Bij het lassen van metalen platen dikker dan 6 mm (1/4 inch), bereiken standaard vierkante stuikverbindingen meestal geen volledige inbranding. Om dit op te lossen worden de randen van het basismetaal voor het lassen bewerkt of onder een hoek gesneden. Deze voorbereiding is een afschuining.
Een slecht ontwerp van de afschuining heeft direct invloed op het resultaat van een gelaste assemblage. Als de afmetingen onjuist zijn, heeft dat op verschillende manieren invloed op het fabricageproces:
- Structurele sterkte: Onvoldoende hoeken voorkomen dat de las de kern van het materiaal bereikt.
- Vervorming: Te grote groeven vereisen overmatige hitte, waardoor het onderdeel kromtrekt.
- Productiekosten: Onnodige afschuining verspilt bewerkingstijd en lasdraad.
- Inspectie mislukt: Een onjuiste geometrie van verbindingen leidt vaak tot defecten die niet voldoen bij ultrasone (UT) of radiografische (RT) tests volgens AWS- of ASME-normen.
In deze handleiding wordt uitgelegd hoe u de afmetingen van de afschuining kunt specificeren en hoe u de prestaties van de verbinding kunt afwegen tegen de werkelijke productiekosten op de werkvloer.
Waarom sommige gelaste verbindingen een afschuining nodig hebben
Afschuinen is een extra productiestap, wat betekent dat het extra kosten met zich meebrengt. Het wordt alleen gespecificeerd als de fysieke beperkingen van het lasproces het vereisen.
De penetratielimieten van standaardbogen overwinnen
Een standaard lasboog kan maar een paar millimeter doordringen in massief metaal. Zonder afschuining blijft de las gewoon op het oppervlak liggen, waardoor het midden van de lasnaad ongesmolten en zwak blijft. Een afschuining verwijdert het basismateriaal om een kanaal te creëren, waardoor de elektrode de bodem van de lasnaad kan bereiken en het lasmetaal volledig versmelt.
Navigeren door materiaaldiktedrempels
Voor plaatmateriaal van minder dan 6 mm is een afschuining zelden nodig omdat de boog de hele doorsnede kan doordringen. Als het materiaal dikker wordt, wordt het essentieel om een groef te maken. Voor zware constructiedelen, drukvaten of dikke metalen platen is een afschuining de standaardvereiste om de structurele integriteit onder belasting te behouden.
Fysieke toegang voor lasgereedschap garanderen
In kleine ruimtes of complexe samenstellingen heeft de lasser of geautomatiseerde laskop fysieke ruimte nodig om de elektrode onder de juiste hoek te plaatsen. Een afgeschuinde rand biedt deze noodzakelijke toegang, waardoor een betere controle over het lasbad mogelijk is en de kans op poreusheid of slakinsluitsels afneemt.
Voldoen aan de CJP-eisen (Complete Joint Penetration)
Veel constructietekeningen vragen expliciet om Complete Joint Penetration (CJP). CJP betekent dat het lasmetaal volledig door de dikte van de basiscomponenten steekt. Toepassingen met zware dynamische belastingen of strikte veiligheidsvoorschriften vereisen meestal CJP. Afschuinen is de belangrijkste mechanische methode om een las voor te bereiden op een CJP las.
Hoe de afgeschuinde geometrie de lasprestaties en -kosten beïnvloedt
De afmetingen van een afschuining bepalen hoe de lasverbinding zich zal gedragen tijdens het lassen en in de uiteindelijke toepassing. Kleine veranderingen in de geometrie hebben een aanzienlijke invloed op zowel de kwaliteit als het resultaat.
Groefhoek: Balanceren tussen smelttoegang en lasvolume
De groefhoek is de totale inbegrepen hoek tussen de twee voorbereide randen. Voor een standaard V-groef in constructiestaal is een 60° tot 75° inbegrepen hoek is de benchmarkconfiguratie waarnaar wordt verwezen in AWS D1.1.
Als de hoek te klein is (bijvoorbeeld minder dan 45°), kan de lastoorts de juiste stick-out niet handhaven, waardoor het risico bestaat dat de zijwand niet volledig versmelt. Als de hoek echter breder is dan de standaardvereisten, neemt de dwarsdoorsnede geometrisch toe. Dit dwingt de werkplaats om meerdere laspassen te gebruiken, waardoor de arbeidsuren en verbruikskosten exponentieel toenemen.
Wortelgezicht: Doorbranden voorkomen
Het grondvlak, ook wel "land" genoemd, is het vlakke, niet-afgeschuinde deel aan de onderkant van de rand. Het wordt meestal bewerkt tot een afmeting van 1,5mm tot 3mm. De voorkant fungeert als een koellichaam om te voorkomen dat de eerste las door de onderkant van de lasnaad brandt, terwijl hij toch dun genoeg is om volledige versmelting mogelijk te maken. Inconsistente CNC-bewerking of handmatig slijpen van het grondvlak is een primaire oorzaak van lasdefecten.
Wortel openen: De bodemstroom bevorderen
De wortelopening, of root gap, is de ruimte die overblijft tussen de twee metalen platen tijdens het aanbrengen. Een typische opening is ongeveer 2mm tot 3mm. Door deze opening kan het vulmetaal helemaal tot onder in de voeg vloeien. Als de opening te breed is, is er te veel vulmiddel nodig en is er meer kans op doorbranden. Als de opening te smal is, kan de wortel niet samensmelten.
Hitte-input: De door hitte beïnvloede zone (HAZ) beheren
De geometrie van de afschuining dicteert rechtstreeks het benodigde volume lasmetaal, wat het aantal laspassen bepaalt. Meer laspassen betekent meer warmte-invoer in het basismetaal. Overmatige warmte-inbreng vergroot de door warmte beïnvloede zone (HAZ) en verhoogt het risico op vervorming van het onderdeel. Het regelen van het afschuiningsvolume is een primaire methode om de warmte-inbreng te beheersen en de mechanische eigenschappen van het basismetaal te behouden.
Materiaalspecifieke afschuiningsaanpassingen
Het specifieke basismateriaal beïnvloedt hoe de afschuining moet worden voorbereid:
- Koolstofstaal: Tolereert meestal standaard afschuinhoeken (bijv. 30° tot 37,5° per kant) en is relatief vergevingsgezind wat betreft warmte-inbreng en vervorming.
- Roestvrij staal: Heeft een hogere thermische uitzettingscoëfficiënt dan koolstofstaal en is vatbaarder voor kromtrekken. Standaard wordt het volume van de groef geregeld om de warmte-invoer strikt te beperken.
- Aluminium: Aluminium dissipeert warmte ongeveer drie keer sneller dan koolstofstaal en is zeer gevoelig voor waterstofporositeit. Daarom heeft het bredere groefhoeken nodig (vaak 65° tot 70° inbegrepen) en een strakkere aanzet om ervoor te zorgen dat de lasser de aanzet agressief kan reinigen en een stabiel lasbad kan behouden, ondanks de snelle thermische afvoer.
Hoe kies je het juiste ontwerp voor een verbinding?
Het kiezen van de juiste vorm van de afschuining wordt bepaald door de materiaaldikte, de toegankelijkheid van de verbinding en de apparatuur die beschikbaar is op de werkvloer.
Enkele afschuining: Geschikt voor beperkte toegang
Een enkele afschuining bewerkt slechts een van de twee tegengestelde kanten. Dit profiel is standaard voor T-verbindingen, hoekverbindingen of situaties waarbij één onderdeel al vast zit en niet bewerkt kan worden.
Hoewel het kostenbesparend is omdat het de helft van de kantvoorbereiding van een V-groef vereist, creëert een enkele afschuining een asymmetrisch lasprofiel. Deze ongelijke geometrie concentreert de krimpspanning aan één kant van de las, waardoor het risico op hoekvervorming tijdens het afkoelen aanzienlijk toeneemt.
V-groef: De standaard voor volledige penetratie op vlakke platen
Bij de enkele V-groef worden beide tegengestelde randen symmetrisch afgeschuind. Dit is het standaardontwerp voor stuiklasplaten met een dikte tussen 6 mm en 19 mm (1/4″ tot 3/4″).
V-groeven zijn relatief goedkoop te maken omdat ze snel gesneden kunnen worden met standaard thermische processen zoals baansnijtoortsen of plasmasnijders. Ze bieden een uitstekende toegang voor de laselektrode, waardoor het eenvoudig is om volledige grondpenetratie te bereiken.
Dubbele V-groef: Balanceren tussen vervorming en verwerkingskosten
Als de plaatdikte groter is dan 19 mm, vereist een enkele V-groef een onbeheersbaar lasvolume. Een dubbele V-groef (of X-groef) vermindert het vereiste volume toevoegmetaal met ongeveer 50% in vergelijking met een enkele V-groef op dezelfde plaat. Nog belangrijker is dat het afwisselend lassen aan beide zijden de thermische krimp compenseert, waardoor de assemblage vlak blijft.
Dit ontwerp vereist echter tweezijdige toegang. Voor zware assemblages betekent dit dat de productie gestopt moet worden om het werkstuk om te draaien met behulp van bovenloopkranen. Ingenieurs moeten de besparingen op toevoegmetaal afwegen tegen de extra kraantijd en de kosten voor het opnieuw opspannen.
J-groef en U-groef: Het lasvolume verminderen bij extreme diktes
Voor zeer dikke onderdelen (meestal meer dan 20 mm) vereisen standaard hoekgroeven een buitensporige hoeveelheid lasdraad. J-groeven (één zijde) en U-groeven (beide zijden) lossen dit op door een gebogen profiel te gebruiken met een steile zijwand (vaak 20° of minder) en een afgeronde wortel.
Deze geometrie vermindert de doorsnede van de las drastisch. Ondanks de smalle opening biedt de afgeronde wortel nog steeds voldoende fysieke ruimte voor de elektrode om volledige versmelting te garanderen.
Selectiecriteria: Ontwerp afstemmen op winkelmogelijkheden
Ingenieurs moeten het ontwerp van de verbinding afstemmen op de bewerkingsmogelijkheden van de fabriek. V-groeven en enkele afschuiningen zijn eenvoudig te maken met standaard slijpmachines of thermische snijders.
J-groeven en U-groeven kunnen niet worden gevlamd; hiervoor is specifiek mechanisch gereedschap nodig, zoals CNC-freesmachines, kantenschaafmachines of gespecialiseerde apparatuur voor het afschuinen van pijpen. Het specificeren van een U-groef voor een winkel die alleen plasmasnijders heeft, zal onmiddellijk leiden tot knelpunten in de productie.
Hoe het ontwerp van afschuiningen de productiekosten beïnvloedt
Lasverbindingen zijn een belangrijke kostenfactor bij zware fabricage. De geometrie van de afschuining bepaalt direct de bewerkingstijd, de hoeveelheid verbruiksmateriaal en de arbeidsuren die nodig zijn om de assemblage te voltooien.
Prepareren van randen: Bewerkingsmethoden incalculeren
De eerste kostenvariabele is het fysiek maken van de afschuining. Eenvoudige hoeken (afschuining en V-groeven) zijn goedkoop te produceren met geautomatiseerd thermisch snijden, terwijl complexe profielen met radii (J- en U-groeven) machinale bewerking vereisen.
Als een engineeringtekening een strikte tolerantie voorschrijft op een aanzetvlak of een J-groefprofiel, moeten de onderdelen vaak door het CNC frezen afdeling voordat ze de lasafdeling bereiken. Dit voegt een volledig aparte bewerking toe aan de offerte.
Verbruik van toevoegmetaal: De kwadratische wet van V-groeven
Vuldraad wordt verkocht per gewicht en hoogwaardige legeringen (zoals 316L roestvast staal of Inconel) hebben een hoge premie. In een standaard V-groef neemt de oppervlakte van de dwarsdoorsnede en het benodigde volume vulmetaal toe met de vierkant van de plaatdikte.
Dit betekent dat bij een verdubbeling van de materiaaldikte het benodigde toevoegmetaal verviervoudigt als de hoek gelijk blijft. Het minimaliseren van de groefhoek zonder de toegang tot de wortels in gevaar te brengen is de meest effectieve manier om de verbruikskosten op dikke platen te beheersen.
Lastijd: Beperkt door neersmeltsnelheden
Het lasvolume dicteert de boogtijd omdat elk lasproces een vaste maximale neersmelt heeft (gemeten in kg/uur). Een grotere afschuining dwingt de werkplaats tot meerpassig lassen.
De kosten van een meervoudige las omvatten niet alleen het neergeslagen metaal, maar ook de vereiste tussentijdse reiniging (slak afbrokkelen, draadborstelen) en het wachten tot het basismetaal is gedaald tot de gespecificeerde tussentijdse temperatuur. Een enkelvoudige las duurt minuten; een zesvoudige las op dezelfde las kan gemakkelijk meer dan een uur duren, alleen al vanwege het thermisch beheer en de reiniging.
Economie van J-groeven: Het break-even punt voor geavanceerd verspanen
Er is een duidelijk break-even punt tussen bewerkingskosten en laskosten. Voor een plaat van 10 mm is het verspillen van geld om een J-groef te maken; een eenvoudige V-groef is sneller en vereist zeer weinig vulmiddel.
Bij een dikte van 25 mm (1 inch) slaat de economie echter om. De hoge aanloopkosten voor het CNC-frezen van een J-groef worden gemakkelijk terugverdiend door de enorme vermindering in het aantal gekochte lasdraden en de bespaarde arbeidsuren in de lascabine. Voor hoog-volume productie van dikwandige drukvaten of zware infrastructuur worden J-groeven zeer kosteneffectief.
Veelvoorkomende ontwerpfouten die kosten en risico's verhogen
Zelfs met een goed begrip van de mechanica van verbindingen, drijven bepaalde ontwerpgewoonten de productiekosten voortdurend op en vergroten ze de kans op herbewerkingen.
Extra grote groefhoeken
Het specificeren van een hoek van 60 graden terwijl 45 graden goed werkt voor de toepassing is een veelgemaakte ontwerpfout. Ontwerpers gaan er vaak van uit dat bredere hoeken een betere toegang tot de wortels en een sterkere verbinding garanderen.
In werkelijkheid zorgt een te grote groef voor een drastische toename van het lasvolume. Dit introduceert onnodige hitte in het onderdeel, wat leidt tot ernstige vervorming en hogere verbruikskosten zonder structurele waarde toe te voegen.
Onnodige volledige penetratie
Het afroepen van Complete Joint Penetration (CJP) op elke dikke plaat is een dure gewoonte. Om CJP te bereiken op een dubbelzijdige verbinding moet er meestal gegutst worden.
Hierbij wordt een koolstofboog gebruikt om de wortel van de eerste las te smelten en uit te blazen voordat de andere kant wordt gelast. Het proces is luid, rommelig en zeer arbeidsintensief.
Als de verbinding niet wordt blootgesteld aan zware cyclische belasting of extreme spanning, is Partial Joint Penetration (PJP) meestal voldoende. PJP slaat de back-gutstap over, vereist minder randvoorbereiding en verkort de totale boogtijd aanzienlijk.
Overmatig lasvolume
Ingenieurs specificeren soms te grote lasprofielen in de veronderstelling dat meer metaal automatisch een sterkere verbinding betekent. Maar een lasverbinding is over het algemeen slechts zo sterk als het basismetaal waarmee het verbonden is.
Door te veel te lassen gaat er alleen maar lasdraad verloren en wordt de assemblage uit de maattolerantie getrokken als gevolg van extreme krimpspanning. Strikte controle van de afschuiningsgeometrie beperkt het lasvolume, waardoor de kosten en vervorming voorspelbaar blijven.
Slechte oppervlaktevoorbereiding
Een perfect bewerkte CNC-afschuining is nutteloos als het oppervlak vervuild is. Walshuid, roest, snijvloeistoffen of laseroxidelagen op de zwaaihaakrand veroorzaken direct poreusheid en slakinsluitsels.
Het uitslijpen van een mislukte las duurt minstens drie keer langer dan het leggen van de oorspronkelijke las.
Operators moeten de afgeschuinde randen mechanisch slijpen tot blank metaal voordat ze de vlamboog raken. Als je in het productieschema geen rekening houdt met deze noodzakelijke reinigingstijd, ben je verzekerd van vertraagde zendingen en mislukte röntgeninspecties.
Vereisten voor inspectie en tekeningen
Om ervoor te zorgen dat een onderdeel efficiënt kan worden gefabriceerd en door de kwaliteitsborging (QA) komt, moet de engineeringintentie duidelijk worden vertaald naar de werkvloer.
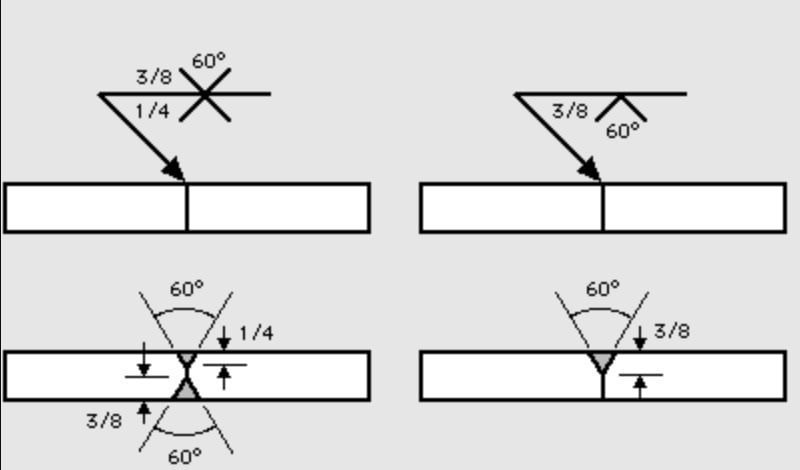
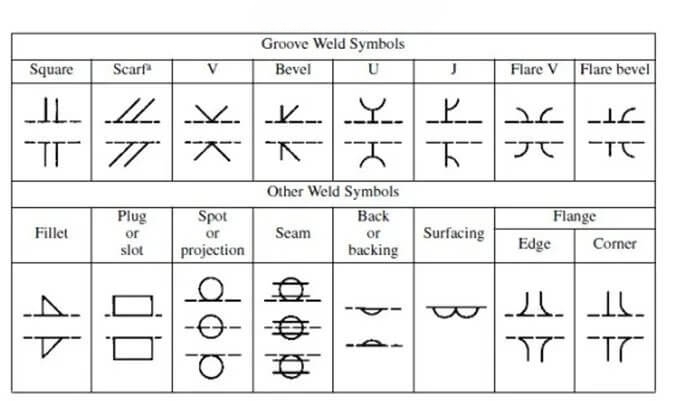
Symbolen voor lassen
Een ontbrekende wortelopening of groefhoek op een tekening dwingt het fabricageteam om te gissen. Dubbelzinnige lassymbolen leiden tot inconsistente randvoorbereiding in verschillende productiecharges.
Op tekeningen moeten de groefhoek, het grondvlak en de grondopening expliciet worden aangegeven met behulp van standaard AWS- of ISO-symbolen. Duidelijke callouts voorkomen communicatiestoringen tussen de engineeringafdeling en de lasafdeling.
Penetratievereisten
Als een las volledig moet versmelten, moet de tekening duidelijk CJP aangeven. De penetratiediepte overlaten aan de lasser is een groot kwaliteitsrisico voor structurele componenten.
Geef voor PJP-verbindingen de exacte vereiste inbranddiepte op. Hierdoor kan de werkplaats de meest kosteneffectieve afschuiningsdiepte en lasprocedure kiezen om aan de vereiste te voldoen.
Visuele inspectie
Kwaliteitscontrole begint voordat de vlamboog wordt aangeslagen. Visuele inspectie (VT) van de passing is essentieel om ervoor te zorgen dat de root gap en het root face voldoen aan de gespecificeerde toleranties.
Als de passing niet consistent is, zal de lasser moeite hebben om de grondlaag onder controle te houden, met het risico op doorbranden of niet smelten. Door de voorbereiding van de afschuining te inspecteren worden bewerkingsfouten opgespoord voordat ze dure lasfouten worden.
Ultrasone en radiografische testen
Verbindingen die worden onderworpen aan ultrasone testen (UT) of radiografische testen (RT) onder AWS- of ASME-codes vereisen een onberispelijke voorbereiding van de randen.
Variaties in de afschuiningshoek of een inconsistent worteloppervlak leiden tot onvolledige fusie. Op een röntgenfilm wordt dit onmiddellijk geregistreerd als een rechte donkere lijn, wat resulteert in een mislukte inspectie.
Bovendien kunnen te steile zijwanden in de afschuining valse reflecties veroorzaken tijdens UT, wat het werk van de inspecteur bemoeilijkt. Het ontwerp van de afschuining moet fysiek geschikt zijn voor de specifieke niet-destructieve testmethoden die nodig zijn voor uiteindelijke QA acceptatie.
Conclusie
Het ontwerp van de afschuining bepaalt rechtstreeks de kosten, sterkte en produceerbaarheid van zware lasverbindingen. Het specificeren van de juiste geometrie houdt het verbruik van toevoegmetaal laag, minimaliseert vervorming en voorkomt dure nabewerkingen.
Als je je plaatwerk of fabricage van zware platen moet optimaliseren, stuur je tekeningen naar Shengen. Ons engineeringteam biedt praktische Design for Manufacturing (DFM)-beoordelingen om de sterkte van verbindingen in balans te brengen met de efficiëntie van massaproductie.
FAQs
Bij welke dikte is een afschuinlas strikt vereist?
Een afschuining is over het algemeen nodig bij het lassen van stalen platen dikker dan 6 mm (1/4 inch). Onder deze dikte kunnen standaard lasprocessen volledige inbranding bereiken op een vierkante stuikverbinding.
Kan ik een laser- of plasmasnijder gebruiken om een J-groef te maken?
Nee. J-groeven en U-groeven vereisen een specifiek gebogen profiel dat niet gemaakt kan worden met thermisch snijden. Ze moeten worden bewerkt met CNC-frezen, kantenschaafmachines of gespecialiseerde mechanische afkantgereedschappen.
Wat is het verschil tussen een afschuining en een afschuining?
Hoewel ze er hetzelfde uitzien, verschillen hun technische doeleinden. Een afschuining wordt speciaal bewerkt om toegang tot de laselektrode mogelijk te maken en de penetratie van de verbinding te garanderen. Een afschuining wordt meestal gebruikt om scherpe randen te breken voor veiligheid, esthetiek of mechanische speling.
Voorkomt een grotere laskanthoek doorbranden?
Nee. Een grotere hoek vergroot juist het risico op doorbranden als het worteloppervlak (het vlakke land aan de onderkant) te dun is. Het beheersen van de afmeting van het wortelvlak en de wortelspleet is de juiste manier om blowouts onderin te beheersen.
Verschilt het afschuinen van Q235 koolstofstaal van 304/316 roestvast staal?
Ja. Q235 koolstofstaal is vergevingsgezind en gemakkelijk te bewerken. Roestvast staalsoorten zoals 304 en 316 hebben de neiging om te verharden tijdens het mechanisch afschuinen en vervormen tijdens het lassen. Voor roestvast staal is het essentieel om het volume van de afschuining zo klein te houden als structureel toelaatbaar is om de warmtetoevoer te beperken en vervorming te voorkomen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

