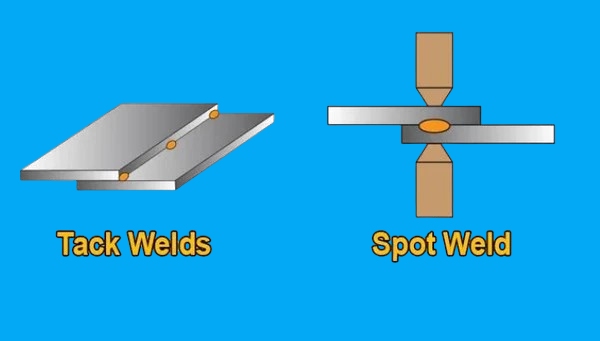
En la fabricación de chapa metálica, la soldadura por puntos y la soldadura por tachuelas se utilizan a menudo en la misma línea de producción, pero resuelven problemas de fabricación completamente distintos.
Las soldaduras por puntos son puntos de fusión temporales, no estructurales, diseñados únicamente para mantener la alineación del conjunto antes de la soldadura final. Por el contrario, las soldaduras por puntos son uniones estructurales permanentes de alta resistencia formadas mediante resistencia y presión, diseñadas específicamente para fusionar chapas superpuestas sin material de relleno.
Elegir el proceso equivocado para su fase de producción repercute directamente en los costes de utillaje, los tiempos de ciclo y la calidad final de la pieza. A continuación le ofrecemos un desglose práctico de cómo funcionan estos dos procesos y cuál es su lugar en el flujo de trabajo de fabricación.
Por qué a menudo se confunden la soldadura por puntos y la soldadura por puntos?
A primera vista, ambos procesos crean pequeñas conexiones localizadas en lugar de costuras continuas. Esta similitud visual suele inducir a confusión durante las fases de diseño y adquisición. Sin embargo, sus funciones técnicas y la física que las rige son totalmente distintas.
Puntos de soldadura localizados
Para un ojo inexperto, ambos procesos dan como resultado "puntos" aislados que mantienen unidas dos piezas de metal. A soldadura por puntos suele ser una breve ráfaga de un proceso de soldadura por arco tradicional (como TIG o MIG), que deposita una pequeña cantidad de metal de aportación en la superficie.
A soldadura por puntosLa soldadura por resistencia utiliza electrodos de cobre para sujetar el metal y hacerle pasar una corriente elevada. De este modo, las chapas se funden desde dentro hacia fuera. Ambas dejan una pequeña huella, pero su mecánica no se solapa en absoluto.
Incorporación temporal o permanente
Esta es la diferencia fundamental. Una soldadura por puntos es estrictamente una sujeción temporal. Su única función es evitar que los componentes se desplacen antes de aplicar la soldadura estructural definitiva.
Una soldadura por puntos, por el contrario, es la operación final. Una vez que los electrodos de cobre se sueltan, esa unión es permanente y está diseñada para soportar la carga estructural dictada por el plano de ingeniería.
Flujo de trabajo de montaje
Los dos procesos se desarrollan en fases de fabricación totalmente distintas. La soldadura por puntos pertenece a la fase de "montaje": es un paso intermedio en el que los montadores fijan la geometría de un chasis o bastidor complejo antes de enviarlo a una cabina de soldadura.
La soldadura por puntos es una operación específica de la célula de montaje. Las piezas entran en una estación de soldadura por puntos, se funden al instante y pasan inmediatamente al acabado o al envío.
Por qué la soldadura por puntos controla la precisión del montaje?
Al tratar con armarios de chapa o marcos estructuralesEl calor es el enemigo de la precisión dimensional. La soldadura por puntos actúa como principal defensa mecánica contra la distorsión térmica durante la fase de soldadura principal.
Espaciado de las tachuelas
Las tachuelas deben colocarse estratégicamente para contrarrestar el alabeo. Si las tachuelas se colocan demasiado separadas, el calor de la soldadura continua principal hará que la chapa se doble o arquee entre los puntos.
La regla estándar en el taller es espaciar las tachuelas en función del grosor del material y del aporte térmico total previsto para el cordón final. Esto garantiza que la junta se mantenga rígida durante todo el ciclo de calentamiento y enfriamiento.
Alineación de huecos
El ajuste perfecto es extremadamente raro en la fabricación real. La soldadura por puntos permite a los operarios empujar, tirar y sujetar manualmente componentes ligeramente deformados dentro de estrictos límites de tolerancia, fijando la separación de la raíz.
Esta alineación manual garantiza que la soldadura principal penetre uniformemente. Evita que el arco arda a través de huecos anchos o que no fusione esquinas estrechas y desalineadas.
Control de distorsión
Cuando se coloca un cordón de soldadura largo y continuo, el metal se expande rápidamente y luego se contrae al enfriarse, desajustando el conjunto.
Si primero se realizan pequeñas soldaduras por puntos a baja temperatura en las uniones críticas, se crea un esqueleto rígido. Esto fija la geometría en su sitio, obligando al material a resistir sus propias tensiones térmicas internas durante la soldadura final.
Transferencia de defectos
Una realidad crítica en el taller es que un mal cordón de soldadura arruina una buena soldadura. Dado que las soldaduras por puntos suelen ser consumidas (fundidas) por el cordón de soldadura final, cualquier defecto en el punto de unión -como porosidad, solape en frío o escoria atrapada- se transferirá directamente a la unión final.
Por lo tanto, una fabricación de alta calidad requiere que las virutas se ejecuten con el mismo control de parámetros que la soldadura primaria. A menudo, deben rectificarse hasta dejar el metal limpio antes de iniciar la pasada final.
Dependencia de la fijación
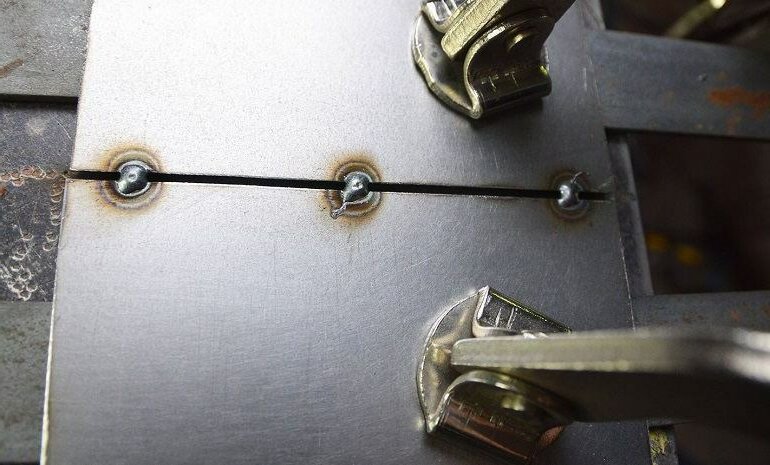
Los utillajes personalizados y las plantillas de sujeción de alta resistencia son caros y se tarda semanas en mecanizarlos. La soldadura por puntos reduce drásticamente la necesidad de herramientas complejas y específicas.
Un fabricante experto puede utilizar abrazaderas modulares estándar para sujetar las piezas, disparar unas cuantas chinchetas bien colocadas y retirar inmediatamente las abrazaderas. El ensamblaje con tachuelas actúa ahora como su propia fijación, liberando espacio de trabajo y acelerando el ciclo de creación de prototipos.
Por qué la soldadura por puntos se adapta a la producción de gran volumen?
Mientras que la soldadura por puntos es el héroe de los ajustes personalizados, la soldadura por puntos es el motor indiscutible de la fabricación en serie. Elimina las variables manuales de la soldadura por arco y las sustituye por velocidad, consistencia y tiempos de ciclo altamente repetibles.
Formación Weld Nugget
La soldadura por puntos no depende de un arco eléctrico externo ni de un hilo de relleno. En su lugar, utiliza la resistencia eléctrica natural de la propia chapa. Los electrodos de cobre que sujetan las piezas reciben una corriente elevada que genera un calor intenso que funde el metal desde dentro hacia fuera.
Esto crea una pepita de soldadura interna que fusiona las chapas bajo la superficie. Dado que la fusión está completamente contenida y presurizada, el proceso es increíblemente rápido (suele tardar entre 0,1 y 0,5 segundos por soldadura) y no requiere ningún gas de protección ni material de relleno.
Soldadura robotizada
La mecánica de la soldadura por puntos hace que sea excepcionalmente fácil de automatizar. Tanto si se utiliza un soldador de pedestal fijo como un brazo robótico de 6 ejes, la máquina solo tiene que sujetar, aplicar corriente y soltar.
Esto elimina la necesidad de ángulos de antorcha complejos o velocidades de desplazamiento requeridas en la soldadura por arco robotizada. En fabricación de chapas metálicas de gran volumenUna célula robotizada de soldadura por puntos puede ejecutar cientos de uniones estructurales fiables por minuto, superando drásticamente el montaje manual.
Coste marginal de la pieza
Una vez amortizada la inversión inicial en equipos de soldadura por puntos, el coste marginal por pieza se reduce casi a cero. Básicamente, sólo se paga la electricidad y el tiempo del operario para cargar y descargar la máquina.
Al no necesitar consumibles caros -como gas argón, tungsteno o carretes de alambre de soldadura-, la soldadura por puntos es el método de unión más rentable para series de producción continuas que superen los miles de unidades.
Desgaste del electrodo
Sin embargo, la soldadura por puntos no está totalmente exenta de costes de mantenimiento. El principal consumible del taller es el propio electrodo de cobre. Sometidas a un calor y una presión inmensos, las puntas de cobre acaban aplastándose o contaminándose con la pieza.
Este desgaste del electrodo modifica el área de contacto, reduciendo la densidad de corriente y dando lugar a cordones de soldadura débiles y de tamaño insuficiente. Para mantener la calidad, los operarios deben detener la producción de forma rutinaria para rectificar los electrodos (remodelar las puntas), lo que debe tenerse en cuenta en los cálculos del tiempo de ciclo.
Indentación superficial
Una característica física definitoria de la soldadura por puntos es la hendidura superficial, o "hoyuelo", que deja la presión de apriete de los electrodos. Aunque estructuralmente sólida, esta marca es muy visible en el exterior del metal.
Si el componente requiere un acabado estético impecable -lo que se conoce como superficie A en cajas o electrodomésticos-, estas hendiduras requerirán un esmerilado y relleno secundarios. En el caso de los paneles visibles, los ingenieros deben sopesar la rapidez de la soldadura por puntos y el trabajo añadido del acabado superficial.

Soldadura por puntos en producción
Cuando un producto pasa de la fase de prototipo a la de producción, los ingenieros deben evaluar cómo afectará el método de unión elegido a la integridad estructural y al flujo de trabajo en la fábrica. Conocer los límites de ambos procesos evita costosos rediseños y cuellos de botella en el montaje.
Requisitos de geometría de juntas (DFM)
Se trata de la restricción de diseño más importante. La soldadura por puntos es geométricamente flexible; un soldador puede unir por puntos juntas a tope, juntas de esquina o juntas de filete con facilidad.
Sin embargo, la soldadura por puntos se limita estrictamente a las uniones solapadas (en las que se solapan dos chapas). Si un ingeniero pretende utilizar la soldadura por puntos para una envolvente, la chapa plana debe diseñarse con pestañas superpuestas para alojar los electrodos.
Consejo profesional de DFM: Cuando diseñe bridas para soldadura robótica por puntos, deje siempre una anchura mínima de brida de 2 a 3 veces el diámetro de la pepita de soldadura por puntos. Esto proporciona suficiente distancia entre los bordes para evitar que el metal fundido salga por el lateral de la brida.
Fuerza conjunta
Una soldadura por puntos se diseña intencionadamente para que sea débil; sólo necesita suficiente resistencia a la tracción para soportar la manipulación y el estrés térmico antes de que se complete la soldadura final. No es una unión estructural y fallará bajo carga continua o vibración.
Una soldadura por puntos, en cambio, es una unión permanente y resistente. Cuando se ejecuta correctamente, una unión soldada por puntos suele ser más resistente que el metal base circundante. En un ensayo de pelado destructivo, la chapa debe desgarrarse antes de que se rompa el nódulo de soldadura.
Límites de espesor del material
La soldadura por puntos es una herramienta universal. Dado que utiliza procesos de soldadura por arco estándar (TIG/MIG), un soldador experto puede unir por puntos desde chapas ultrafinas hasta soportes estructurales macizos de varias pulgadas de grosor simplemente ajustando el amperaje de la máquina.
La soldadura por puntos se limita estrictamente a materiales de calibre fino, normalmente entre 0,5 mm y 3,0 mm (calibre 24 a 11). Si el metal es más grueso de 3,0 mm, los equipos estándar no pueden generar suficiente calor de resistencia localizado para fundir una pepita interna consistente antes de que los electrodos de cobre se sobrecalienten.
Dificultad de trabajo
Los errores ocurren en el taller, y las repeticiones son una realidad de la fabricación. Una soldadura por puntos mal colocada es relativamente fácil de solucionar. Un operario puede cortar rápidamente el pequeño punto de soldadura con una amoladora angular, separar las piezas y volver a alinearlas sin destruir el material base.
Un punto de soldadura mal colocado es un problema destructivo. Para separar las chapas soldadas por puntos, hay que taladrar físicamente todo el nugget de soldadura con una broca especializada en soldaduras por puntos. Esto deja un agujero permanente en una de las chapas, lo que a menudo convierte la pieza en chatarra y aumenta el desperdicio de material.
Límites de material en la soldadura por puntos y por puntos
No todos los metales se comportan igual bajo un arco eléctrico o entre electrodos de cobre. La ciencia de los materiales dicta qué proceso fluirá sin problemas en el taller y cuál causará interminables problemas de calidad.
Acero inoxidable
El acero inoxidable (como los grados 304 y 316) es excelente para ambos procesos. Para la soldadura por puntos, requiere menos amperaje que el acero al carbono estándar para conseguir un charco fluido.
Para la soldadura por puntos, la baja conductividad térmica y eléctrica natural del acero inoxidable es una gran ventaja. El material atrapa el calor de resistencia exactamente entre los electrodos, formando cordones de soldadura robustos y altamente repetibles con menores requisitos de corriente.
Acero galvanizado
El revestimiento de zinc del acero galvanizado es una pesadilla para la soldadura por puntos por resistencia. El zinc se funde a una temperatura mucho más baja que el acero, lo que recubre y contamina agresivamente los electrodos de cobre (aleándose con el cobre para formar latón). Esto requiere un reavivado constante de las puntas y corrientes de soldadura significativamente más altas.
La soldadura por puntos del acero galvanizado es más sencilla desde el punto de vista del equipo, pero entraña graves riesgos para la salud y la seguridad. El arco vaporiza instantáneamente el revestimiento de zinc, creando humos tóxicos. Los soldadores deben esmerilar enérgicamente el zinc antes de realizar la soldadura por puntos para garantizar una separación de raíz limpia y evitar la porosidad.
Aleaciones de aluminio
El aluminio posee una conductividad térmica y eléctrica extremadamente alta. Esto significa que disipa el calor de forma agresiva fuera de la zona de soldadura. Para soldar aluminio por puntos con éxito, los fabricantes necesitan máquinas enormes y caras capaces de suministrar picos de corriente extremadamente altos para fundir el metal antes de que se escape el calor.
La soldadura por puntos del aluminio es una práctica habitual en la fabricación a medida, que suele realizarse con un soldador TIG de corriente alterna. Sin embargo, requiere un operario altamente cualificado para gestionar el aporte de calor y atravesar la resistente capa exterior de óxido de aluminio sin fundir el metal base.
Consejo profesional de DFM: Si la soldadura por puntos de aluminio es estrictamente necesaria para su producción en serie, asegúrese de que su socio de fabricación utiliza equipos con inversores de corriente continua de frecuencia media (MFDC). Los soldadores por puntos de CA estándar tienen dificultades para superar la conductividad del aluminio de forma constante.
Calibre fino y secciones gruesas
Cuando se procesa material de espesor inferior a 1,0 mm, la soldadura por puntos es la opción dominante. La presión de apriete y el calor interno instantáneo evitan que el metal reviente, lo que la convierte en la norma para armarios de gran volumen. La soldadura por puntos de metal ultrafino es muy arriesgada, ya que un golpe de arco en una fracción de segundo puede provocar una quemadura instantánea.
Por el contrario, si se superan los 3,0 mm, la soldadura por puntos resulta inviable. Aquí es donde la soldadura por puntos es obligatoria. Los soportes pesados y los componentes estructurales del chasis deben alinearse y fijarse mediante soldadura MIG de alto amperaje o soldadura por puntos para garantizar una penetración profunda.
Selección de procesos en distintas fases de producción
Elegir entre soldadura por puntos y por puntos no es sólo una decisión técnica; es una decisión de ciclo de vida. A medida que un producto pasa del boceto de una servilleta a la fábrica, el método de unión óptimo cambia en función de los requisitos de volumen y el presupuesto de utillaje.
Producción de prototipos
Durante la fase inicial de creación de prototipos, la soldadura por puntos es la opción estándar. Los diseños de ingeniería son fluidos, las tolerancias se están probando físicamente y las piezas suelen ajustarse a mano en el taller.
Dado que la soldadura por puntos no requiere herramientas personalizadas, un fabricante puede unir rápidamente piezas cortadas con láser utilizando componentes modulares estándar y formar un arco. Si se descubre un defecto de diseño, las tachuelas pueden cortarse inmediatamente, lo que minimiza los desechos y los cuellos de botella de ingeniería.
Desarrollo del IPN
La fase de introducción del nuevo producto (NPI) es donde se validan los flujos de trabajo de fabricación. Si el objetivo final es la soldadura por puntos de gran volumen, la fase NPI debe utilizarse para probar las herramientas blandas y la alineación de las bridas.
Aquí es donde muchos equipos de ingeniería cometen un error crítico. Si no se diseñan bridas solapadas para la soldadura por puntos durante esta fase, el proyecto se estrellará contra un muro. Aumentar la escala sin tener en cuenta estas consideraciones de DFM (diseño para la fabricación) conlleva costosas revisiones de planos, retrasos en el lanzamiento del producto y el elevado coste de volver a mecanizar las matrices de estampación.
Transición a la producción en serie
Cuando la producción pasa de cientos a miles de unidades, la soldadura manual por puntos se convierte en un cuello de botella. Este es el punto de transición en el que el aprovisionamiento justifica el coste de las fijaciones neumáticas específicas, cambiando las inversiones iniciales en herramientas por reducciones drásticas en el tiempo de montaje.
Los planos deben finalizarse estrictamente para convertir las uniones a tope o en esquina tradicionales en uniones solapadas con bridas de soldadura por puntos designadas, lo que permite transferir el proceso de ensamblaje a estaciones automatizadas.
Líneas de montaje robotizadas
En la producción en serie, predomina la soldadura robótica por puntos. Los robots de seis ejes equipados con pistolas de soldadura servoaccionadas pueden realizar uniones internas uniformes a una velocidad de una soldadura por segundo, funcionando 24 horas al día, 7 días a la semana, sin fatiga para el operario.
En este nivel, la soldadura por puntos se elimina por completo del flujo de trabajo. En su lugar, las matrices de estampación de alta precisión y los dispositivos de anidado de alta resistencia mantienen las piezas de chapa metálica perfectamente alineadas mientras el robot dispara rápidamente las soldaduras por puntos.
Comparación de capacidades de proceso
Para ayudar a sus equipos de compras e ingeniería a tomar la decisión correcta de un vistazo, a continuación se resumen las capacidades técnicas y económicas de ambos procesos.
| Vector de capacidad | Soldadura por puntos (por arco) | Soldadura por puntos (por resistencia) |
|---|---|---|
| Naturaleza del proceso | Ajuste temporal / alineación | Conexión estructural permanente |
| Gama de espesores | Prácticamente ilimitado (de 0,5 mm a placas pesadas) | Límite estricto: de 0,5 mm a 3,0 mm (calibre 24 a 11) |
| Nivel de automatización | Muy manual; difícil de automatizar | Extremadamente alto; optimizado para robótica |
| Coste marginal | Alto coste de mano de obra por soldadura; requiere consumibles | Coste por soldadura casi nulo; coste inicial de la máquina elevado |
| Impacto cosmético | Cordón de soldadura superficial; requiere esmerilado si es visible. | Deja una hendidura circular. |
| Requisitos de utillaje | Mínimo; abrazaderas modulares estándar | Obligatorio; requiere bridas solapadas y accesorios a medida |
Conclusión
Maximizar la rentabilidad en la fabricación de chapas metálicas se reduce a un simple equilibrio entre volumen, grosor del material e intención estructural.
Elija la soldadura por puntos cuando procese prototipos de bajo volumen, marcos estructurales gruesos o geometrías complejas que requieran alineación manual y una flexibilidad extrema. Elija la soldadura por puntos cuando fabrique cerramientos de chapa de gran volumen, componentes de automoción o ensamblajes de calibre fino en los que sea fundamental minimizar el tiempo de ciclo y el coste marginal de la pieza.
¿Necesita ayuda para evaluar su diseño de chapa?
Tanto si necesita prototipos rápidos con soldadura por puntos flexible como si está listo para escalar a la producción automatizada de soldadura por puntos, una revisión DFM adecuada ahorra tiempo y capital. Envíe hoy mismo sus archivos CADy deje que nuestros experimentados ingenieros analicen las estructuras de sus juntas para encontrar la ruta de fabricación más rentable para su próximo proyecto.
Preguntas frecuentes
¿Puede una soldadura por puntos convertirse en permanente?
No, una soldadura por puntos independiente nunca debe considerarse una unión estructural permanente. Su finalidad es puramente temporal.
¿La soldadura por puntos es más fuerte que la soldadura por puntos?
Sí, una soldadura por puntos correctamente ejecutada es exponencialmente más fuerte que una soldadura por puntos. Una soldadura por puntos crea un nugget fundido interno y presurizado entre dos láminas de metal.
¿Por qué la soldadura por puntos deja marcas?
La soldadura por puntos deja una pequeña depresión circular porque el proceso requiere una intensa fuerza de sujeción neumática combinada con una fusión localizada.
¿Se puede soldar aluminio por puntos?
Sí, pero requiere un equipo muy especializado. El aluminio tiene una conductividad eléctrica y térmica excepcionalmente alta, lo que significa que desprende calor casi tan rápido como se aplica.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados


Acero electrogalvanizado: guía de fabricación y selección

