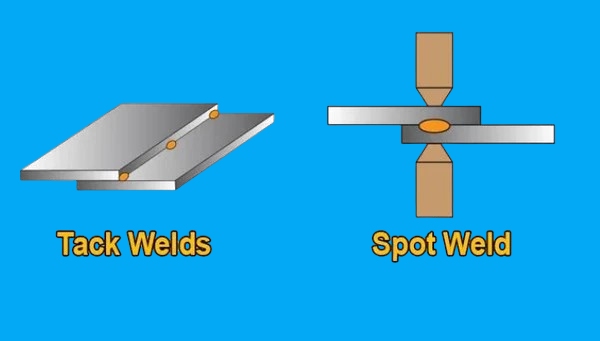
W produkcji blach zgrzewanie sczepne i zgrzewanie punktowe są często stosowane na tej samej linii produkcyjnej, ale rozwiązują zupełnie inne problemy produkcyjne.
Zgrzewy sczepne to niestrukturalne, tymczasowe miejsca stapiania zaprojektowane wyłącznie w celu utrzymania wyrównania zespołu przed ostatecznym spawaniem. W przeciwieństwie do nich, zgrzewy punktowe są trwałymi, wysokowytrzymałymi połączeniami konstrukcyjnymi tworzonymi przez opór i ciśnienie, specjalnie zaprojektowanymi do łączenia zachodzących na siebie blach bez materiału wypełniającego.
Wybór niewłaściwego procesu dla danego etapu produkcji ma bezpośredni wpływ na koszty oprzyrządowania, czas cyklu i ostateczną jakość części. Poniżej znajduje się praktyczny, warsztatowy opis funkcjonowania tych dwóch procesów i ich miejsca w procesie produkcyjnym.
Dlaczego spoina sczepna i punktowa są często mylone?
Z pozoru oba procesy tworzą małe, zlokalizowane połączenia, a nie ciągłe szwy. To wizualne podobieństwo często prowadzi do nieporozumień na etapie projektowania i zaopatrzenia. Jednak ich funkcje inżynieryjne i napędzająca je fizyka są zupełnie inne.
Zlokalizowane punkty spawania
Dla niewprawnego oka oba procesy skutkują pojedynczymi "kropkami" łączącymi ze sobą dwa kawałki metalu. A spoina sczepna Jest to zazwyczaj krótka seria tradycyjnego procesu spawania łukowego (jak TIG lub MIG), osadzająca niewielką ilość spoiwa na powierzchni.
A zgrzewanie punktoweSpawanie oporowe wykorzystuje miedziane elektrody do zaciśnięcia metalu i przepuszczenia przez niego wysokiego prądu. Powoduje to stopienie arkuszy od wewnątrz na zewnątrz. Obie metody pozostawiają niewielki ślad, ale ich mechanika nie pokrywa się.
Połączenie tymczasowe a stałe
Jest to podstawowa różnica w przeznaczeniu. Spoina sczepna to wyłącznie tymczasowe mocowanie. Jego jedynym zadaniem jest zapobieganie przesuwaniu się komponentów przed nałożeniem ostatecznej spoiny strukturalnej.
Zgrzewanie punktowe jest natomiast operacją końcową. Po uwolnieniu elektrod miedzianych połączenie jest trwałe i zaprojektowane tak, aby wytrzymać obciążenie konstrukcyjne określone na rysunku technicznym.
Przepływ pracy montażu
Te dwa procesy odbywają się w zupełnie innych fazach produkcji. Spawanie na zakładkę należy do etapu "dopasowywania" - jest to etap pośredni, w którym monterzy blokują geometrię złożonego podwozia lub ramy przed wysłaniem jej do kabiny spawalniczej.
Zgrzewanie punktowe to dedykowana operacja w celi montażowej. Części wchodzą na stanowisko zgrzewania punktowego, są natychmiast stapiane i natychmiast przechodzą do wykańczania lub wysyłki.
Dlaczego zgrzewanie doczołowe kontroluje dokładność montażu?
Gdy mamy do czynienia z Obudowy blaszane Lub ramy konstrukcyjneciepło jest wrogiem dokładności wymiarowej. Zgrzewanie sczepne działa jako podstawowa mechaniczna ochrona przed odkształceniami termicznymi podczas głównej fazy spawania.
Rozstaw haków
Gwoździe muszą być rozmieszczone strategicznie, aby przeciwdziałać wypaczaniu. Jeśli szpilki zostaną umieszczone zbyt daleko od siebie, ciepło głównej spoiny ciągłej spowoduje wyboczenie lub wygięcie blachy między punktami.
Standardową zasadą warsztatową jest rozmieszczanie gwoździ w oparciu o grubość materiału i całkowity przewidywany pobór ciepła przez końcową stopkę. Dzięki temu połączenie pozostaje sztywne przez cały cykl nagrzewania i chłodzenia.
Wyrównanie luk
Idealne dopasowanie jest niezwykle rzadkie w rzeczywistej produkcji. Zgrzewanie na zakładkę umożliwia operatorom ręczne popychanie, ciągnięcie i zaciskanie lekko wypaczonych komponentów w ścisłych granicach tolerancji, blokując szczelinę podstawową.
To ręczne wyrównanie zapewnia równomierne wtopienie głównej spoiny. Zapobiega to przepalaniu się łuku przez szerokie szczeliny lub nie stapianiu ciasnych, źle wyrównanych narożników.
Kontrola zniekształceń
Po ułożeniu długiego, ciągłego ściegu spawalniczego metal gwałtownie się rozszerza, a następnie kurczy podczas chłodzenia, wysuwając zespół z prostopadłości.
Umieszczając najpierw małe, niskotemperaturowe spoiny sczepne w krytycznych połączeniach, tworzysz sztywny szkielet. Blokuje to geometrię w miejscu, zmuszając materiał do przeciwstawienia się własnym wewnętrznym naprężeniom termicznym podczas końcowego spawania.
Przeniesienie wady
Krytyczną rzeczywistością na hali produkcyjnej jest to, że zły sczep rujnuje dobrą spoinę. Ponieważ spoiny sczepne są zwykle zużywane (nadtapiane) przez końcowy ścieg spoiny, wszelkie wady spoiny sczepnej - takie jak porowatość, zimny ścieg lub uwięziony żużel - przenoszą się bezpośrednio na końcowe połączenie.
Dlatego wysokiej jakości produkcja wymaga, aby ściegi graniowe były wykonywane z taką samą kontrolą parametrów, jak spoina główna. Często muszą one zostać zeszlifowane do czystego metalu przed rozpoczęciem ostatniego ściegu.
Zależność od urządzenia
Niestandardowe oprzyrządowanie i ciężkie przyrządy mocujące są drogie, a ich obróbka zajmuje tygodnie. Zgrzewanie na styk drastycznie zmniejsza potrzebę stosowania skomplikowanych, dedykowanych twardych narzędzi.
Wykwalifikowany producent może użyć standardowych zacisków modułowych do przytrzymania elementów, wbić kilka dobrze rozmieszczonych gwoździ i natychmiast usunąć zaciski. Przyklejony zespół działa teraz jako własne mocowanie, zwalniając przestrzeń roboczą i przyspieszając cykl prototypowania.
Dlaczego zgrzewanie punktowe pasuje do produkcji wielkoseryjnej?
Podczas gdy zgrzewanie sczepne jest bohaterem niestandardowych dopasowań, zgrzewanie punktowe jest niekwestionowanym motorem masowej produkcji. Eliminuje ręczne zmienne spawania łukowego, zastępując je szybkością, spójnością i wysoce powtarzalnymi czasami cyklu.
Formacja Weld Nugget
Spawanie punktowe nie wykorzystuje zewnętrznego łuku elektrycznego ani drutu elektrodowego. Zamiast tego wykorzystuje naturalną oporność elektryczną samej blachy. Wysoki prąd przepływa przez miedziane elektrody zaciskające obrabiane elementy, generując intensywne ciepło, które topi metal od wewnątrz.
Tworzy to wewnętrzną bryłkę spoiny, która łączy arkusze razem pod powierzchnią. Ponieważ topienie jest całkowicie zamknięte i odbywa się pod ciśnieniem, proces jest niewiarygodnie szybki - zwykle zajmuje tylko 0,1 do 0,5 sekundy na spoinę - i nie wymaga absolutnie żadnego gazu osłonowego ani materiału wypełniającego.
Spawanie zrobotyzowane
Mechanika zgrzewania punktowego sprawia, że jest ono wyjątkowo łatwe do zautomatyzowania. Niezależnie od tego, czy używana jest stacjonarna zgrzewarka stojąca, czy 6-osiowe ramię robota, maszyna musi tylko zacisnąć, przyłożyć prąd i zwolnić.
Eliminuje to potrzebę stosowania złożonych kątów palnika lub prędkości przesuwu wymaganych w zrobotyzowanym spawaniu łukowym. W Produkcja blach na dużą skalęZrobotyzowana cela do zgrzewania punktowego może wykonywać setki niezawodnych połączeń strukturalnych na minutę, drastycznie przewyższając montaż ręczny.
Krańcowy koszt części
Po zamortyzowaniu początkowych nakładów inwestycyjnych na sprzęt do zgrzewania punktowego i osprzęt, koszt krańcowy na część spada niemal do zera. Zasadniczo płacisz tylko za energię elektryczną i czas operatora na załadunek i rozładunek maszyny.
Ze względu na brak drogich materiałów eksploatacyjnych, takich jak argon, wolfram czy szpule drutu spawalniczego, spawanie punktowe jest najbardziej opłacalną metodą łączenia w przypadku ciągłych serii produkcyjnych przekraczających tysiące sztuk.
Zużycie elektrod
Spawanie punktowe nie jest jednak całkowicie wolne od kosztów konserwacji. Podstawowym materiałem eksploatacyjnym na hali produkcyjnej jest sama elektroda miedziana. Pod wpływem ogromnego ciepła i ciśnienia, miedziane końcówki ostatecznie spłaszczają się (grzybkowanie) lub ulegają zanieczyszczeniu przez obrabiany przedmiot.
To zużycie elektrody zmienia obszar styku, zmniejszając gęstość prądu i prowadząc do słabych, niewymiarowych bryłek spoiny. Aby utrzymać jakość, operatorzy muszą rutynowo zatrzymywać produkcję w celu obciągania elektrod (zmiany kształtu końcówek), co należy uwzględnić w obliczeniach czasu cyklu.
Wcięcie powierzchniowe
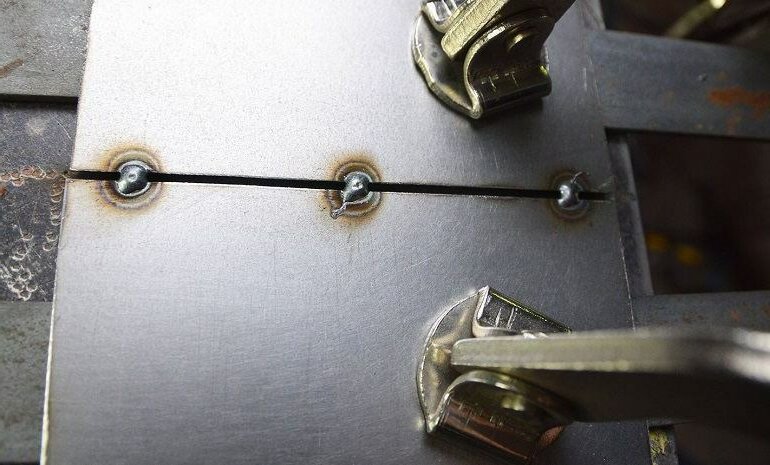
Charakterystyczną cechą fizyczną zgrzewania punktowego jest wgłębienie powierzchniowe pozostawione przez nacisk elektrod. Chociaż strukturalnie jest to zdrowe, ślad ten jest bardzo widoczny na zewnętrznej powierzchni metalu.
Jeśli komponent wymaga nieskazitelnego wykończenia kosmetycznego - znanego jako powierzchnia A w obudowach konsumenckich lub urządzeniach - wgłębienia te będą wymagały dodatkowego szlifowania i wypełniania. W przypadku widocznych paneli inżynierowie muszą rozważyć szybkość zgrzewania punktowego w stosunku do dodatkowej pracy związanej z wykończeniem powierzchni.

Spoina sczepna a spoina punktowa w produkcji
Przenosząc produkt z fazy prototypu do pełnej produkcji, inżynierowie muszą ocenić, w jaki sposób wybrana metoda łączenia wpłynie na integralność strukturalną i przepływ pracy w hali produkcyjnej. Zrozumienie twardych ograniczeń obu procesów zapobiega kosztownym przeprojektowaniom i wąskim gardłom montażowym.
Wymagania dotyczące geometrii złącza (DFM)
Jest to najbardziej krytyczne ograniczenie projektowe. Spawanie sczepne jest geometrycznie elastyczne; spawacz może z łatwością łączyć złącza doczołowe, narożne lub pachwinowe.
Zgrzewanie punktowe jest jednak ściśle ograniczone do połączeń zakładkowych (gdzie dwa arkusze zachodzą na siebie). Jeśli inżynier zamierza zastosować zgrzewanie punktowe w obudowie, płaski wzór blachy musi być zaprojektowany z zachodzącymi na siebie kołnierzami, aby pomieścić elektrody.
DFM Pro Tip: Podczas projektowania kołnierzy do zrobotyzowanego zgrzewania punktowego należy zawsze uwzględniać minimalną szerokość kołnierza równą 2-3-krotności średnicy zgrzewu punktowego. Zapewnia to wystarczającą odległość od krawędzi, aby zapobiec wydmuchiwaniu stopionego metalu z boku kołnierza.
Wspólna siła
Spoina sczepna jest celowo zaprojektowana tak, aby była słaba; potrzebuje jedynie wystarczającej wytrzymałości na rozciąganie, aby wytrzymać przenoszenie i naprężenia termiczne przed zakończeniem końcowego spawania. Nie jest to złącze konstrukcyjne i ulegnie uszkodzeniu pod wpływem ciągłego obciążenia lub wibracji.
Z drugiej strony, zgrzew punktowy jest trwałym, nośnym połączeniem. Prawidłowo wykonane połączenie zgrzewane punktowo jest często mocniejsze niż otaczający je metal podstawowy. W niszczącym teście odrywania blacha powinna się rozerwać, zanim zgrzeina faktycznie pęknie.
Limity grubości materiału
Spawanie sczepne jest narzędziem uniwersalnym. Ponieważ wykorzystuje standardowe procesy spawania łukowego (TIG/MIG), wykwalifikowany spawacz może łączyć ze sobą wszystko, od ultracienkich blach po masywne, wielocalowe wsporniki konstrukcyjne, po prostu dostosowując natężenie prądu maszyny.
Spawanie punktowe jest ściśle ograniczone do cienkich materiałów, zazwyczaj o grubości od 0,5 mm do 3,0 mm (od 24 do 11 mm). Jeśli metal jest grubszy niż 3,0 mm, standardowy sprzęt nie jest w stanie wygenerować wystarczającej ilości lokalnego ciepła oporowego, aby stopić spójną wewnętrzną bryłkę przed przegrzaniem elektrod miedzianych.
Trudność przeróbki
Błędy zdarzają się na hali produkcyjnej, a przeróbki to rzeczywistość produkcji. Niewłaściwie umieszczona spoina sczepna jest stosunkowo łatwa do naprawienia. Operator może szybko przeciąć małą spoinę za pomocą szlifierki kątowej, oddzielić części i ponownie je wyrównać bez niszczenia materiału bazowego.
Niewłaściwie umieszczony zgrzew punktowy to destrukcyjny problem. Aby rozdzielić arkusze zgrzewane punktowo, należy fizycznie wywiercić całą bryłkę zgrzewu za pomocą specjalistycznego wiertła do zgrzewów punktowych. Pozostawia to trwały otwór w jednym z arkuszy, często czyniąc część złomem i zwiększając ilość odpadów materiałowych.
Limity materiałowe w zgrzewaniu punktowym i punktowym
Nie wszystkie metale zachowują się tak samo pod wpływem łuku elektrycznego lub między elektrodami miedzianymi. Nauka o materiałach dyktuje, który proces będzie przebiegał płynnie na hali produkcyjnej, a który spowoduje niekończące się problemy z jakością.
Stal nierdzewna
Stal nierdzewna (np. gatunki 304 i 316) doskonale sprawdza się w obu procesach. Do spawania sczepnego wymaga mniejszego natężenia prądu niż standardowa stal węglowa, aby uzyskać płynną kałużę.
W przypadku zgrzewania punktowego, naturalnie niska przewodność cieplna i elektryczna stali nierdzewnej jest ogromną zaletą. Materiał zatrzymuje ciepło oporowe dokładnie między elektrodami, tworząc solidne, wysoce powtarzalne bryłki spawalnicze o niższym zapotrzebowaniu na prąd.
Stal galwanizowana
Powłoka cynkowa na stali galwanizowanej jest koszmarem dla zgrzewania punktowego. Cynk topi się w znacznie niższej temperaturze niż stal, przez co agresywnie pokrywa i zanieczyszcza elektrody miedziane (tworząc z miedzią mosiądz). Wymaga to ciągłego obciągania końcówki i znacznie wyższych prądów spawania.
Spawanie łukowe stali ocynkowanej jest łatwiejsze z punktu widzenia sprzętu, ale stwarza poważne zagrożenia dla zdrowia i bezpieczeństwa. Łuk elektryczny natychmiast odparowuje powłokę cynkową, tworząc toksyczne opary. Spawacze muszą agresywnie zeszlifować cynk przed sczepianiem, aby zapewnić czystą szczelinę i zapobiec porowatości.
Stopy aluminium
Aluminium charakteryzuje się niezwykle wysoką przewodnością cieplną i elektryczną. Oznacza to, że agresywnie odprowadza ciepło ze strefy spawania. Aby skutecznie spawać punktowo aluminium, producenci potrzebują ogromnych, drogich maszyn zdolnych do dostarczania ekstremalnie wysokich skoków prądu w celu stopienia metalu przed ucieczką ciepła.
Spawanie aluminium jest standardową praktyką w produkcji niestandardowej, zwykle wykonywaną za pomocą spawarki AC TIG. Wymaga to jednak wysoko wykwalifikowanego operatora, aby zarządzać wprowadzanym ciepłem i przebić się przez twardą zewnętrzną warstwę tlenku aluminium bez topienia cienkiego metalu podstawowego.
DFM Pro Tip: Jeśli zgrzewanie punktowe aluminium jest ściśle wymagane do masowej produkcji, upewnij się, że Twój partner produkcyjny wykorzystuje sprzęt z inwertorami prądu stałego o średniej częstotliwości (MFDC). Standardowe zgrzewarki punktowe AC z trudem radzą sobie z przewodnością aluminium.
Cienkie i grube przekroje
W przypadku obróbki materiałów cieńszych niż 1,0 mm dominującym wyborem jest zgrzewanie punktowe. Ciśnienie zacisku i natychmiastowe, wewnętrzne ciepło zapobiegają wydmuchiwaniu metalu, dzięki czemu jest to standard dla obudów o dużej objętości. Zgrzewanie punktowe ultra-cienkiego metalu jest bardzo ryzykowne, ponieważ uderzenie łuku w ułamku sekundy może spowodować natychmiastowe przepalenie.
I odwrotnie, w przypadku grubości przekraczającej 3,0 mm zgrzewanie punktowe staje się nieopłacalne. W tym przypadku spawanie sczepne jest obowiązkowe. Ciężkie wsporniki i elementy konstrukcyjne podwozia muszą być wyrównane i sczepione za pomocą spawania MIG lub Stick o wysokiej mocy, aby zapewnić głębokie wtopienie.
Wybór procesu na różnych etapach produkcji
Wybór między zgrzewaniem sczepnym a zgrzewaniem punktowym to nie tylko decyzja techniczna; to decyzja dotycząca cyklu życia produktu. Gdy produkt przechodzi od szkicu na serwetce do hali produkcyjnej, optymalna metoda łączenia zmienia się w zależności od wymagań ilościowych i budżetu na narzędzia.
Produkcja prototypów
W początkowej fazie prototypowania spawanie sczepne jest standardowym wyborem. Projekty inżynieryjne są płynne, tolerancje są testowane fizycznie, a części są często regulowane ręcznie na hali produkcyjnej.
Ponieważ spawanie sczepne nie wymaga żadnego niestandardowego oprzyrządowania, producent może szybko zacisnąć laserowo wycięte półfabrykaty przy użyciu standardowych komponentów modułowych i zajarzyć łuk elektryczny. W przypadku wykrycia wady projektowej, sczepy można natychmiast odciąć, minimalizując ilość odpadów i wąskie gardła inżynieryjne.
Rozwój NPI
Etap wprowadzania nowego produktu (NPI) to miejsce, w którym walidowane są procesy produkcyjne. Jeśli ostatecznym celem jest zgrzewanie punktowe na dużą skalę, etap NPI musi zostać wykorzystany do przetestowania miękkich narzędzi i wyrównania kołnierzy.
To właśnie tutaj wiele zespołów inżynieryjnych popełnia krytyczny błąd. Jeśli na tym etapie nie uda się zaprojektować zachodzących na siebie kołnierzy do zgrzewania punktowego, projekt utknie w martwym punkcie. Skalowanie bez tych rozważań DFM (Design for Manufacturability) prowadzi do kosztownych zmian rysunków, opóźnień we wprowadzaniu produktów na rynek i wysokich kosztów ponownej obróbki matryc tłoczących.
Przejście do produkcji masowej
Gdy produkcja zwiększa się z setek do tysięcy sztuk, ręczne spawanie sczepne staje się wąskim gardłem. Jest to punkt przejściowy, w którym zaopatrzenie uzasadnia koszt dedykowanych uchwytów pneumatycznych, zamieniając początkowe inwestycje w oprzyrządowanie na drastyczne skrócenie czasu montażu.
Rysunki muszą być ściśle sfinalizowane, aby przekształcić tradycyjne połączenia doczołowe lub narożne w połączenia zakładkowe z wyznaczonymi kołnierzami do zgrzewania punktowego, umożliwiając przekazanie procesu montażu do zautomatyzowanych stacji.
Zrobotyzowane linie montażowe
W produkcji masowej dominuje zrobotyzowane zgrzewanie punktowe. Sześcioosiowe roboty wyposażone w pistolety spawalnicze z serwonapędem mogą wykonywać spójne, wewnętrzne spoiny z szybkością jednej spoiny na sekundę, pracując 24 godziny na dobę, 7 dni w tygodniu, bez zmęczenia operatora.
Na tym poziomie zgrzewanie sczepne jest całkowicie wyeliminowane z przepływu pracy. Zamiast tego, wysoce precyzyjne matryce tłoczące i wytrzymałe uchwyty do zagnieżdżania utrzymują części blaszane w idealnym wyrównaniu, podczas gdy robot szybko wykonuje zgrzewy punktowe.
Porównanie możliwości procesu
Aby pomóc zespołom zaopatrzeniowym i inżynieryjnym w dokonaniu właściwego wyboru, poniżej podsumowano techniczne i ekonomiczne możliwości obu procesów.
| Wektor możliwości | Spawanie sczepne (łukowe) | Zgrzewanie punktowe (oporowe) |
|---|---|---|
| Proces Natura | Tymczasowe dopasowanie / wstrzymanie osiowania | Stałe połączenie strukturalne |
| Zakres grubości | Praktycznie nieograniczony (od 0,5 mm do ciężkich płyt) | Ścisły limit: od 0,5 mm do 3,0 mm (od 24 do 11 Gauge) |
| Poziom automatyzacji | Wysoce ręczny; trudny do zautomatyzowania | Niezwykle wysoka; zoptymalizowana pod kątem robotyki |
| Koszt krańcowy | Wysoki koszt robocizny w przeliczeniu na spaw; wymaga materiałów eksploatacyjnych | Prawie zerowy koszt spawania; wysoki początkowy koszt maszyny |
| Wpływ kosmetyczny | Ścieg spawalniczy na powierzchni; wymaga szlifowania, jeśli jest widoczny | Pozostawia okrągłe wgłębienie/wgłębienie |
| Wymagania dotyczące oprzyrządowania | Minimalne; standardowe zaciski modułowe | Obowiązkowe; wymaga nakładających się kołnierzy i niestandardowych mocowań |
Wnioski
Maksymalizacja rentowności w produkcji blach sprowadza się do prostej równowagi między objętością, grubością materiału i zamierzeniami konstrukcyjnymi.
Wybieraj zgrzewanie sczepne podczas przetwarzania prototypów o małej objętości, grubych ram konstrukcyjnych lub złożonych geometrii, które wymagają ręcznego wyrównania i wyjątkowej elastyczności. Wybieraj zgrzewanie punktowe przy produkcji wielkoseryjnych obudów blaszanych, komponentów motoryzacyjnych lub cienkogabarytowych podzespołów, gdzie minimalizacja czasu cyklu i krańcowego kosztu części ma krytyczne znaczenie.
Potrzebujesz pomocy w ocenie projektu blachy?
Niezależnie od tego, czy potrzebujesz szybkiego prototypowania z elastycznym zgrzewaniem sczepnym, czy jesteś gotowy do skalowania do zautomatyzowanej produkcji zgrzewania punktowego, właściwy przegląd DFM oszczędza czas i kapitał. Prześlij swoje pliki CAD już dziśi pozwól naszym doświadczonym inżynierom przeanalizować konstrukcje połączeń, aby znaleźć najbardziej opłacalną drogę produkcji dla następnego projektu.
Często zadawane pytania
Czy spoina sczepna może stać się trwała?
Nie, samodzielna spoina sczepna nigdy nie powinna być traktowana jako trwałe połączenie konstrukcyjne. Jego celem jest wyłącznie tymczasowa siła trzymania.
Czy zgrzewanie punktowe jest mocniejsze niż sczepianie?
Tak, prawidłowo wykonany zgrzew punktowy jest wykładniczo mocniejszy niż zgrzew sczepny. Zgrzew punktowy tworzy wewnętrzną, stopioną pod ciśnieniem bryłkę między dwoma arkuszami metalu.
Dlaczego zgrzewanie punktowe pozostawia ślady?
Zgrzewanie punktowe pozostawia małe, okrągłe wgłębienie, ponieważ proces wymaga intensywnej pneumatycznej siły zacisku w połączeniu z miejscowym stopieniem.
Czy aluminium można spawać punktowo?
Tak, ale wymaga to wysoce specjalistycznego sprzętu. Aluminium ma wyjątkowo wysoką przewodność elektryczną i cieplną, co oznacza, że odprowadza ciepło prawie tak szybko, jak można je zastosować.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

