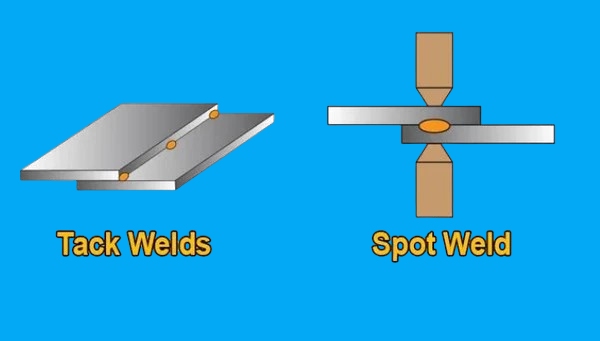
No fabrico de chapas metálicas, a soldadura por pontos e a soldadura por pontos são frequentemente utilizadas na mesma linha de produção, mas resolvem problemas de fabrico completamente diferentes.
As soldaduras de remate são pontos de fusão temporários e não estruturais, concebidos apenas para manter o alinhamento da montagem antes da soldadura final. Em contrapartida, os pontos de soldadura são juntas estruturais permanentes e de elevada resistência, formadas por resistência e pressão, especificamente concebidas para fundir chapas metálicas sobrepostas sem material de enchimento.
A escolha do processo errado para a sua fase de produção tem um impacto direto nos custos das ferramentas, nos tempos de ciclo e na qualidade final da peça. Aqui está uma descrição prática, no chão de fábrica, de como estes dois processos funcionam e onde devem estar no seu fluxo de trabalho de fabrico.
Por que a solda de aderência e a solda a ponto são frequentemente confundidas?
À primeira vista, ambos os processos criam ligações pequenas e localizadas em vez de costuras contínuas. Esta semelhança visual gera frequentemente confusão durante as fases de conceção e aquisição. No entanto, as suas funções de engenharia e a física que as determina são completamente diferentes.
Pontos de soldadura localizados
Para um olho não treinado, ambos os processos resultam em "pontos" isolados que unem duas peças de metal. A solda por pontos é normalmente uma curta explosão de um processo tradicional de soldadura por arco (como TIG ou MIG), depositando uma pequena quantidade de metal de adição na superfície.
A soldadura por pontosA soldadura por resistência utiliza eléctrodos de cobre para fixar o metal e fazer passar uma corrente elevada através dele. Isto funde as folhas de dentro para fora. Ambos deixam uma pequena pegada, mas a mecânica por detrás deles não tem qualquer sobreposição.
Junção temporária ou permanente
Esta é a divisão fundamental do objetivo. Uma soldadura por pontos é estritamente uma fixação temporária. A sua única função é evitar que os componentes se desloquem antes de ser aplicada a soldadura estrutural final.
Uma soldadura por pontos, pelo contrário, é a operação final. Quando os eléctrodos de cobre se soltam, essa junta é permanente e concebida para suportar a carga estrutural ditada pelo desenho de engenharia.
Fluxo de trabalho de montagem
Os dois processos ocorrem em fases de fabrico completamente diferentes. A soldadura por pontos pertence à fase de "montagem" - é uma etapa intermédia em que os montadores fixam a geometria de um chassis ou quadro complexo antes de o enviar para uma cabina de soldadura.
A soldadura por pontos é uma operação de célula de montagem dedicada. As peças entram numa estação de soldadura por pontos, são fundidas instantaneamente e passam imediatamente para o acabamento ou expedição.
Por que a soldagem de aderência controla a precisão da montagem?
Ao lidar com caixas de chapa metálica ou estruturas estruturaisO calor é o inimigo da precisão dimensional. A soldadura de aderência actua como a principal defesa mecânica contra a distorção térmica durante a fase de soldadura principal.
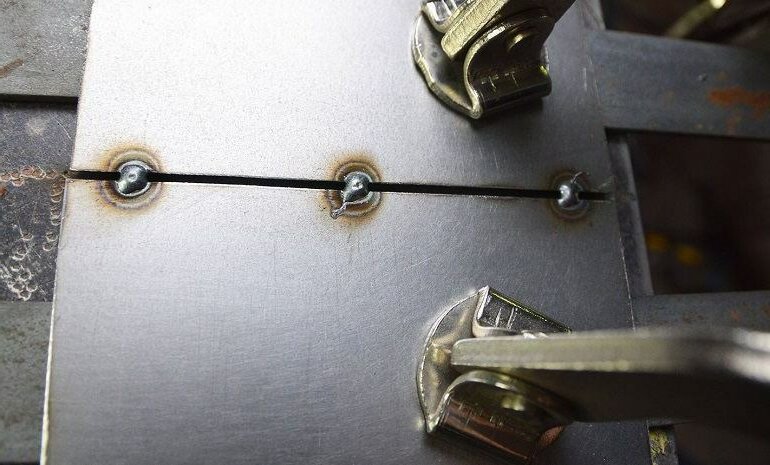
Espaçamento do remate
As tachas devem ser colocadas estrategicamente para contrariar o empeno. Se as tachas forem colocadas demasiado afastadas, o calor da soldadura contínua principal fará com que a chapa metálica se dobre ou se curve entre os pontos.
A regra padrão da oficina é espaçar as tachas com base na espessura do material e na entrada total de calor prevista para o cordão final. Isto assegura que a junta permanece rígida durante todo o ciclo de aquecimento e arrefecimento.
Alinhamento de lacunas
O ajuste perfeito é extremamente raro no fabrico do mundo real. A soldadura por pontos permite que os operadores empurrem, puxem e fixem manualmente componentes ligeiramente deformados dentro de limites de tolerância rigorosos, fixando a folga de raiz.
Este alinhamento manual assegura uma penetração uniforme da soldadura principal. Evita que o arco se queime através de espaços largos ou que não consiga fundir cantos apertados e desalinhados.
Controlo da distorção
Quando se coloca um cordão de soldadura longo e contínuo, o metal expande-se rapidamente e depois encolhe à medida que arrefece, tirando o conjunto do esquadro.
Ao colocar primeiro pequenas soldaduras de aderência de baixo calor em junções críticas, cria-se um esqueleto rígido. Isto fixa a geometria no lugar, forçando o material a resistir às suas próprias tensões térmicas internas durante a soldadura final.
Transferência de defeitos
Uma realidade crítica no chão de fábrica é que um mau ponto de aderência estraga uma boa soldadura. Uma vez que as soldaduras de aderência são normalmente consumidas (derretidas) pelo cordão de soldadura final, qualquer defeito na aderência - como porosidade, colo frio ou escória retida - será transferido diretamente para a junta final.
Por conseguinte, o fabrico de alta qualidade exige que os tacos sejam executados com o mesmo controlo de parâmetros que a soldadura primária. Muitas vezes, têm de ser esmeriladas até ao metal limpo antes de se iniciar o passe final.
Dependência de dispositivo
As ferramentas personalizadas e os gabaritos de fixação pesados são dispendiosos e demoram semanas a maquinar. A soldadura por pontos reduz drasticamente a necessidade de ferramentas complexas e rígidas.
Um fabricante experiente pode utilizar grampos modulares padrão para segurar as peças, colocar algumas tachas bem colocadas e remover imediatamente os grampos. A montagem com tachas actua agora como o seu próprio dispositivo de fixação, libertando espaço de trabalho e acelerando o ciclo de prototipagem.
Por que a soldagem a ponto se encaixa na produção de alto volume?
Enquanto a soldadura por pontos é o herói dos ajustes personalizados, a soldadura por pontos é o motor indiscutível do fabrico em massa. Elimina as variáveis manuais da soldadura por arco, substituindo-as por velocidade, consistência e tempos de ciclo altamente repetíveis.
Formação Weld Nugget
A soldadura por pontos não depende de um arco elétrico externo ou de um fio de enchimento. Em vez disso, utiliza a resistência eléctrica natural da própria chapa metálica. É forçada uma corrente elevada através de eléctrodos de cobre que fixam as peças de trabalho, gerando um calor intenso que funde o metal de dentro para fora.
Isto cria uma pepita de soldadura interna que funde as chapas por baixo da superfície. Uma vez que a fusão é completamente contida e pressurizada, o processo é incrivelmente rápido - normalmente demora apenas 0,1 a 0,5 segundos por soldadura - e não requer absolutamente nenhum gás de proteção ou material de enchimento.
Soldadura Robótica
A mecânica da soldadura por pontos torna-a excecionalmente fácil de automatizar. Quer utilize uma máquina de soldar com pedestal fixo ou um braço robótico de 6 eixos, a máquina só precisa de fixar, aplicar corrente e soltar.
Isto elimina a necessidade de ângulos de tocha complexos ou velocidades de deslocação necessárias na soldadura por arco robotizada. Em fabrico de chapas metálicas de grande volumeSe a empresa tiver uma célula robótica de soldadura por pontos, pode executar centenas de juntas estruturais fiáveis por minuto, ultrapassando drasticamente a montagem manual.
Custo marginal da peça
Uma vez amortizada a despesa de capital inicial para o equipamento de soldadura por pontos e acessórios, o custo marginal por peça cai para quase zero. Essencialmente, só se paga a eletricidade e o tempo do operador para carregar e descarregar a máquina.
Uma vez que não existem consumíveis dispendiosos - como gás árgon, tungsténio ou bobinas de fio de soldadura - a soldadura por pontos é o método de união mais rentável para produções contínuas superiores a milhares de unidades.
Desgaste do elétrodo
No entanto, a soldadura por pontos não está totalmente isenta de custos de manutenção. O principal consumível no local de trabalho é o próprio elétrodo de cobre. Sob calor e pressão imensos, as pontas de cobre acabam por se achatar (cogumelos) ou ficar contaminadas pela peça de trabalho.
Este desgaste do elétrodo altera a área de contacto, diminuindo a densidade da corrente e conduzindo a fragilidades e a fragmentos de soldadura subdimensionados. Para manter a qualidade, os operadores têm de interromper regularmente a produção para a preparação dos eléctrodos (remodelação das pontas), o que deve ser tido em conta nos cálculos do tempo de ciclo.
Indentação da superfície
Uma caraterística física que define a soldadura por pontos é a indentação da superfície, ou "covinha", deixada pela pressão de aperto dos eléctrodos. Embora estruturalmente sólida, esta marca é altamente visível no exterior do metal.
Se o componente necessitar de um acabamento cosmético impecável - conhecido como superfície A em caixas de consumo ou electrodomésticos - estas reentrâncias exigirão uma retificação e enchimento secundários. Para painéis visíveis, os engenheiros têm de ponderar a velocidade da soldadura por pontos em relação ao trabalho adicional do acabamento da superfície.

Soldadura de aderência vs. soldadura por pontos na produção
Ao passar um produto da fase de protótipo para a produção total, os engenheiros devem avaliar a forma como o método de união escolhido irá afetar a integridade estrutural e o fluxo de trabalho no chão de fábrica. Compreender os limites rígidos de ambos os processos evita redesenhos dispendiosos e estrangulamentos de montagem ao longo da linha.
Requisitos de geometria da junta (DFM)
Esta é a restrição de projeto mais crítica. A soldadura por pontos é geometricamente flexível; um soldador pode unir facilmente juntas de topo, juntas de canto ou juntas de filete.
No entanto, a soldadura por pontos está estritamente limitada a juntas sobrepostas (onde duas chapas se sobrepõem). Se um engenheiro pretender utilizar a soldadura por pontos para um armário, o padrão plano da chapa metálica deve ser concebido com flanges sobrepostas para acomodar os eléctrodos.
Dica DFM Pro: Ao projetar flanges para a soldadura por pontos robotizada, deve ser sempre prevista uma largura mínima de flange de 2 a 3 vezes o diâmetro do ponto de soldadura. Isto proporciona uma distância suficiente entre os bordos para evitar que o metal fundido saia pela lateral da flange.
Força Articular
Uma soldadura por pontos é intencionalmente concebida para ser fraca; apenas necessita de resistência à tração suficiente para suportar o manuseamento e o stress térmico antes de a soldadura final estar concluída. Não é uma junta estrutural e falhará sob carga contínua ou vibração.
Uma soldadura por pontos, por outro lado, é uma ligação permanente e de suporte de carga. Quando executada corretamente, uma junta soldada por pontos é frequentemente mais forte do que o metal de base circundante. Num teste de descasque destrutivo, a chapa metálica deve rasgar-se antes de o fragmento de soldadura se partir efetivamente.
Limites de espessura do material
A soldadura por pontos é uma ferramenta universal. Uma vez que utiliza processos de soldadura por arco padrão (TIG/MIG), um soldador experiente pode unir qualquer coisa, desde chapas metálicas ultrafinas a suportes estruturais maciços com várias polegadas de espessura, ajustando simplesmente a amperagem da máquina.
A soldadura por pontos está estritamente limitada a materiais de calibre fino, tipicamente entre 0,5 mm e 3,0 mm (calibre 24 a 11). Se o metal for mais espesso do que 3,0 mm, o equipamento padrão não consegue gerar calor de resistência localizado suficiente para fundir uma pepita interna consistente antes de os eléctrodos de cobre sobreaquecerem.
Dificuldade de retrabalho
Os erros acontecem no chão de fábrica e o retrabalho é uma realidade do fabrico. Uma soldadura por pontos mal colocada é relativamente fácil de resolver. Um operador pode rapidamente cortar o pequeno ponto com uma rebarbadora, separar as peças e voltar a alinhá-las sem destruir o material de base.
Um ponto de soldadura mal colocado é um problema destrutivo. Para separar as chapas soldadas por pontos, é necessário perfurar fisicamente todo o fragmento de soldadura utilizando uma broca especializada em soldadura por pontos. Isto deixa um orifício permanente numa das chapas, tornando frequentemente a peça numa sucata e aumentando o desperdício de material.
Limites de material na soldadura por pontos e por aderência
Nem todos os metais se comportam da mesma forma sob um arco elétrico ou entre eléctrodos de cobre. A ciência dos materiais determina qual o processo que fluirá sem problemas no chão de fábrica e qual o que causará problemas de qualidade intermináveis.
Aço inoxidável
O aço inoxidável (como os tipos 304 e 316) é excelente para ambos os processos. Para a soldadura por pontos, requer menos amperagem do que o aço-carbono normal para obter uma poça fluida.
Para a soldadura por pontos, a condutividade térmica e eléctrica naturalmente baixa do aço inoxidável é uma enorme vantagem. O material retém o calor de resistência exatamente entre os eléctrodos, formando pepitas de solda robustas e altamente repetíveis com requisitos de corrente mais baixos.
Aço galvanizado
O revestimento de zinco no aço galvanizado é um pesadelo para a soldadura por pontos por resistência. O zinco funde a uma temperatura muito mais baixa do que o aço, o que reveste e contamina agressivamente os eléctrodos de cobre (ligando-se ao cobre para formar latão). Isto requer um revestimento constante da ponta e correntes de soldadura significativamente mais elevadas.
A soldadura por pontos é mais fácil do ponto de vista do equipamento, mas introduz sérios riscos para a saúde e segurança. O arco vaporiza instantaneamente o revestimento de zinco, criando fumos tóxicos. Os soldadores devem lixar o zinco de forma agressiva antes de fazer a aderência para garantir uma abertura de raiz limpa e evitar a porosidade.
Ligas de alumínio
O alumínio possui uma condutividade térmica e eléctrica extremamente elevada. Isto significa que dissipa agressivamente o calor para fora da zona de soldadura. Para soldar alumínio por pontos com sucesso, os fabricantes precisam de máquinas enormes e caras, capazes de fornecer picos de corrente extremamente elevados para fundir o metal antes que o calor escape.
A soldadura de alumínio é uma prática comum no fabrico personalizado, normalmente realizada com uma máquina de soldar TIG AC. No entanto, é necessário um operador altamente qualificado para gerir a entrada de calor e romper a camada exterior resistente de óxido de alumínio sem derreter o metal de base fino.
Dica DFM Pro: Se a soldadura por pontos de alumínio for estritamente necessária para a sua produção em massa, certifique-se de que o seu parceiro de fabrico utiliza equipamento com inversores de corrente contínua de média frequência (MFDC). Os soldadores por pontos de corrente alternada padrão têm dificuldade em superar a condutividade do alumínio de forma consistente.
Secções finas e espessas
Ao processar material mais fino do que 1,0 mm, a soldadura por pontos é a escolha dominante. A pressão de aperto e o calor interno instantâneo evitam que o metal rebente, tornando-a a norma para armários de grande volume. A soldadura por pontos de metal ultrafino é altamente arriscada, uma vez que um golpe de arco numa fração de segundo pode causar queimaduras instantâneas.
Por outro lado, para tudo o que exceda 3,0 mm, a soldadura por pontos torna-se inviável. É aqui que a soldadura por pontos é obrigatória. Os suportes pesados e os componentes estruturais do chassis têm de ser alinhados e fixados utilizando a soldadura MIG ou a soldadura por vareta de alta amperagem para garantir uma penetração profunda.
Seleção de processos em diferentes fases de produção
Escolher entre a soldadura por pontos e a soldadura por pontos não é apenas uma decisão técnica; é uma decisão de ciclo de vida. À medida que um produto passa de um esboço de guardanapo para o chão de fábrica, o método de união ideal muda com base nos seus requisitos de volume e orçamento de ferramentas.
Produção de protótipos
Durante a fase inicial de criação de protótipos, a soldadura por pontos é a escolha padrão. Os projectos de engenharia são fluidos, as tolerâncias estão a ser testadas fisicamente e as peças são frequentemente ajustadas à mão no chão de fábrica.
Uma vez que a soldadura por pontos não requer qualquer ferramenta personalizada, um fabricante pode fixar rapidamente peças em bruto cortadas a laser utilizando componentes modulares padrão e abrir um arco. Se for detectada uma falha no projeto, os tachas podem ser cortados imediatamente, minimizando os desperdícios e os estrangulamentos de engenharia.
Desenvolvimento do NPI
A fase de Introdução de Novos Produtos (NPI) é onde se validam os fluxos de trabalho de fabrico. Se o objetivo final for a soldadura por pontos de grande volume, a fase NPI deve ser utilizada para testar as ferramentas macias e o alinhamento das flanges.
É aqui que muitas equipas de engenharia cometem um erro crítico. Se não conseguir conceber flanges sobrepostas para soldadura por pontos durante esta fase, o projeto vai parar à parede. O aumento de escala sem estas considerações de DFM (Design for Manufacturability) leva a revisões dispendiosas dos desenhos, a atrasos no lançamento de produtos e ao elevado custo de re-maquinação de matrizes de estampagem.
Transição da produção em massa
Quando a produção aumenta de centenas para milhares de unidades, a soldadura por pontos manual torna-se um estrangulamento incapacitante. Este é o ponto de transição em que o aprovisionamento justifica o custo de dispositivos pneumáticos dedicados, trocando investimentos iniciais em ferramentas por reduções drásticas no tempo de montagem.
Os desenhos devem ser rigorosamente finalizados para converter as tradicionais juntas de topo ou de canto em juntas sobrepostas com flanges de soldadura por pontos designadas, permitindo que o processo de montagem seja entregue a estações automatizadas.
Linhas de montagem robotizadas
Na produção em massa, a soldadura por pontos robotizada domina. Os robôs de seis eixos equipados com pinças de soldadura servo-acionadas podem executar juntas internas consistentes a um ritmo de uma soldadura por segundo, funcionando 24 horas por dia, 7 dias por semana, sem fadiga do operador.
A este nível, a soldadura por pontos é completamente eliminada do fluxo de trabalho. Em vez disso, matrizes de estampagem de alta precisão e dispositivos de encaixe resistentes mantêm as peças de chapa metálica em perfeito alinhamento, enquanto o robot efectua rapidamente as soldaduras por pontos.
Comparação de capacidades de processo
Para ajudar as suas equipas de aquisição e engenharia a fazer a escolha certa, as capacidades técnicas e económicas de ambos os processos estão resumidas abaixo.
| Vetor de capacidade | Soldadura de aderência (à base de arco) | Soldadura por pontos (à base de resistência) |
|---|---|---|
| Natureza do processo | Adaptação temporária / retenção do alinhamento | Ligação estrutural permanente |
| Gama de espessuras | Praticamente ilimitado (0,5 mm a placas pesadas) | Limite rigoroso: 0,5 mm a 3,0 mm (24 a 11 Gauge) |
| Nível de automatização | Altamente manual; difícil de automatizar | Extremamente alta; optimizada para robótica |
| Custo marginal | Elevado custo de mão de obra por soldadura; requer consumíveis | Custo quase nulo por soldadura; custo inicial elevado da máquina |
| Impacto cosmético | Cordão de soldadura à superfície; é necessário retificar se for visível | Deixa uma indentação/dimensão circular |
| Requisitos de ferramentas | Mínimo; braçadeiras modulares padrão | Obrigatório; requer flanges sobrepostas e acessórios personalizados |
Conclusão
A maximização da rentabilidade no fabrico de chapas metálicas resume-se a um simples equilíbrio entre volume, espessura do material e intenção estrutural.
Escolha a soldadura por pontos ao processar protótipos de baixo volume, estruturas espessas ou geometrias complexas que requerem alinhamento manual e extrema flexibilidade. Escolha a soldadura por pontos para o fabrico de caixas de chapa metálica de grande volume, componentes automóveis ou montagens de calibre fino, em que é fundamental minimizar o tempo de ciclo e o custo marginal da peça.
Precisa de ajuda para avaliar o seu projeto de chapa metálica?
Quer necessite de uma prototipagem rápida com soldadura por pontos flexível ou esteja pronto para passar à produção automatizada de soldadura por pontos, uma análise DFM adequada poupa tempo e capital. Envie os seus ficheiros CAD hoje mesmoe deixe que os nossos engenheiros experientes analisem as suas estruturas de juntas para encontrar a via de fabrico mais rentável para o seu próximo projeto.
FAQs
Uma soldadura por pontos pode tornar-se permanente?
Não, uma soldadura por pontos autónoma nunca deve ser tratada como uma junta estrutural permanente. O seu objetivo é apenas um poder de fixação temporário.
A soldadura por pontos é mais forte do que a soldadura por pontos?
Sim, uma soldadura por pontos corretamente executada é exponencialmente mais forte do que uma soldadura por pontos. Uma soldadura por pontos cria uma pepita interna, pressurizada e fundida entre duas folhas de metal.
Porque é que a soldadura por pontos deixa marcas?
A soldadura por pontos deixa uma pequena depressão circular porque o processo requer uma força de fixação pneumática intensa combinada com uma fusão localizada.
O alumínio pode ser soldado por pontos?
Sim, mas requer equipamento altamente especializado. O alumínio tem uma condutividade eléctrica e térmica excecionalmente elevada, o que significa que dissipa o calor quase tão rapidamente como o aplica.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
