間で一貫性のないエッジの準備につながる。
図面には、標準的なAWSまたはISOの記号を用い て、開先角度、ルート面、ルート開口部を明示 しなければならない。明確なコールアウトは、エンジニアリング部門と溶接室間のコミュニケーション不全を防ぐ。
侵入の要件
完全な溶融が必要な継手の場合、図面には CJPと明記しなければならない。溶け込み深さを溶接工の裁量に任せることは、構造部品にとって大きな品質リスクとなる。
PJP継手の場合、要求される溶け込み深さを 正確に指定してください。こうすることで、加工工場は最も費用対効果の高い開先深さと溶接工程を選択し、要件を満たすことができます。
外観検査
品質管理は、アークを発生させる前に始まります。ルートギャップとルートフェースが指定された公差を満たしていることを確認するためには、はめ込みの目視検査(VT)が重要です。
はめ合いが一定でない場合、溶接工はルート・パスの 制御に苦労し、バーンスルーや融合不足を引き起こす 危険がある。開先加工を検査することで、高価な溶接欠陥 になる前に、加工エラーを発見することができ る。
超音波検査とX線検査
AWSまたはASME規格に基づく超音波探傷試験(UT)またはX線透視試験(RT)の対象となる接合部には、完璧な端面処理が要求される。
ベベル角のばらつきやルートフェイスの不一致は、不完全な融着につながる。X線フィルム上では、これは直ちにまっすぐな暗線として記録され、検査不合格となる。
さらに、ベベルの側壁が急すぎると、UT中に偽反射を引き起こし、検査員の仕事を複雑にする。ベベルの設計は、最終的なQA受け入れに必要な特定の非破壊検査方法に物理的に対応しなければならない。
結論
開先の設計は、重厚な溶接アセンブリーのコスト、強度、製造性を直接支配する。適切な継手形状を指定することで、溶加 材の消費量を抑え、歪みを最小限に抑え、高価な逆 ガウジングや再加工を防ぐことができます。
板金や厚板加工を最適化する必要がある場合、 図面を送る.当社のエンジニアリング・チームは、ジョイントの強度と量産効率のバランスを取るために、実践的なDFM(Design for Manufacturing)レビューを提供しています。
よくあるご質問
開先溶接が厳密に要求される厚さは?
一般に、6mm (1/4インチ)より厚い鋼板を溶接する 場合には開先が必要である。この厚さ以下であれば、標準的な溶接工程で角突き合わせ継手の完全溶け込みを達成できる。
レーザーやプラズマカッターでJ溝を作ることはできますか?
J溝とU溝は、熱切断では作れない特殊な曲面形状が必要です。CNCミル、エッジ・プレーナー、または特殊な機械的開先工具を使用して加工する必要があります。
ベベルと面取りの違いは何ですか?
見た目は似ているが、工学的な目的は異なる。開先 は、溶接電極のアクセスを可能にし、接合部 の溶け込みを確保するために特別に加工される。面取りは通常、安全性、美観、または機械的なクリアランスのために鋭いエッジを壊すために使用される。
ベベル角が広ければ、バーンスルーは防げるのか?
ルートフェース(ボトムの平らな部分)が薄すぎると、バーンスルーのリスクが高まります。ルートフェースの寸法とルートギャップをコントロールすることが、ボトムパスの吹き抜けを管理する適切な方法です。
Q235炭素鋼の開先加工は、304/316ステンレス鋼とは違うのですか?
はい。Q235炭素鋼は寛容で加工しやすい。304や316のようなステンレス鋼種は、機械的開先加工中に加工硬化し、溶接中に大きく反る傾向があります。ステンレスの場合、構造的に許容できる限り開先量を小さく保つことが、入熱を制限して歪みを防ぐために重要です。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



