Dans la fabrication de tôles, le soudage par points et le soudage par points sont souvent utilisés dans la même chaîne de production, mais ils résolvent des problèmes de fabrication complètement différents.
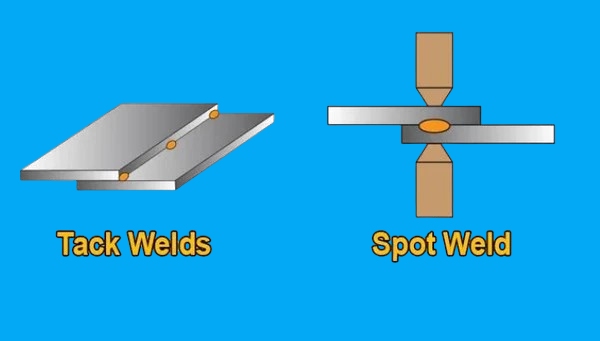
Les soudures par points sont des points de fusion temporaires, non structurels, conçus uniquement pour maintenir l'alignement de l'assemblage avant le soudage final. En revanche, les soudures par points sont des joints structurels permanents et très résistants, formés par résistance et pression, spécialement conçus pour fusionner des tôles qui se chevauchent sans matériau d'apport.
Le choix d'un processus inadapté à votre étape de production a un impact direct sur les coûts d'outillage, les temps de cycle et la qualité finale des pièces. Voici une analyse pratique, en atelier, du fonctionnement de ces deux processus et de leur place dans votre flux de production.
Pourquoi la soudure par points et la soudure par points sont souvent confondues?
En apparence, les deux procédés créent de petites connexions localisées plutôt que des joints continus. Cette similitude visuelle est souvent source de confusion lors des phases de conception et d'approvisionnement. Cependant, leurs fonctions d'ingénierie et les principes physiques qui les régissent sont totalement différents.
Points de soudure localisés
Pour un œil non averti, les deux procédés se traduisent par des "points" isolés qui maintiennent ensemble deux pièces de métal. A point de soudure Il s'agit généralement d'une brève impulsion d'un procédé de soudage à l'arc traditionnel (comme le TIG ou le MIG), qui dépose une petite quantité de métal d'apport sur la surface.
UN soudure par pointsLe soudage par résistance utilise des électrodes de cuivre pour serrer le métal et faire passer un courant élevé à travers lui. Les feuilles sont ainsi fondues de l'intérieur vers l'extérieur. Les deux procédés laissent une petite empreinte, mais les mécanismes qui les sous-tendent ne se chevauchent pas.
Adhésion temporaire ou permanente
Il s'agit là d'une différence fondamentale d'objectif. Une soudure d'assemblage est strictement temporaire. Sa seule fonction est d'empêcher les composants de se déplacer avant l'application de la soudure structurelle finale.
À l'inverse, la soudure par points est l'opération finale. Une fois que les électrodes de cuivre se détachent, le joint est permanent et conçu pour supporter la charge structurelle dictée par le dessin technique.
Processus d'assemblage
Ces deux procédés se situent à des stades totalement différents de la fabrication. Le soudage par points fait partie de la phase d'assemblage. Il s'agit d'une étape intermédiaire au cours de laquelle les monteurs verrouillent la géométrie d'un châssis ou d'un cadre complexe avant de l'envoyer dans une cabine de soudage.
Le soudage par points est une opération dédiée aux cellules d'assemblage. Les pièces entrent dans un poste de soudage par points, sont soudées instantanément et passent immédiatement à la finition ou à l'expédition.
Pourquoi la soudure par points contrôle la précision de l'assemblage?
Lorsqu'il s'agit de enceintes en tôle ou cadres structurelsLa chaleur est l'ennemie de la précision dimensionnelle. Le soudage par points constitue la première défense mécanique contre la distorsion thermique au cours de la phase de soudage principale.
Espacement des brides
Les punaises doivent être placées à des endroits stratégiques pour éviter le gauchissement. Si les punaises sont trop éloignées les unes des autres, la chaleur de la soudure continue principale provoquera un gauchissement ou un pliage de la tôle entre les points.
La règle d'atelier standard consiste à espacer les clous en fonction de l'épaisseur du matériau et de l'apport total de chaleur prévu pour le cordon final. Cela permet de s'assurer que le joint reste rigide pendant toute la durée du cycle de chauffage et de refroidissement.
Alignement des écarts
L'ajustement parfait est extrêmement rare dans le monde réel de la fabrication. Le soudage par points permet aux opérateurs de pousser, de tirer et de serrer manuellement des composants légèrement déformés dans des limites de tolérance strictes, en verrouillant l'espace à la racine.
Cet alignement manuel garantit une pénétration uniforme de la soudure principale. Il empêche l'arc de brûler à travers de larges espaces ou de ne pas fusionner des coins serrés et mal alignés.
Contrôle de la distorsion
Lorsque vous déposez un long cordon de soudure continu, le métal se dilate rapidement, puis se rétracte en refroidissant, ce qui entraîne un déséquilibre de l'assemblage.
En réalisant d'abord de petites soudures par points à basse température aux jonctions critiques, vous créez un squelette rigide. La géométrie est ainsi verrouillée, ce qui oblige le matériau à résister à ses propres contraintes thermiques internes lors du soudage final.
Transfert de défauts
Une réalité cruciale dans l'atelier est qu'un mauvais point de soudure ruine une bonne soudure. Comme les soudures d'agrafage sont généralement consommées (fondues) par le cordon de soudure final, tout défaut dans la soudure d'agrafage - comme une porosité, un recouvrement à froid ou un laitier piégé - se transfère directement dans le joint final.
Par conséquent, une fabrication de haute qualité exige que les points d'ancrage soient exécutés avec le même contrôle des paramètres que la soudure primaire. Souvent, elles doivent être meulées jusqu'à l'obtention d'un métal propre avant le début de la dernière passe.
Dépendance à l'égard des montages
L'outillage sur mesure et les gabarits de serrage robustes sont coûteux et prennent des semaines à usiner. Le soudage par points réduit considérablement la nécessité d'un outillage complexe et spécialisé.
Un fabricant compétent peut utiliser des pinces modulaires standard pour maintenir les pièces, poser quelques punaises bien placées et retirer immédiatement les pinces. L'assemblage fixé fait alors office de fixation propre, libérant l'espace de travail et accélérant le cycle de prototypage.
Pourquoi le soudage par points convient-il à la production de grandes quantités? ?
Alors que le soudage par points est le héros des ajustements personnalisés, le soudage par points est le moteur incontesté de la fabrication en série. Il supprime les variables manuelles du soudage à l'arc et les remplace par la vitesse, la cohérence et des temps de cycle hautement reproductibles.
Formation de Weld Nugget
Le soudage par points ne fait pas appel à un arc électrique externe ou à un fil d'apport. Il utilise plutôt la résistance électrique naturelle de la tôle elle-même. Un courant élevé est envoyé à travers des électrodes en cuivre qui serrent les pièces, générant une chaleur intense qui fait fondre le métal de l'intérieur vers l'extérieur.
Cela crée une pépite de soudure interne qui fusionne les tôles sous la surface. La fusion étant entièrement confinée et pressurisée, le processus est incroyablement rapide - il ne prend généralement que 0,1 à 0,5 seconde par soudure - et ne nécessite absolument aucun gaz de protection ou matériau d'apport.
Soudage robotisé
Les mécanismes du soudage par points le rendent exceptionnellement facile à automatiser. Qu'il s'agisse d'une soudeuse à piédestal fixe ou d'un bras robotisé à 6 axes, la machine n'a qu'à serrer, appliquer le courant et relâcher.
Il n'est donc pas nécessaire de recourir à des angles de torche ou à des vitesses de déplacement complexes, comme c'est le cas pour le soudage à l'arc robotisé. En la fabrication de tôles en grande sérieUne cellule de soudage par points robotisée peut réaliser des centaines de joints structuraux fiables par minute, ce qui est nettement supérieur à l'assemblage manuel.
Coût marginal des pièces
Une fois amorties les dépenses d'investissement initiales pour l'équipement de soudage par points et les fixations, le coût marginal par pièce chute à près de zéro. Vous ne payez essentiellement que l'électricité et le temps passé par l'opérateur à charger et décharger la machine.
Comme il n'y a pas de consommables coûteux - gaz argon, tungstène ou bobines de fil de soudure - le soudage par points est la méthode d'assemblage la plus rentable pour les séries de production continues dépassant les milliers d'unités.
Usure des électrodes
Cependant, le soudage par points n'est pas entièrement exempt de coûts de maintenance. Le principal consommable de l'atelier est l'électrode de cuivre elle-même. Sous l'effet de la chaleur et de la pression, les pointes de cuivre finissent par s'aplatir (champignon) ou par être contaminées par la pièce à souder.
L'usure de l'électrode modifie la zone de contact, ce qui réduit la densité du courant et entraîne la formation de pépites de soudure faibles et de taille insuffisante. Pour maintenir la qualité, les opérateurs doivent régulièrement interrompre la production pour l'habillage des électrodes (remise en forme des pointes), ce qui doit être pris en compte dans le calcul du temps de cycle.
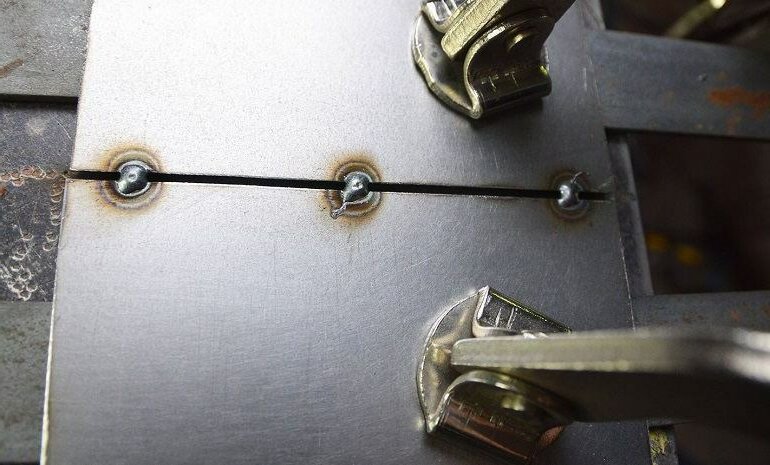
Indentation de la surface
Une caractéristique physique déterminante du soudage par points est l'empreinte superficielle, ou "fossette", laissée par la pression de serrage des électrodes. Bien que structurellement saine, cette marque est très visible à l'extérieur du métal.
Si le composant nécessite une finition cosmétique impeccable - connue sous le nom de surface A sur les boîtiers ou les appareils électroménagers - ces indentations nécessiteront un ponçage et un remplissage secondaires. Pour les panneaux visibles, les ingénieurs doivent mettre en balance la rapidité du soudage par points et le surcroît de travail lié à la finition de la surface.

Soudure par points et soudure par points en production
Lorsqu'un produit passe de la phase de prototype à celle de la production, les ingénieurs doivent évaluer l'impact de la méthode d'assemblage choisie sur l'intégrité structurelle et le flux de travail dans l'atelier. Comprendre les limites strictes des deux processus permet d'éviter des reconceptions coûteuses et des goulets d'étranglement au niveau de l'assemblage.
Exigences en matière de géométrie des joints (DFM)
Il s'agit de la contrainte de conception la plus importante. Le soudage par points est géométriquement flexible ; un soudeur peut assembler des joints d'about, des joints d'angle ou des joints d'angle avec facilité.
Le soudage par points est toutefois strictement limité aux joints de recouvrement (où deux tôles se chevauchent). Si un ingénieur a l'intention d'utiliser le soudage par points pour une enceinte, le modèle plat de la tôle doit être conçu avec des rebords qui se chevauchent pour accueillir les électrodes.
DFM Pro Tip : Lors de la conception de brides pour le soudage robotisé par points, il faut toujours prévoir une largeur de bride minimale de 2 à 3 fois le diamètre du grain de soudure par points. Cela permet d'avoir une distance suffisante entre les bords pour éviter que le métal en fusion ne soit projeté sur le côté de la bride.
Solidité des articulations
Une soudure par points est intentionnellement conçue pour être faible ; elle a seulement besoin d'une résistance à la traction suffisante pour supporter la manipulation et les contraintes thermiques avant que la soudure finale ne soit achevée. Il ne s'agit pas d'un joint structurel et il cédera sous l'effet d'une charge ou d'une vibration continue.
Une soudure par points, en revanche, est un assemblage permanent et porteur. Lorsqu'il est correctement exécuté, un joint soudé par points est souvent plus résistant que le métal de base qui l'entoure. Lors d'un essai de pelage destructif, la tôle doit se déchirer avant que le point de soudure ne se brise.
Limites d'épaisseur des matériaux
Le soudage par points est un outil universel. Parce qu'il utilise des procédés de soudage à l'arc standard (TIG/MIG), un soudeur qualifié peut assembler n'importe quoi, de la tôle ultrafine aux supports structurels massifs de plusieurs pouces d'épaisseur, en ajustant simplement l'ampérage de la machine.
Le soudage par points est strictement limité aux matériaux de faible épaisseur, généralement entre 0,5 et 3,0 mm (24 à 11). Si le métal est plus épais que 3,0 mm, l'équipement standard ne peut pas générer suffisamment de chaleur de résistance localisée pour faire fondre une pépite interne cohérente avant que les électrodes de cuivre ne surchauffent.
Difficulté à retravailler
Les erreurs se produisent dans l'atelier et les retouches sont une réalité de la fabrication. Une soudure par points mal placée est relativement facile à réparer. Un opérateur peut rapidement couper la petite soudure à l'aide d'une meuleuse d'angle, séparer les pièces et les réaligner sans détruire le matériau de base.
Une soudure par points mal placée est un problème destructeur. Pour séparer des tôles soudées par points, vous devez physiquement percer l'ensemble du point de soudure à l'aide d'un foret spécialisé pour les soudures par points. Cette opération laisse un trou permanent dans l'une des tôles, ce qui entraîne souvent la mise au rebut de la pièce et l'augmentation des déchets de matériaux.
Limites des matériaux dans le soudage par points et par points
Tous les métaux ne se comportent pas de la même manière sous l'effet d'un arc électrique ou entre des électrodes de cuivre. La science des matériaux dicte quel processus se déroulera sans problème dans l'atelier et quel processus causera d'interminables problèmes de qualité.
Acier inoxydable
L'acier inoxydable (comme les qualités 304 et 316) est excellent pour les deux procédés. Pour le soudage par points, il nécessite un ampérage moins élevé que l'acier au carbone standard pour obtenir une flaque fluide.
Pour le soudage par points, la faible conductivité thermique et électrique naturelle de l'acier inoxydable est un avantage considérable. Le matériau emprisonne la chaleur de résistance exactement entre les électrodes, formant des points de soudure robustes et hautement reproductibles avec des exigences de courant plus faibles.
Acier galvanisé
La couche de zinc sur l'acier galvanisé est un cauchemar pour le soudage par résistance par points. Le zinc fond à une température beaucoup plus basse que l'acier, ce qui recouvre et contamine agressivement les électrodes de cuivre (en s'alliant avec le cuivre pour former du laiton). Cela nécessite un dressage constant de la pointe et des courants de soudage nettement plus élevés.
Le soudage par points de l'acier galvanisé est plus facile du point de vue de l'équipement, mais il présente de graves risques pour la santé et la sécurité. L'arc électrique vaporise instantanément le revêtement de zinc, créant des fumées toxiques. Les soudeurs doivent meuler énergiquement le zinc avant de procéder au soudage par points afin de garantir un espace propre entre les racines et d'éviter toute porosité.
Alliages d'aluminium
L'aluminium possède une conductivité thermique et électrique extrêmement élevée. Cela signifie qu'il dissipe agressivement la chaleur loin de la zone de soudure. Pour réussir à souder l'aluminium par points, les fabricants ont besoin de machines massives et coûteuses capables de fournir des pointes de courant extrêmement élevées pour faire fondre le métal avant que la chaleur ne s'échappe.
Le soudage par points de l'aluminium est une pratique courante dans la fabrication sur mesure, généralement réalisée à l'aide d'un poste de soudage TIG à courant alternatif. Toutefois, il faut un opérateur hautement qualifié pour gérer l'apport de chaleur et percer la couche extérieure résistante d'oxyde d'aluminium sans faire fondre la fine couche de métal de base.
DFM Pro Tip : Si le soudage par points de l'aluminium est strictement nécessaire pour votre production de masse, assurez-vous que votre partenaire de fabrication utilise un équipement doté d'onduleurs à courant continu à moyenne fréquence (MFDC). Les soudeurs par points à courant alternatif standard ont du mal à surmonter la conductivité de l'aluminium de manière cohérente.
Jauge fine et sections épaisses
Pour les matériaux d'une épaisseur inférieure à 1,0 mm, le soudage par points est le meilleur choix. La pression de serrage et la chaleur interne instantanée empêchent le métal d'exploser, ce qui en fait la norme pour les boîtiers à grand volume. Le soudage par points de métaux ultraminces est très risqué, car une fraction de seconde d'arc peut provoquer une brûlure instantanée.
Inversement, pour tout ce qui dépasse 3,0 mm, le soudage par points n'est pas viable. C'est là que le soudage par points est obligatoire. Les supports lourds et les composants structurels du châssis doivent être alignés et soudés à l'aide d'une soudure MIG ou d'une soudure en bâton à fort ampérage afin de garantir une pénétration profonde.
Sélection des procédés à différents stades de la production
Le choix entre le soudage par points et le soudage par points n'est pas seulement une décision technique, c'est une décision liée au cycle de vie. Lorsqu'un produit passe de l'esquisse sur une serviette de table à l'usine, la méthode d'assemblage optimale change en fonction de vos besoins en volume et de votre budget d'outillage.
Production de prototypes
Au cours de la phase initiale de prototypage, le soudage par points est le choix standard. Les conceptions techniques sont fluides, les tolérances sont testées physiquement et les pièces sont souvent ajustées à la main dans l'atelier.
Le soudage par points ne nécessitant pas d'outillage personnalisé, un fabricant peut rapidement assembler des pièces découpées au laser à l'aide de composants modulaires standard et déclencher un arc électrique. Si un défaut de conception est découvert, les points de soudure peuvent être coupés immédiatement, ce qui minimise les rebuts et les goulets d'étranglement en matière d'ingénierie.
Développement de l'IPN
L'étape de l'introduction d'un nouveau produit (NPI) est celle où vous validez les flux de fabrication. Si l'objectif final est le soudage par points en grande quantité, l'étape NPI doit être utilisée pour tester l'outillage souple et l'alignement des brides.
C'est à ce stade que de nombreuses équipes d'ingénieurs commettent une erreur grave. Si vous ne concevez pas de brides de chevauchement pour le soudage par points à ce stade, le projet se heurtera à un mur. La mise à l'échelle sans ces considérations de DFM (conception pour la fabrication) entraîne des révisions de dessins coûteuses, des lancements de produits retardés et le coût élevé du réusinage des matrices d'emboutissage.
Transition vers la production de masse
Lorsque la production passe de centaines à des milliers d'unités, le soudage manuel par points devient un goulot d'étranglement rédhibitoire. C'est le point de transition où l'approvisionnement justifie le coût des fixations pneumatiques dédiées, en échange d'investissements initiaux dans l'outillage pour des réductions drastiques du temps d'assemblage.
Les dessins doivent être strictement finalisés pour convertir les joints d'angle ou de bout à bout traditionnels en joints à recouvrement avec des brides de soudage par points désignées, ce qui permet de confier le processus d'assemblage à des stations automatisées.
Lignes d'assemblage robotisées
Dans la production de masse, le soudage par points robotisé domine. Les robots à six axes équipés de pistolets de soudage servocommandés peuvent réaliser des joints internes cohérents à raison d'une soudure par seconde, 24 heures sur 24 et 7 jours sur 7, sans fatigue pour l'opérateur.
À ce niveau, le soudage par points est complètement éliminé du flux de travail. Au lieu de cela, des matrices d'emboutissage de haute précision et des dispositifs d'emboîtement robustes maintiennent les pièces de tôle dans un alignement parfait pendant que le robot effectue rapidement les soudures par points.
Comparaison des capacités de traitement
Pour aider vos équipes d'approvisionnement et d'ingénierie à faire le bon choix en un coup d'œil, les capacités techniques et économiques des deux procédés sont résumées ci-dessous.
| Vecteur de capacité | Soudage par points (à l'arc) | Soudage par points (par résistance) |
|---|---|---|
| Nature du processus | Ajustement temporaire / maintien de l'alignement | Connexion structurelle permanente |
| Gamme d'épaisseur | Pratiquement illimité (de 0,5 mm à des plaques lourdes) | Limite stricte : 0,5mm à 3,0mm (24 à 11 Gauge) |
| Niveau d'automatisation | Très manuel ; difficile à automatiser | Extrêmement élevé ; optimisé pour la robotique |
| Coût marginal | Coût élevé de la main-d'œuvre par soudure ; nécessite des consommables | Coût par soudure proche de zéro ; coût initial de la machine élevé |
| Impact cosmétique | Cordon de soudure superficiel ; nécessite un meulage s'il est visible | Laisse une indentation/dimple circulaire |
| Exigences en matière d'outillage | Minimal ; pinces modulaires standard | Obligatoire ; nécessite des brides de chevauchement et des fixations sur mesure |
Conclusion
L'optimisation de la rentabilité de la fabrication de tôles se résume à un simple équilibre entre le volume, l'épaisseur du matériau et l'intention structurelle.
Choisissez le soudage par points lorsque vous traitez des prototypes de faible volume, des cadres structurels épais ou des géométries complexes qui nécessitent un alignement manuel et une flexibilité extrême. Choisissez le soudage par points pour la fabrication de boîtiers en tôle de grand volume, de composants automobiles ou d'assemblages de faible épaisseur pour lesquels il est essentiel de minimiser le temps de cycle et le coût marginal de la pièce.
Besoin d'aide pour évaluer votre projet de tôlerie ?
Que vous ayez besoin d'un prototypage rapide avec une soudure par points flexible ou que vous soyez prêt à passer à une production automatisée de soudure par points, un examen DFM approprié permet de gagner du temps et d'économiser du capital. Soumettez vos fichiers CAO dès aujourd'huiet laissez nos ingénieurs chevronnés analyser les structures de vos joints afin de trouver la méthode de fabrication la plus rentable pour votre prochain projet.
FAQ
Une soudure par points peut-elle devenir permanente ?
Non, une soudure d'assemblage isolée ne doit jamais être considérée comme un joint structurel permanent. Sa fonction est purement temporaire.
Le soudage par points est-il plus résistant que le soudage par points ?
Oui, une soudure par points correctement exécutée est exponentiellement plus solide qu'une soudure par points. Une soudure par points crée un point de fusion interne sous pression entre deux feuilles de métal.
Pourquoi le soudage par points laisse-t-il des traces ?
Le soudage par points laisse une petite dépression circulaire car le processus nécessite une force de serrage pneumatique intense combinée à une fusion localisée.
L'aluminium peut-il être soudé par points ?
Oui, mais cela nécessite un équipement hautement spécialisé. L'aluminium a une conductivité électrique et thermique exceptionnellement élevée, ce qui signifie qu'il perd de la chaleur presque aussi vite que vous l'appliquez.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
