金属のかじりは、表面上の小さな問題ではありません。ステンレス製ファスナーを固定したり、スライドフィットを損傷したり、生産中に刃先をダメにしたりします。実際の作業では、これはスクラップ、手直し、工具の破損、時間のロスを意味します。
問題は通常、接触面から始まるが、本当のコストは後から現れる。初期のテストでは問題ないように見えた部品も、生産において速度、熱、繰り返しが増加すると、不具合が発生することがあります。だからこそ、カジリは単なる材料の問題ではなく、コントロールの問題として扱われなければならないのです。
この記事では、カジリとは何か、カジリはどのようにして発生するのか、カジリは通常どこで発生するのか、何がカジリを悪化させるのかについて説明します。また、設計上の選択、工程管理、早期警告サインによって、損傷が広がる前に防ぐことができることを示します。
メタル・ギャリングとは?
金属のかじりとは、接着摩耗の一形態である。これは、2つの金属表面が荷重下で擦れ合い、小さな接触点で互いにくっつき、材料が引きちぎられ始めることで起こります。一旦これが始まると、表面は軽い引きずりから大きな損傷へと急速に変化する。
接着剤の摩耗
より硬い材料がより軟らかい材料を引っ掻く研磨摩耗とは異なり、接着摩耗は2つの表面が荷重下で接着するときに起こる。部品が互いに動き続けると、この一時的な結合が切れます。分離によって表面から金属の小片が引き裂かれ、ざらざらした損傷部分が残る。
材料移送
接着剤の摩耗が生じると、破れた材料が一方の部品から他方の部品に移動する。つまり CNC機械加工これは、切削工具のビルトアップエッジ(BUE)として見られることが多い。機械組立では、ボルトのねじ材がナットの内側に付着し、ねじ山形状が変化して摩擦が増加することがある。
表面発作
材料移動が続けば、相手部品間のクリアランスはやがて消失する。摩擦は著しく増大し、しばしば冷間溶接に至る。この段階で、部品は完全に固着する。例えば、焼き付いたネジ継手は、通常、ファスナーを切るか壊すかしないと分解できません。
金属ギャリングの発生メカニズム
カジリは通常、特定の一連の物理的事象の結果として生じる。それは、表面状態、加えられた荷重、関係する金属の特性に大きく依存する。
酸化物の分解
304や316のステンレス鋼やアルミニウム合金のような多くの金属は、表面保護のために薄い自然酸化物層に依存している。通常の条件下では、この不動態層が金属同士の直接接触を防ぐ。しかし、高い接触圧力と摺動摩擦が組み合わさると、この酸化皮膜が破壊され、その下にあるむき出しの反応性金属が露出することがある。
実質接触面積
精密機械加工された表面でさえ、アスペリティと呼ばれる微細な山と谷で構成されている。2つの部品が嵌合するとき、実際の接触面積はこの微細な山部に限られる。接触面積が非常に小さいため、加えられる荷重が集中し、アスペリティに極めて高い局所的な圧力がかかる。
摩擦熱
これらの微細なピークが互いに摺動することで発生する摩擦が局所的な熱を生み出します。このプロセスは、特にファスナーが空気圧または電動工具で高速で駆動される場合、速度が増加すると急速に加速されます。
チタングレード5やオーステナイト系ステンレス鋼のような熱伝導率の悪い金属は、この熱を素早く放散することができない。この局所的な温度上昇は、表面ピークを軟化させ、塑性変形や接合の影響を受けやすくする。
現地溶接
むき出しの加熱された金属表面を高い局所圧力で押し付けると、2つの部品の間に原子結合が形成される。摺動運動が続くと、2つの材料のうち弱い方が降伏し、裂ける。これがカジリサイクルの始まりであり、通常、操作が継続するほどカジリは深刻になる。
ギャリングが生産に現れるのは?
ギャリングはどこでも起こるわけではない。高圧と連続的な接触が避けられない特定の機械的相互作用を対象としています。現場のどこを見ればよいかを知っていれば、生産が止まる前に問題を予測することができます。
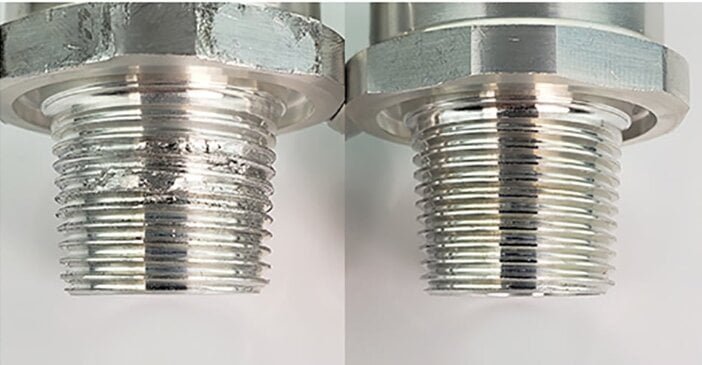
ねじ込み式ファスナー
特にステンレス鋼やチタン製のねじ継手は、その影響を非常に受けやすい。ボルトがナットに打ち込まれる際、ねじ山の側面には莫大な摺動圧力がかかります。乾燥した状態で組み立てられたり、高速で運転されたりすると、ねじ山はすぐに冷間溶接され、締結部品は永久に固定されます。
スライディングフィット
ブッシュ内を摺動するシャフトや油圧シリンダーのロッドなど、直線運動用に設計された部品は、非常に狭いクリアランスで動作します。摺動が繰り返されると、表面の保護オイルが時間とともに除去されます。サイド荷重がかかった状態でベースメタルが直接接触すると、かじりによってシャフトに傷がつき、直ちにシールの完全性が損なわれます。
CNC切断コンタクト
フライス加工や旋盤加工では、工具の刃先が常に被削材を剪断します。6061アルミニウムや304ステンレス鋼のようなガミー材を加工する場合、切り屑はしばしば超硬工具に直接溶着します。このビルドアップエッジ(BUE)が工具形状を変化させ、部品の仕上げ面精度が悪くなり、工具が急速に破損します。
スタンピングとフォーミング・コンタクト
で 板金加工この場合、鋼鉄製または超硬製の金型に素地の金属をプレスするため、重いトン数が適用される。適切なバリアがないと、シートメタルは金型表面に微細な付着物を残す。そのため 足踏み このような材料の蓄積が続くと、後続のすべての部品にカジリやキズが生じます。これらのカジリ跡を磨くために順送金型を抜くと、プレス時間を4~8時間失うことになります。
ギャリングのリスクを高めるものは何か?
ある種の使用条件は、接着剤摩耗の触媒として作用します。カジリが繰り返し発生する場合は、これらの変数の1つ以上が制御不能になっている可能性があります。
類似金属ペア
同じ原子構造の金属は結合しやすい。オーステナイト系ステンレス鋼ボルト(304など)と同グレードのナットの組み合わせは、焼き付きの最も一般的な原因です。同じ格子構造をしているため、圧力がかかると急速に融合する。
接触圧力
高荷重がかかると、表面の微細な山が互いに押し潰される。組み立てでは、ボルトを締めすぎると過大な圧力が発生します。機械加工では、工具のクリアランスが十分でないまま送り速度を上げると、材料が耐えられる範囲を超えて接触圧力が急上昇します。
潤滑不良
潤滑剤は、金属表面間の物理的バリアとして機能する。カジリは、潤滑剤が必要な定格圧力を満たさないために接触ゾーンから押し出されたり、高温の使用により蒸発したりすることで発生します。
表面状態
表面仕上げは摩耗に直接影響する。非常に粗い表面には高いアスペリティがあり、激しくぶつかり合う。しかし、あまりにも滑らかに研磨された表面には、オイルやグリースを保持するのに必要な微細な谷がないため、乾燥した接触と即時の結合につながります。

設計の選択はいかにリスクを軽減するか?
カジリを防止する最も確実な方法は、エンジニアリングの段階で対処することです。CAD図面や部品表(BOM)の小さな変更で、組立ラインでの手戻りを何時間も省くことができます。
素材ペアリング
冷間溶接の原因となる原子結合を防ぐには、異種金属で接合部を設計するのが効果的です。304ステンレスボルトに標準的な真鍮ナットを組み合わせるのが一般的ですが、高負荷の用途ではより特殊な選択が必要になります。アルミニウム青銅や、ニトロニック60のような専用の耐ギャリング合金にアップグレードすることは、通常、頻繁な分解が必須となる重要なシステムに使用されます。
硬度の違い
嵌合部品間に硬度差を設けることで、軟らかい材料が硬い表面に溶着することなく、予測通りに降伏するようになります。標準的な工学ルールは、少なくとも50ブリネル(HB)または同等のロックウェル値の硬度差を設計することです。この方法は、アセンブリの機械的要件によって異なりますが、摺動シャフトや摩耗プレートには非常に効果的です。
表面仕上げ
適切な表面粗さを指定することは、潤滑油の保持に効果的である。摺動ステンレス鋼部品に鏡面仕上げ (Ra < 0.4 µm)を指定することは、原子結合のための完全な真空のような環境を作り出すため、設計上の間違いであることが多い。代わりに、エンジニアは、極圧 (EP)グリースを保持する微細なポケットを作るために、制御された粗さ (Ra 1.6~3.2 µmなど)を指定すべきである。
コーティングとトリートメント
サーフェスエンジニアリングは、ベースメタル間に硬質な防錆層を追加します。スタンピング金型に窒化チタン(TiN)PVDコーティングを施すと、最初の金型見積もりは高くなるかもしれません。それでも、金型研磨のダウンタイムをなくすことで、量産時の費用対効果は高くなります。金型 ファスナー黒染め仕上げや二硫化モリブデンのようなドライフィルム潤滑剤を指定すれば、優れた永久バリアが得られる。

工程管理がギャリングに与える影響
完璧な設計も、製造現場での実行が悪ければ、やはり失敗する。いったん部品がアクティブな製造に入ると、カジリを防ぐには、オペレーター、プログラマー、技術者がいかに物理的環境をコントロールするかにかかっている。
工具刃先の状態
鈍いCNC切削工具は、材料を剪断する代わりに摩擦を引き起こし、即座に局所的な熱を急上昇させます。工具の保護PVDコーティングが摩耗すると、露出した超硬合金は、裸の金属を溶接するための完璧な表面となります。
機械加工者は、リスクの高い合金を切削する場合、工具の摩耗を厳密に監視する必要があります。超硬チップは、予想寿命の80%で交換するのが一般的で、軟質アルミニウムやチタンのような材料では、突発的なビルドアップエッジ(BUE)を防ぐために使用される。
潤滑戦略
クーラントは温度制御のためだけでなく、物理的、油圧的な障壁を提供します。CNC加工では、切削ゾーンに正確に向けられた高圧クーラント(例えば、1,000 PSI)は、切りくずが工具に溶着する前に、切りくずを吹き飛ばすのに効果的です。
高リスク合金の場合、単にクーラントを塗布するだけでは不十分で、機械工はクーラント濃度を高め、多くの場合、Brixレベルを10%~15%に押し上げ、潤滑性を最大にする必要があります。板金プレスの場合、オペレーターは硫黄や塩素のような極圧(EP)添加剤を含む延伸コンパウンドを使用しなければなりません。
トルク制御
ステンレス鋼製金物にとって、電動工具は大敵です。空圧または電動インパクトドライバーの高回転は、瞬時に摩擦熱を発生させ、ファスナーが完全に固定される前に接合部が焼き付くことを保証します。
組立ラインでは、校正されたトルクレンチを義務付け、取り付け速度を100RPM以下に制限すべきである。正確な制限速度はねじピッチと直径によって異なるが、ゆっくりとした連続的な動きは、酸化皮膜が急激に破壊されるのを防ぐ。
ダイ・コンディション
磨き上げられたスタンピング金型やプレスブレーキ金型は、それだけではきれいな状態を保つことはできません。製造業者は厳しいメンテナンス・スケジュールを実施し、手作業でエスカレートする前に、微細な金属ピックアップを検査・除去しなければならない。
微小溶接を早期に発見し、研磨することで、品質を犠牲にすることなく生産を継続することができます。目に見えて傷のついた部品を生産し始めるまで金型を稼働させると、高価な工具鋼に不可逆的な傷をつけ、工具の全交換が必要になることがあります。
なぜギャリングが悪化するのか?
プロトタイプはすべての検査に合格しても、500個目の生産部品が致命的な不具合を起こすかもしれない。少量プロトタイプから大量生産への移行は、主要なリスク要因として熱力学を導入する。
サイクルタイム
プロトタイピングでは、オペレーターが最初の成形品を測定している間、機械はアイドル状態になり、システムが自然に冷却されます。ワークピース、切削工具、治具には、熱を逃がすための十分な回復時間があります。
大量生産では、生産量を最大化するため、サイクルタイムは積極的に圧縮される。この容赦ないペースは、熱回復ウィンドウを排除し、シフトが進むにつれて部品が継続的に温度上昇にさらされることを意味する。
熱の蓄積
サイクルタイムが低下すると、潜熱が加工 環境全体を飽和させる。304または316ステンレ スを加工する場合、この熱飽和により、材料は工具より先に瞬時に加工硬化する。
10個の部品で完璧に機能していたものが、突然硬化した表面に直面し、50個の部品で工具の急速な摩耗と深刻なかじりを引き起こします。同様に、チタン・グレード5を連続シフトで使用すると、接触部が材料の冷間溶接温度閾値を超えます。
度重なる接触
カジリは、単発的なものではなく、累積的なプロセスです。最初のプレス・サイクルで曲げ金型に残った304ステンレス鋼の微細な斑点は、将来の材料蓄積の焦点として機能します。
100サイクル目になると、その微小な斑点はシートを通過するたびに、より多くの材料を蓄積していく。それはすぐに硬いギザギザの塊に成長し、その後に続くすべてのシートに深い溝を刻む。 シートメタル・エンクロージャー.
プロセス監視
閉ざされた機械の扉の向こうでは、カジリはミリ秒単位で発生するため、大量生産では目視チェックだけに頼ることはできません。現代の製造業では、このような目に見えない不具合を検出するために、自動化されたスピンドル負荷監視に依存しています。
スピンドル電流の急激な上昇を検出した場合、機械が一時停止するように設定することは、BUEが形成されるミリ秒を正確に捉えるために有効です。この自動介入により、高価で複雑な部品が、かじられたエンドミルによって破壊されるのを防ぐことができます。
ギャリング早期発見法?
品質管理の目標は、接着剤の磨耗がバッチ全体をダメにしたり、製造装置を損傷したりする前に、部品番号1でキャッチすることである。
サーフェス・スコアリング
オペレーターは、摺動面に「つや消し」やかすかな曇りのような方向性の傷を探すよう訓練されるべきである。これらの微妙な視覚的な手がかりは、深く破壊的なかじりの直接的な前兆である。
工程内検査で表面粗さ(Ra)のわずかな偏差を捉えることで、後の致命的な現場での不具合を防ぐことができる。部品が公差から完全に外れてしまう前に、工具の交換や潤滑の調整を行うことができます。
スレッド・ドラッグ
組立技術者は、内ねじの目視チェックだけに頼ることはできない。QCのオペレーターは、ねじの走行中にGo/No-Goゲージを頻繁に使用する必要がある。Go "ゲージが、標準的な指の力以上の力を必要とする場合、微細なかじりがすでにピッチ径を歪ませ始めている。
組立ラインでは、手作業による感覚も同様に重要である。技術者が「ねじ山の引きずり」を感じた場合、つまり、ナットがシャフトの半分までしか入っていない状態でレンチを必要とする場合、すでにガーリングが始まっており、工程は直ちに停止しなければならない。
材料の蓄積
シフトチェンジでは、スタンピングダイ、ベンディングブレーキ、ワークホールドジョーの物理的な検査が必要です。しかし、これらの明るい金属表面を目視で検査するだけでは、工場照明の下では不十分なことが多い。
硬く盛り上がった微小うねりを見つけるには、通常、素手か柔らかい真鍮製のスクレーパーをツーリングの上で滑らせる。このような目に見えない凸凹を早期に発見し除去することで、次のシフトでの不良部品の発生を防ぐことができる。
リワーク制限
エンジニアとオペレーターは、損切りのタイミングを知らなければならない。ステンレスのファスナーが焼き付いた場合、さらにトルクをかけるとボルトが折れるか、メインハウジングの内部ねじ山が剥がれる。
このような場合、即座に作業を中断し、$5ボルトを廃棄する方が、量的に費用対効果が高くなる。高価なカスタムブロックのネジ山をドリルやタップで削るために機械工にお金を払うよりも、ハードウェアを交換した方が常に安上がりなのです。
結論
金属のかじりは、表面上の小さな問題ではありません。ねじ山を傷つけ、接触面を台無しにし、工具の寿命を縮め、安定した仕事を手直しや遅れに変えてしまいます。ほとんどの場合、問題は1つのミスだけで発生するものではありません。間違った材料ペア、弱い潤滑、不十分な表面管理、あるいは生産が速くなるにつれて不安定になるプロセスなどが原因です。
カジリに対処する最善の方法は、ダメージが始まる前にそれをコントロールすることです。つまり、接触状態を早期に確認し、材料と仕上げの選択をチェックし、プロトタイプからバッチ生産まで生産工程が安定していることを確認することです。
ステンレス・スチール製ファスナー、スライディング・メタル部品、CNC機械加工、シート・メタル成形を伴うプロジェクトでは、生産開始前にカジリ・リスクをチェックする価値がある。 私達にあなたのデッサンかサンプルを送って下さいそして、スクラップや工具の損傷、組み立ての失敗につながる前に、当社のエンジニアリング・チームが接点、材料の組み合わせ、工程のリスクを検討することができます。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



