In der Blechverarbeitung werden Heftschweißen und Punktschweißen häufig in derselben Produktionslinie eingesetzt, lösen aber völlig unterschiedliche Fertigungsprobleme.
Heftschweißungen sind nicht-strukturelle, temporäre Schweißpunkte, die lediglich dazu dienen, die Ausrichtung der Baugruppe vor dem endgültigen Schweißen zu erhalten. Im Gegensatz dazu sind Punktschweißungen dauerhafte, hochfeste strukturelle Verbindungen, die durch Widerstand und Druck gebildet werden und speziell darauf ausgelegt sind, überlappende Bleche ohne Zusatzwerkstoff zu verschmelzen.
Die Wahl des falschen Verfahrens für Ihre Produktionsstufe wirkt sich direkt auf die Werkzeugkosten, die Zykluszeiten und die endgültige Teilequalität aus. Im Folgenden finden Sie eine praktische Aufschlüsselung der Funktionsweise dieser beiden Verfahren und ihrer Position in Ihrem Fertigungsablauf.
Warum Heftschweißung und Punktschweißung oft verwechselt werden?
Oberflächlich betrachtet entstehen bei beiden Verfahren eher kleine, lokal begrenzte Verbindungen als durchgehende Nähte. Diese optische Ähnlichkeit führt in der Entwurfs- und Beschaffungsphase oft zu Verwirrung. Die technischen Funktionen und die physikalischen Grundlagen sind jedoch völlig unterschiedlich.
Lokalisierte Schweißpunkte
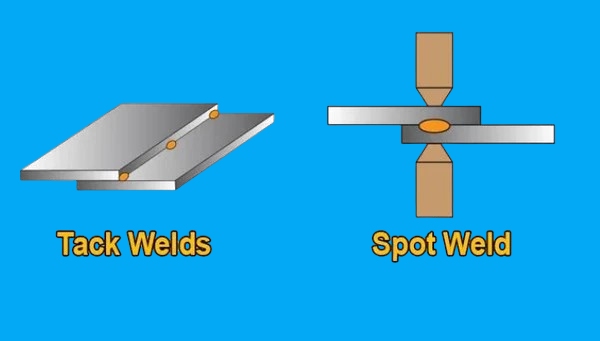
Für ein ungeübtes Auge ergeben beide Verfahren isolierte "Punkte", die zwei Metallstücke zusammenhalten. A Heftschweißen ist in der Regel ein kurzer Ausbruch eines traditionellen Lichtbogenschweißverfahrens (wie WIG oder MIG), bei dem eine kleine Menge Zusatzwerkstoff auf die Oberfläche aufgebracht wird.
A SchweißpunktBeim Widerstandsschweißen wird das Metall mit Kupferelektroden eingespannt und von einem hohen Strom durchflossen. Dadurch werden die Bleche von innen nach außen zusammengeschmolzen. Beide Verfahren hinterlassen einen kleinen Fußabdruck, aber die Mechanik dahinter überschneidet sich nicht.
Befristete vs. unbefristete Einstellung
Dies ist der grundlegende Unterschied im Zweck. Eine Heftschweißung ist nur eine vorübergehende Verbindung. Sie soll lediglich verhindern, dass sich Bauteile verschieben, bevor die endgültige Schweißnaht angebracht wird.
Ein Schweißpunkt hingegen ist der letzte Arbeitsgang. Sobald sich die Kupferelektroden lösen, ist die Verbindung dauerhaft und so ausgelegt, dass sie die in der technischen Zeichnung angegebene strukturelle Belastung tragen kann.
Arbeitsablauf bei der Montage
Die beiden Verfahren finden in völlig unterschiedlichen Phasen der Fertigung statt. Das Heftschweißen gehört zum "Fit-up"-Stadium - es ist ein Zwischenschritt, bei dem die Monteure die Geometrie eines komplexen Fahrgestells oder Rahmens fixieren, bevor sie es in die Schweißkabine schicken.
Punktschweißen ist ein spezieller Vorgang in einer Montagezelle. Die Teile kommen in eine Punktschweißstation, werden sofort verschweißt und gehen sofort weiter zur Endbearbeitung oder zum Versand.
Warum Heftschweißen die Montagegenauigkeit kontrolliert?
Beim Umgang mit Stahlblechgehäuse oder StrukturrahmenWärme ist der Feind der Maßhaltigkeit. Das Heftschweißen dient als primärer mechanischer Schutz gegen thermische Verformung während der Hauptschweißphase.
Riegel-Abstand
Nägel müssen strategisch platziert werden, um einem Verzug entgegenzuwirken. Werden die Stifte zu weit auseinander gesetzt, führt die Hitze der durchgehenden Hauptschweißnaht dazu, dass sich das Blech zwischen den Punkten verzieht oder durchbiegt.
Die Standardregel für die Werkstatt lautet, dass der Abstand zwischen den Nägeln auf der Grundlage der Materialdicke und der voraussichtlichen Gesamtwärmezufuhr für die endgültige Raupe festgelegt wird. Dadurch wird sichergestellt, dass die Verbindung während des gesamten Heiz- und Kühlzyklus starr bleibt.
Ausrichtung der Lücke
Perfekte Passgenauigkeit ist in der realen Fertigung äußerst selten. Das Heftschweißen ermöglicht es dem Bediener, leicht verzogene Bauteile manuell in enge Toleranzgrenzen zu drücken, zu ziehen und zu klemmen, um den Wurzelspalt zu fixieren.
Diese manuelle Ausrichtung gewährleistet, dass die Hauptschweißnaht gleichmäßig eindringt. Sie verhindert, dass der Lichtbogen durch breite Lücken brennt oder enge, falsch ausgerichtete Ecken nicht verschmilzt.
Verzerrungskontrolle
Wenn Sie eine lange, durchgehende Schweißraupe auftragen, dehnt sich das Metall schnell aus und schrumpft dann beim Abkühlen, wodurch die Baugruppe aus dem Lot gerät.
Indem Sie zuerst kleine Heftnähte mit geringer Hitze an kritischen Verbindungsstellen setzen, schaffen Sie ein starres Gerüst. Dadurch wird die Geometrie fixiert und das Material gezwungen, seinen eigenen inneren thermischen Spannungen beim endgültigen Schweißen zu widerstehen.
Übertragung von Mängeln
Eine kritische Realität in der Werkstatt ist, dass ein schlechter Hefter eine gute Schweißnaht ruiniert. Da Heftschweißnähte in der Regel von der endgültigen Schweißraupe aufgeschmolzen werden, überträgt sich jeder Fehler im Heft - wie Porosität, kalter Überlapp oder eingeschlossene Schlacke - direkt auf die endgültige Verbindung.
Für eine qualitativ hochwertige Fertigung ist es daher erforderlich, dass die Schweißnähte mit denselben kontrollierten Parametern ausgeführt werden wie die Hauptschweißung. Oft müssen sie vor dem letzten Durchgang bis auf sauberes Metall abgeschliffen werden.
Fixture-Abhängigkeit
Spezialwerkzeuge und schwere Spannvorrichtungen sind teuer und ihre Herstellung dauert Wochen. Durch das Heftschweißen wird der Bedarf an komplexen, speziell angefertigten Werkzeugen drastisch reduziert.
Ein geschickter Verarbeiter kann die Teile mit handelsüblichen modularen Klammern halten, ein paar gut platzierte Nägel setzen und die Klammern sofort entfernen. Die geheftete Baugruppe fungiert nun als ihre eigene Vorrichtung, wodurch Arbeitsraum frei wird und der Prototyping-Zyklus beschleunigt wird.
Warum Punktschweißen für die Großserienproduktion geeignet ist?
Während das Heftschweißen der Held der Maßanfertigung ist, ist das Punktschweißen der unbestrittene Motor der Massenfertigung. Es beseitigt die manuellen Variablen des Lichtbogenschweißens und ersetzt sie durch Geschwindigkeit, Konsistenz und äußerst wiederholbare Zykluszeiten.
Weld Nugget Formation
Beim Punktschweißen wird kein externer Lichtbogen oder Schweißdraht verwendet. Stattdessen nutzt es den natürlichen elektrischen Widerstand des Blechs selbst. Ein hoher Strom wird durch Kupferelektroden gepresst, die die Werkstücke einspannen. Dabei entsteht eine starke Hitze, die das Metall von innen nach außen schmilzt.
Dadurch entsteht ein innerer Schweißnocken, der die Bleche unter der Oberfläche zusammenschmelzen lässt. Da die Schmelze vollständig eingeschlossen ist und unter Druck steht, ist der Prozess unglaublich schnell - er dauert in der Regel nur 0,1 bis 0,5 Sekunden pro Schweißnaht - und erfordert absolut kein Schutzgas oder Zusatzmaterial.
Roboter-Schweißen
Die Mechanik des Punktschweißens macht es außerordentlich einfach, es zu automatisieren. Egal, ob ein stationäres Schweißgerät oder ein 6-Achsen-Roboterarm verwendet wird, die Maschine muss nur einspannen, Strom anlegen und loslassen.
Dadurch entfallen komplexe Brennerwinkel oder Verfahrgeschwindigkeiten, wie sie beim Lichtbogenschweißen mit Robotern erforderlich sind. Unter Großserienfertigung von BlechenEine robotergestützte Punktschweißzelle kann Hunderte von zuverlässigen strukturellen Verbindungen pro Minute herstellen und damit die manuelle Montage drastisch übertreffen.
Marginale Teilkosten
Sobald sich die anfänglichen Investitionskosten für die Punktschweißgeräte und -vorrichtungen amortisiert haben, sinken die Grenzkosten pro Teil auf nahezu Null. Sie zahlen im Wesentlichen nur noch für den Strom und die Zeit des Bedieners zum Be- und Entladen der Maschine.
Da keine teuren Verbrauchsmaterialien wie Argongas, Wolfram oder Schweißdrahtspulen benötigt werden, ist das Punktschweißen die kostengünstigste Verbindungsmethode für kontinuierliche Produktionsläufe von mehr als tausend Stück.
Elektrodenverschleiß
Das Punktschweißen ist jedoch nicht völlig frei von Wartungskosten. Das wichtigste Verbrauchsmaterial in der Werkstatt ist die Kupferelektrode selbst. Unter der enormen Hitze und dem Druck werden die Kupferspitzen schließlich plattgedrückt (Pilzbildung) oder durch das Werkstück verunreinigt.
Dieser Elektrodenverschleiß verändert die Kontaktfläche, was die Stromdichte verringert und zu schwachen, unterdimensionierten Schweißnuggets führt. Um die Qualität aufrechtzuerhalten, müssen die Bediener die Produktion routinemäßig für das Abrichten der Elektroden (Neuformung der Spitzen) anhalten, was bei der Berechnung der Zykluszeit berücksichtigt werden muss.
Oberflächeneindrücke
Ein wesentliches physikalisches Merkmal des Punktschweißens ist die Vertiefung in der Oberfläche, die durch den Anpressdruck der Elektroden entsteht. Diese Vertiefung ist zwar strukturell einwandfrei, aber auf der Außenseite des Metalls gut sichtbar.
Wenn das Bauteil ein makelloses kosmetisches Finish erfordert - bekannt als A-Oberfläche bei Verbrauchergehäusen oder Geräten - müssen diese Vertiefungen nachgeschliffen und aufgefüllt werden. Bei sichtbaren Platten müssen die Ingenieure die Geschwindigkeit des Punktschweißens gegen den zusätzlichen Arbeitsaufwand für die Oberflächenbearbeitung abwägen.

Heftschweißung vs. Punktschweißung in der Produktion
Wenn ein Produkt von der Prototypenphase in die Produktion übergeht, müssen die Ingenieure beurteilen, wie sich die gewählte Verbindungsmethode auf die strukturelle Integrität und den Arbeitsablauf in der Fabrikhalle auswirkt. Die Kenntnis der harten Grenzen beider Verfahren verhindert kostspielige Umgestaltungen und Engpässe bei der Montage in der Produktion.
Anforderungen an die Gelenkgeometrie (DFM)
Dies ist die wichtigste Konstruktionsbedingung. Heftschweißen ist geometrisch flexibel; ein Schweißer kann Stumpf-, Eck- oder Kehlnähte mit Leichtigkeit zusammenheften.
Punktschweißen ist jedoch strikt auf Überlappungsverbindungen (bei denen sich zwei Bleche überlappen) beschränkt. Wenn ein Ingenieur beabsichtigt, Punktschweißen für ein Gehäuse zu verwenden, muss das flache Blechmuster mit überlappenden Flanschen entworfen werden, um die Elektroden aufzunehmen.
DFM Profi-Tipp: Bei der Konstruktion von Flanschen für das robotergestützte Punktschweißen ist immer eine Mindestflanschbreite von 2 bis 3 mal dem Durchmesser des Schweißpunktes vorzusehen. Dies sorgt für einen ausreichenden Randabstand, um zu verhindern, dass das geschmolzene Metall an der Seite des Flansches herausspringt.
Gelenkfestigkeit
Eine Heftschweißung ist absichtlich schwach ausgelegt; sie muss nur eine ausreichende Zugfestigkeit aufweisen, um der Handhabung und der thermischen Belastung standzuhalten, bevor die endgültige Schweißnaht ausgeführt wird. Es handelt sich nicht um eine strukturelle Verbindung, die bei kontinuierlicher Belastung oder Vibration versagen wird.
Ein Schweißpunkt hingegen ist eine dauerhafte, tragende Verbindung. Bei korrekter Ausführung ist eine punktgeschweißte Verbindung oft stärker als das umgebende Grundmetall. Bei einem zerstörenden Schältest sollte das Blech reißen, bevor die Schweißnaht tatsächlich bricht.
Grenzwerte für die Materialdicke
Heftschweißen ist ein universelles Werkzeug. Da es sich um ein Standard-Lichtbogenschweißverfahren (WIG/MIG) handelt, kann ein geübter Schweißer alles zusammenheften, von hauchdünnen Blechen bis hin zu massiven, mehrere Zentimeter dicken Strukturträgern, indem er einfach die Stromstärke des Geräts anpasst.
Punktschweißen ist streng auf dünne Materialien beschränkt, in der Regel zwischen 0,5 mm und 3,0 mm (24 bis 11 mm). Wenn das Metall dicker als 3,0 mm ist, können Standardgeräte nicht genug lokale Widerstandswärme erzeugen, um einen gleichmäßigen inneren Nugget zu schmelzen, bevor die Kupferelektroden überhitzen.
Schwierigkeit der Nacharbeit
In der Werkstatt passieren Fehler, und Nacharbeit ist eine Realität in der Fertigung. Eine falsch gesetzte Heftnaht ist relativ einfach zu beheben. Ein Bediener kann die kleine Heftnaht schnell mit einem Winkelschleifer durchtrennen, die Teile trennen und neu ausrichten, ohne das Grundmaterial zu zerstören.
Ein falsch platzierter Schweißpunkt ist ein zerstörerisches Problem. Um punktgeschweißte Bleche zu trennen, müssen Sie die gesamte Schweißnaht mit einem speziellen Schweißpunktbohrer herausbohren. Dies hinterlässt ein dauerhaftes Loch in einem der Bleche, wodurch das Teil oft zu Ausschuss wird und der Materialabfall steigt.
Werkstoffgrenzwerte beim Heft- und Punktschweißen
Nicht alle Metalle verhalten sich unter einem Lichtbogen oder zwischen Kupferelektroden gleich. Die Werkstoffkunde bestimmt, welcher Prozess in der Werkstatt reibungslos abläuft und welcher endlose Qualitätsprobleme verursacht.
Rostfreier Stahl
Rostfreier Stahl (wie 304 und 316) eignet sich hervorragend für beide Verfahren. Beim Heftschweißen ist eine geringere Stromstärke erforderlich als bei normalem Kohlenstoffstahl, um ein flüssiges Schweißbad zu erzeugen.
Beim Punktschweißen ist die von Natur aus niedrige thermische und elektrische Leitfähigkeit des Edelstahls ein enormer Vorteil. Das Material schließt die Widerstandswärme genau zwischen den Elektroden ein und bildet robuste, äußerst wiederholbare Schweißnähte mit geringerem Strombedarf.
Verzinkter Stahl
Die Zinkschicht auf verzinktem Stahl ist ein Alptraum für das Widerstandspunktschweißen. Zink schmilzt bei einer viel niedrigeren Temperatur als Stahl, wodurch die Kupferelektroden aggressiv beschichtet und verunreinigt werden (und sich mit dem Kupfer zu Messing legieren). Dies erfordert ein ständiges Abrichten der Spitze und deutlich höhere Schweißströme.
Das Heftschweißen von verzinktem Stahl ist vom Standpunkt der Ausrüstung her einfacher, birgt aber ernsthafte Gesundheits- und Sicherheitsrisiken. Der Lichtbogen verdampft sofort die Zinkbeschichtung, wodurch giftige Dämpfe entstehen. Die Schweißer müssen das Zink vor dem Heften aggressiv abschleifen, um einen sauberen Wurzelspalt zu gewährleisten und Porosität zu vermeiden.
Aluminiumlegierungen
Aluminium besitzt eine extrem hohe thermische und elektrische Leitfähigkeit. Das bedeutet, dass es die Wärme aggressiv von der Schweißzone wegleitet. Um Aluminium erfolgreich punktschweißen zu können, benötigen die Hersteller massive, teure Maschinen, die in der Lage sind, extrem hohe Stromspitzen zu liefern, um das Metall zu schmelzen, bevor die Wärme entweicht.
Das Heftschweißen von Aluminium ist eine gängige Praxis in der kundenspezifischen Fertigung und wird in der Regel mit einem AC-WIG-Schweißgerät durchgeführt. Es erfordert jedoch einen hochqualifizierten Bediener, um die Wärmezufuhr zu steuern und die zähe äußere Aluminiumoxidschicht zu durchbrechen, ohne das dünne Grundmetall wegzuschmelzen.
DFM Profi-Tipp: Wenn das Punktschweißen von Aluminium für Ihre Massenproduktion unbedingt erforderlich ist, sollten Sie sicherstellen, dass Ihr Fertigungspartner Geräte mit Mittelfrequenz-Gleichstrom-Invertern (MFDC) einsetzt. Standard-Wechselstrom-Punktschweißgeräte haben Schwierigkeiten, die Leitfähigkeit von Aluminium dauerhaft zu überwinden.
Dünnwandige und dicke Abschnitte
Bei der Verarbeitung von Materialien, die dünner als 1,0 mm sind, ist das Punktschweißen die erste Wahl. Der Klemmdruck und die sofortige innere Hitze verhindern ein Ausblasen des Metalls und machen dieses Verfahren zum Standard für Gehäuse mit hohen Stückzahlen. Das Punktschweißen von ultradünnem Metall ist äußerst riskant, da ein Lichtbogenzünden im Bruchteil einer Sekunde zum sofortigen Durchbrennen führen kann.
Umgekehrt wird das Punktschweißen bei einer Dicke von mehr als 3,0 mm unrentabel. Hier ist das Heftschweißen zwingend erforderlich. Schwere Halterungen und strukturelle Fahrwerkskomponenten müssen mit MIG- oder Stick-Schweißen mit hoher Stromstärke ausgerichtet und geheftet werden, um eine tiefe Durchdringung zu gewährleisten.
Prozessauswahl in verschiedenen Produktionsstadien
Die Wahl zwischen Heftschweißen und Punktschweißen ist nicht nur eine technische Entscheidung, sondern eine Entscheidung für den gesamten Lebenszyklus. Während sich ein Produkt von der Skizze zur Fabrikhalle bewegt, ändert sich die optimale Verbindungsmethode je nach Volumenanforderungen und Werkzeugbudget.
Herstellung von Prototypen
In der anfänglichen Prototyping-Phase ist das Heftschweißen die Standardlösung. Die technischen Entwürfe sind fließend, die Toleranzen werden physisch getestet, und die Teile werden oft von Hand in der Werkstatt angepasst.
Da für das Heftschweißen keine speziellen Werkzeuge erforderlich sind, kann ein Verarbeiter lasergeschnittene Rohlinge mit modularen Standardkomponenten schnell zusammenspannen und einen Lichtbogen zünden. Wenn ein Konstruktionsfehler entdeckt wird, können die Heftklammern sofort entfernt werden, wodurch Ausschuss und technische Engpässe minimiert werden.
NPI-Entwicklung
In der Phase der neuen Produkteinführung (NPI) werden die Fertigungsabläufe validiert. Wenn das ultimative Ziel das Punktschweißen in hohen Stückzahlen ist, muss die NPI-Phase genutzt werden, um die weichen Werkzeuge und die Flanschausrichtung zu testen.
Hier machen viele Ingenieurteams einen entscheidenden Fehler. Wenn Sie es versäumen, in dieser Phase überlappende Flansche für das Punktschweißen zu entwerfen, stößt das Projekt an seine Grenzen. Eine Vergrößerung ohne diese DFM-Überlegungen (Design for Manufacturability) führt zu teuren Zeichnungsrevisionen, verzögerten Produkteinführungen und hohen Kosten für die Nachbearbeitung von Stanzwerkzeugen.
Übergang zur Massenproduktion
Wenn die Produktion von Hunderten auf Tausende von Einheiten ansteigt, wird das manuelle Heftschweißen zu einem lähmenden Engpass. Dies ist der Übergangspunkt, an dem die Beschaffung die Kosten für spezielle pneumatische Vorrichtungen rechtfertigt, indem die Investitionen in die Werkzeuge gegen eine drastische Verkürzung der Montagezeit eingetauscht werden.
Die Zeichnungen müssen genauestens überarbeitet werden, um traditionelle Stumpf- oder Eckverbindungen in Überlappverbindungen mit gekennzeichneten Punktschweißflanschen umzuwandeln, damit der Montageprozess an automatisierte Stationen übergeben werden kann.
Roboter-Montagelinien
In der Massenproduktion dominiert das Punktschweißen mit Robotern. Sechsachsige Roboter, die mit servogesteuerten Schweißzangen ausgestattet sind, können konsistente, interne Verbindungen mit einer Rate von einer Schweißung pro Sekunde ausführen und rund um die Uhr ohne Ermüdung des Bedieners arbeiten.
Auf dieser Ebene wird das Heftschweißen vollständig aus dem Arbeitsablauf eliminiert. Stattdessen halten hochpräzise Stanzwerkzeuge und hochbelastbare Nesting-Vorrichtungen die Blechteile in perfekter Ausrichtung, während der Roboter die Punktschweißungen schnell ausführt.
Vergleich der Prozessfähigkeiten
Damit Ihre Beschaffungs- und Konstruktionsteams auf einen Blick die richtige Wahl treffen können, werden im Folgenden die technischen und wirtschaftlichen Möglichkeiten beider Verfahren zusammengefasst.
| Fähigkeitsvektor | Heftschweißen (Lichtbogenschweißen) | Punktschweißen (widerstandsbasiert) |
|---|---|---|
| Prozess Natur | Vorübergehendes Einrichten / Halten der Ausrichtung | Dauerhafte strukturelle Verbindung |
| Dickenbereich | Praktisch unbegrenzt (0,5 mm bis Grobblech) | Strenge Grenze: 0,5 mm bis 3,0 mm (24 bis 11 Gauge) |
| Automatisierungsgrad | Hoher manueller Aufwand; schwer zu automatisieren | Extrem hoch; optimiert für die Robotik |
| Marginale Kosten | Hohe Arbeitskosten pro Schweißung; erfordert Verbrauchsmaterial | Nahezu null Kosten pro Schweißung; hohe anfängliche Maschinenkosten |
| Kosmetische Auswirkungen | Oberflächenschweißraupe; muss geschliffen werden, falls sichtbar | Hinterlässt eine kreisförmige Vertiefung/einen Grübchen |
| Anforderungen an die Werkzeuge | Minimal; modulare Standardklammern | Obligatorisch; erfordert überlappende Flansche und kundenspezifische Befestigungen |
Schlussfolgerung
Die Maximierung der Rentabilität in der Blechverarbeitung beruht auf einem einfachen Gleichgewicht zwischen Volumen, Materialstärke und struktureller Absicht.
Entscheiden Sie sich für das Heftschweißen, wenn Sie Prototypen in kleinen Stückzahlen, dicke Strukturrahmen oder komplexe Geometrien bearbeiten, die eine manuelle Ausrichtung und extreme Flexibilität erfordern. Entscheiden Sie sich für das Punktschweißen bei der Herstellung von Blechgehäusen in hohen Stückzahlen, Automobilkomponenten oder dünnwandigen Baugruppen, bei denen eine Minimierung der Zykluszeit und der Grenzkosten der Teile entscheidend ist.
Benötigen Sie Hilfe bei der Bewertung Ihres Blechdesigns?
Ganz gleich, ob Sie ein schnelles Prototyping mit flexiblem Heftschweißen benötigen oder bereit sind, in die automatisierte Punktschweißproduktion einzusteigen - eine ordnungsgemäße DFM-Prüfung spart Zeit und Kapital. Reichen Sie Ihre CAD-Dateien noch heute einund lassen Sie unsere erfahrenen Ingenieure Ihre Verbindungsstrukturen analysieren, um die kosteneffektivste Herstellungsmethode für Ihr nächstes Projekt zu finden.
FAQs
Kann eine Heftschweißung dauerhaft werden?
Nein, eine selbständige Heftschweißung sollte niemals als dauerhafte strukturelle Verbindung behandelt werden. Ihr Zweck ist lediglich eine vorübergehende Haltekraft.
Ist Punktschweißen stärker als Heftschweißen?
Ja, ein richtig ausgeführter Schweißpunkt ist exponentiell stärker als eine Heftschweißung. Ein Schweißpunkt erzeugt eine innere, unter Druck verschmolzene Naht zwischen zwei Metallblechen.
Warum hinterlässt das Punktschweißen Spuren?
Das Punktschweißen hinterlässt eine kleine, kreisförmige Vertiefung, da das Verfahren eine starke pneumatische Spannkraft in Verbindung mit einem lokalen Schmelzvorgang erfordert.
Kann Aluminium punktgeschweißt werden?
Ja, aber dafür sind hochspezialisierte Geräte erforderlich. Aluminium hat eine außergewöhnlich hohe elektrische und thermische Leitfähigkeit, was bedeutet, dass es Wärme fast so schnell abgibt, wie man sie aufbringen kann.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource

Laserstrukturierung von Metallen: Vorbereitung, DFM und Kostenkontrolle

Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele
