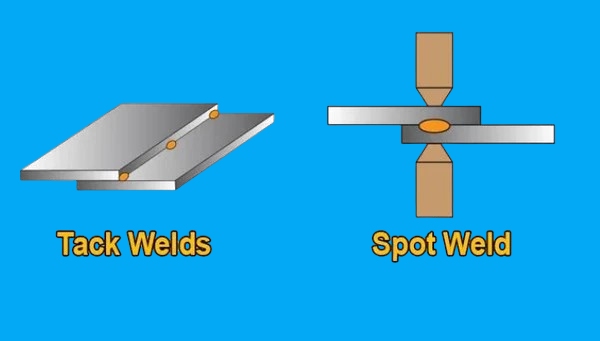
Bij plaatbewerking worden hechtlassen en puntlassen vaak in dezelfde productielijn gebruikt, maar ze lossen totaal verschillende fabricageproblemen op.
Hechtlassen zijn niet-structurele, tijdelijke smeltpunten die alleen bedoeld zijn om de assemblage uitgelijnd te houden voordat er definitief gelast wordt. Puntlassen daarentegen zijn permanente structurele verbindingen met hoge sterkte die gevormd worden door weerstand en druk, speciaal ontworpen om overlappend plaatmetaal samen te smelten zonder toevoegmateriaal.
De keuze van het verkeerde proces voor uw productiefase heeft een directe invloed op de gereedschapskosten, cyclustijden en uiteindelijke productkwaliteit. Hier volgt een praktisch overzicht op de werkvloer van hoe deze twee processen werken en waar ze thuishoren in uw productieworkflow.
Waarom hechtlassen en puntlassen vaak worden verward?
Oppervlakkig gezien creëren beide processen kleine, gelokaliseerde verbindingen in plaats van doorlopende naden. Deze visuele gelijkenis leidt vaak tot verwarring tijdens de ontwerp- en aankoopfasen. Hun technische functies en de fysica die ze aanstuurt zijn echter totaal verschillend.
Gelokaliseerde laspunten
Voor een ongeoefend oog resulteren beide processen in geïsoleerde "puntjes" die twee stukken metaal samenhouden. A hechtlas is meestal een korte uitbarsting van een traditioneel booglasproces (zoals TIG of MIG), waarbij een kleine hoeveelheid toevoegmetaal op het oppervlak wordt aangebracht.
A puntlasBij weerstandlassen worden koperen elektroden gebruikt om het metaal vast te klemmen en er een hoge stroom doorheen te leiden. Hierdoor smelten de platen van binnenuit aan elkaar. Beide laten een kleine voetafdruk achter, maar het mechanisme erachter overlapt elkaar niet.
Tijdelijke vs. permanente indiensttreding
Dit is het fundamentele verschil in doel. Een hechtlas is strikt tijdelijk. Het enige doel is om te voorkomen dat onderdelen verschuiven voordat de uiteindelijke structurele las wordt aangebracht.
Een puntlas daarentegen is de laatste bewerking. Zodra de koperen elektroden loslaten, is de verbinding permanent en ontworpen om de structurele belasting te dragen die de technische tekening voorschrijft.
Assemblage Werkstroom
De twee processen bevinden zich in totaal verschillende fasen van de productie. Hechtlassen behoort tot de "fit-up" fase. Het is een tussenstap waarbij monteurs de geometrie van een complex chassis of frame vastleggen voordat ze het naar de lascabine sturen.
Puntlassen is een speciale bewerking in een assemblagecel. Onderdelen gaan een puntlasstation binnen, worden direct gesmolten en gaan direct door naar afwerking of verzending.
Waarom hechtlassen de assemblagenauwkeurigheid controleert?
Wanneer je te maken hebt met plaatstalen behuizingen of structurele framesWarmte is de vijand van maatnauwkeurigheid. Hechtlassen fungeert als de primaire mechanische verdediging tegen thermische vervorming tijdens de hoofdlasfase.
Afstand tussen spijkers
De spijkers moeten strategisch geplaatst worden om kromtrekken tegen te gaan. Als de spijkers te ver uit elkaar worden geplaatst, zal de hitte van de doorlopende hoofdlas ervoor zorgen dat het plaatmetaal tussen de punten kromtrekt of buigt.
De standaard werkregel is om de spijkers een bepaalde ruimte te geven, gebaseerd op de materiaaldikte en de totale verwachte warmte-inbreng van de uiteindelijke las. Dit zorgt ervoor dat de verbinding stijf blijft gedurende de hele verwarmings- en koelcyclus.
Gap Uitlijning
Een perfecte passing is uiterst zeldzaam bij echte fabricage. Met hechtlassen kunnen operators licht vervormde onderdelen handmatig duwen, trekken en klemmen binnen strikte tolerantiegrenzen, waardoor de basisspleet wordt vastgezet.
Deze handmatige uitlijning zorgt ervoor dat de hoofdlas gelijkmatig doordringt. Het voorkomt dat de boog door grote spleten brandt of dat strakke, verkeerd uitgelijnde hoeken niet smelten.
Vervormingsregeling
Als je een lange, ononderbroken lasril legt, zet het metaal snel uit en krimpt het als het afkoelt, waardoor de assemblage uit het lood wordt getrokken.
Door eerst kleine hechtlassen met lage temperatuur te plaatsen op kritieke laspunten, creëer je een stijf skelet. Dit zet de geometrie vast en dwingt het materiaal om weerstand te bieden aan zijn eigen interne thermische spanningen tijdens het uiteindelijke lassen.
Overdracht van defecten
Een kritieke realiteit op de werkvloer is dat een slechte hechtlas een goede las ruïneert. Omdat hechtlassen meestal worden verbruikt (omgesmolten) door de uiteindelijke lasnaad, zal elk defect in de hechtlas - zoals poreusheid, koude overlap of ingesloten slak - direct overgaan in de uiteindelijke lasnaad.
Daarom vereist hoogwaardige fabricage dat hechtlassen worden uitgevoerd met dezelfde parametercontrole als de primaire las. Vaak moeten ze worden afgeslepen tot schoon metaal voordat de laatste lasnaad begint.
Inrichtingsafhankelijkheid
Aangepaste gereedschappen en zware opspanmallen zijn duur en het duurt weken om ze te bewerken. Hechtlassen vermindert drastisch de behoefte aan complex, speciaal hard gereedschap.
Een ervaren fabricant kan standaard modulaire klemmen gebruiken om de stukken vast te zetten, een paar goed geplaatste spijkers aanbrengen en de klemmen onmiddellijk verwijderen. De gespijkerde assemblage werkt nu als zijn eigen opspanning, waardoor werkruimte vrijkomt en de prototypingcyclus versneld wordt.
Waarom puntlassen geschikt is voor hoge volumes productie?
Terwijl hechtlassen de held is van op maat gemaakte aanpassingen, is puntlassen de onbetwiste motor van massaproductie. Het verwijdert de handmatige variabelen van booglassen en vervangt deze door snelheid, consistentie en zeer herhaalbare cyclustijden.
Weld Klomp Formatie
Puntlassen maakt geen gebruik van een externe vlamboog of toevoegdraad. In plaats daarvan wordt de natuurlijke elektrische weerstand van het plaatmetaal zelf gebruikt. Hoge stroom wordt door koperen elektroden geperst die de werkstukken vastklemmen, waardoor intense hitte wordt opgewekt die het metaal van binnenuit doet smelten.
Hierdoor ontstaat een inwendige lasklomp die de platen onder het oppervlak met elkaar versmelt. Omdat het smelten volledig ingeperkt en onder druk gebeurt, is het proces ongelooflijk snel - het duurt meestal slechts 0,1 tot 0,5 seconde per las - en er is absoluut geen beschermgas of toevoegmateriaal nodig.
Robotlassen
De mechanica van puntlassen maakt het uitzonderlijk eenvoudig om te automatiseren. Of je nu een stationaire puntlasmachine of een 6-assige robotarm gebruikt, de machine hoeft alleen maar te spannen, stroom toe te voeren en los te laten.
Hierdoor zijn er geen complexe toortshoeken of verplaatsingssnelheden nodig die nodig zijn bij robotbooglassen. In fabricage van grote volumes plaatstaalkan een gerobotiseerde puntlascel honderden betrouwbare structurele verbindingen per minuut maken, waardoor handmatige assemblage drastisch wordt overtroffen.
Marginale deelkosten
Zodra de initiële investering voor de puntlasapparatuur en de armaturen is afgeschreven, dalen de marginale kosten per onderdeel tot bijna nul. Je betaalt in wezen alleen voor de elektriciteit en de tijd van de operator om de machine te laden en te ontladen.
Omdat er geen dure verbruiksartikelen zijn, zoals argongas, wolfraam of spoelen lasdraad, is puntlassen de meest kosteneffectieve verbindingsmethode voor continue productieruns van meer dan duizenden eenheden.
Elektrodeslijtage
Puntlassen is echter niet geheel vrij van onderhoudskosten. Het belangrijkste verbruiksartikel op de werkvloer is de koperen elektrode zelf. Onder immense hitte en druk worden de koperen punten uiteindelijk plat (paddenstoelvorming) of raken ze vervuild door het werkstuk.
Door deze slijtage van de elektrode verandert het contactgebied, waardoor de stroomdichtheid daalt en er zwakke, ondermaatse lasklompjes ontstaan. Om de kwaliteit te handhaven, moeten operators de productie regelmatig stopzetten om de elektroden te bewerken (de punten opnieuw vorm te geven), wat moet worden meegenomen in de berekening van de cyclustijd.
Oppervlakte indrukking
Een kenmerkende fysieke eigenschap van puntlassen is de inkeping in het oppervlak, of "kuiltje", dat wordt achtergelaten door de klemdruk van de elektroden. Hoewel het structureel gezond is, is deze markering goed zichtbaar aan de buitenkant van het metaal.
Als het onderdeel een onberispelijke cosmetische afwerking nodig heeft - bekend als een A-oppervlak op consumentenbehuizingen of apparaten - moeten deze inkepingen nog verder worden geslepen en opgevuld. Voor zichtbare panelen moeten ingenieurs de snelheid van puntlassen afwegen tegen de extra arbeid van oppervlakteafwerking.

Hechtlassen vs. puntlassen in productie
Wanneer een product van de prototypefase naar de volledige productiefase gaat, moeten ingenieurs evalueren hoe de gekozen verbindingsmethode de structurele integriteit en de workflow op de fabrieksvloer zal beïnvloeden. Inzicht in de harde grenzen van beide processen voorkomt kostbare herontwerpen en knelpunten in de assemblage.
Vereisten voor gezamenlijke geometrie (DFM)
Dit is de meest kritieke ontwerprestrictie. Hechtlassen is geometrisch flexibel; een lasser kan met gemak stompe verbindingen, hoekverbindingen of hoeknaden hechten.
Puntlassen is echter strikt beperkt tot overlapverbindingen (waar twee platen elkaar overlappen). Als een ingenieur van plan is puntlassen te gebruiken voor een behuizing, moet het vlakke plaatwerkpatroon worden ontworpen met overlappende flenzen om de elektroden te kunnen plaatsen.
DFM Pro Tip: Houd bij het ontwerpen van flenzen voor robot-puntlassen altijd rekening met een minimale flensbreedte van 2 tot 3 keer de diameter van de puntlasnok. Dit zorgt voor voldoende randafstand om te voorkomen dat het gesmolten metaal uit de zijkant van de flens blaast.
Gezamenlijke kracht
Een hechtlas is met opzet ontworpen om zwak te zijn; er is alleen genoeg treksterkte nodig om de behandeling en thermische spanning te weerstaan voordat de laatste las wordt gemaakt. Het is geen structurele verbinding en zal bezwijken onder continue belasting of trillingen.
Een puntlas daarentegen is een permanente, lastdragende verbinding. Als een puntlasverbinding correct wordt uitgevoerd, is deze vaak sterker dan het omringende basismetaal. Bij een destructieve afpeltest moet de metalen plaat scheuren voordat het laspunt daadwerkelijk breekt.
Materiaal Dikte Grenzen
Tacklassen is een universeel gereedschap. Omdat het gebruik maakt van standaard booglasprocessen (TIG/MIG), kan een ervaren lasser alles aan elkaar bevestigen, van flinterdun plaatwerk tot massieve, meerdere centimeters dikke structurele beugels, door eenvoudigweg de stroomsterkte van de machine aan te passen.
Puntlassen is strikt beperkt tot dunne materialen, meestal tussen 0,5 mm en 3,0 mm (24 tot 11 gauge). Als het metaal dikker is dan 3,0 mm, kan standaardapparatuur niet genoeg plaatselijke weerstandswarmte genereren om een consistente interne klomp te smelten voordat de koperelektroden oververhit raken.
Moeilijkheidsgraad herwerken
Fouten gebeuren op de werkvloer en herbewerking is een realiteit bij productie. Een verkeerd geplaatste hechtlas is relatief eenvoudig te repareren. Een operator kan de kleine hechtlas snel met een haakse slijper doorsnijden, de onderdelen scheiden en opnieuw uitlijnen zonder het basismateriaal te vernietigen.
Een verkeerd geplaatste puntlas is een destructief probleem. Om puntgelaste platen te scheiden, moet je de hele lasnugget fysiek uitboren met een speciale puntlasboor. Dit laat een permanent gat achter in een van de platen, waardoor het onderdeel vaak afval wordt en het materiaalafval toeneemt.
Materiaalgrenzen bij hechtlassen en puntlassen
Niet alle metalen gedragen zich hetzelfde onder een vlamboog of tussen koperen elektroden. De materiaalwetenschap dicteert welk proces soepel verloopt op de werkvloer en welk proces eindeloze kwaliteitsproblemen veroorzaakt.
Roestvrij staal
Roestvast staal (zoals 304 en 316 soorten) is uitstekend voor beide processen. Voor hechtlassen is minder stroomsterkte nodig dan voor standaard koolstofstaal om een vloeibare plas te krijgen.
Voor puntlassen is de van nature lage thermische en elektrische geleidbaarheid van roestvast staal een enorm voordeel. Het materiaal vangt de weerstandswarmte precies op tussen de elektroden en vormt zo robuuste, zeer herhaalbare lasklompjes met een lagere stroombehoefte.
Gegalvaniseerd staal
De zinklaag op gegalvaniseerd staal is een nachtmerrie voor weerstandspotlassen. Zink smelt bij een veel lagere temperatuur dan staal, waardoor de koperen elektroden agressief worden bekleed en vervuild (en met het koper worden gelegeerd tot messing). Dit vereist een constante tipdressing en aanzienlijk hogere lasstromen.
Hechtlassen van gegalvaniseerd staal is eenvoudiger qua apparatuur, maar brengt ernstige gezondheids- en veiligheidsrisico's met zich mee. De boog verdampt onmiddellijk de zinklaag, waardoor giftige dampen ontstaan. Lassers moeten het zink voor het hechten agressief wegslijpen om een schone grondspleet te krijgen en poreusheid te voorkomen.
Aluminiumlegeringen
Aluminium heeft een extreem hoog thermisch en elektrisch geleidingsvermogen. Dit betekent dat het warmte agressief wegvoert van de laszone. Om aluminium succesvol te puntlassen, hebben fabrikanten enorme, dure machines nodig die extreem hoge stroompieken kunnen leveren om het metaal te smelten voordat de warmte ontsnapt.
Tacklassen van aluminium is een standaardmethode bij maatwerk en wordt meestal uitgevoerd met een AC TIG-lasser. Het vereist echter een zeer bekwame operator om de warmte-inbreng te beheren en door de taaie buitenste aluminiumoxidelaag te breken zonder het dunne basismetaal weg te smelten.
DFM Pro Tip: Als puntlassen van aluminium strikt noodzakelijk is voor je massaproductie, zorg er dan voor dat je productiepartner apparatuur gebruikt met Medium Frequency Direct Current (MFDC) inverters. Standaard AC puntlasapparaten hebben moeite om de geleidbaarheid van aluminium consequent te overwinnen.
Dunne profielen en dikke secties
Bij het verwerken van materiaal dunner dan 1,0 mm is puntlassen de beste keuze. De klemdruk en onmiddellijke, interne hitte voorkomen dat het metaal uitblaast, waardoor het de standaard is voor behuizingen met grote volumes. Hechtlassen van zeer dun metaal is zeer riskant, omdat een booginslag in een fractie van een seconde onmiddellijk doorbranden kan veroorzaken.
Omgekeerd wordt puntlassen onhaalbaar voor iets dat groter is dan 3,0 mm. Hier is hechtlassen verplicht. Zware beugels en structurele chassisonderdelen moeten worden uitgelijnd en gehecht met MIG- of stoklassen met hoge stroomsterkte om een diepe inbranding te garanderen.
Proceskeuze in verschillende productiefasen
Kiezen tussen hechtlassen en puntlassen is niet alleen een technische beslissing; het is een beslissing voor de hele levenscyclus. Als een product van een schets op een servetje naar de fabrieksvloer gaat, verandert de optimale verbindingsmethode op basis van uw volumevereisten en gereedschapsbudget.
Prototype Productie
Tijdens de eerste prototypefase is hechtlassen de standaardkeuze. Engineeringontwerpen zijn vloeibaar, toleranties worden fysiek getest en onderdelen worden vaak met de hand aangepast op de werkvloer.
Omdat voor tacklassen geen speciaal gereedschap nodig is, kan een fabrikant snel lasergesneden vormstukken aan elkaar klemmen met behulp van standaard modulaire componenten en een boog maken. Als er een ontwerpfout wordt ontdekt, kunnen de lasrupsen onmiddellijk worden weggesneden, waardoor uitval en technische knelpunten tot een minimum worden beperkt.
NPI Ontwikkeling
De New Product Introduction (NPI)-fase is de fase waarin je productieworkflows valideert. Als het uiteindelijke doel hoogvolume puntlassen is, moet de NPI-fase worden gebruikt om zacht gereedschap en flensuitlijning te testen.
Dit is waar veel engineeringteams een kritieke fout maken. Als je er niet in slaagt om in deze fase overlappende flenzen voor puntlassen te ontwerpen, loopt het project vast. Opschalen zonder deze DFM (Design for Manufacturability) overwegingen leidt tot dure revisies van tekeningen, vertraagde productlanceringen en de hoge kosten van het opnieuw bewerken van stansvormen.
Overgang massaproductie
Wanneer de productie opgeschaald wordt van honderden naar duizenden eenheden, wordt handmatig hechtlassen een verlammend knelpunt. Dit is het overgangspunt waarop inkoop de kosten van speciale pneumatische opspanmiddelen rechtvaardigt, waarbij investeringen in gereedschap worden ingewisseld voor drastische reducties in assemblagetijd.
Tekeningen moeten strikt worden afgewerkt om traditionele stoot- of hoekverbindingen om te zetten in overlapverbindingen met aangewezen puntlasflenzen, waardoor het assemblageproces kan worden overgedragen aan geautomatiseerde stations.
Robot assemblagelijnen
Bij massaproductie domineert robot-puntlassen. Robots met zes assen en servogestuurde laspistolen kunnen consistente, interne verbindingen maken met een snelheid van één las per seconde, 24/7 zonder vermoeidheid van de operator.
Op dit niveau wordt hechtlassen volledig uit de workflow geëlimineerd. In plaats daarvan houden zeer nauwkeurige stansmatrijzen en zware nestinrichtingen de plaatmetalen onderdelen in perfecte uitlijning terwijl de robot de puntlassen snel afvuurt.
Vergelijking van procesmogelijkheden
Om uw inkoop- en engineeringteams te helpen in één oogopslag de juiste keuze te maken, vindt u hieronder een overzicht van de technische en economische mogelijkheden van beide processen.
| Vermogensvector | Hechtlassen (booglassen) | Puntlassen (op basis van weerstand) |
|---|---|---|
| Proces Natuur | Tijdelijke montage/uitlijning | Permanente structurele verbinding |
| Diktebereik | Vrijwel onbeperkt (0,5 mm tot zware platen) | Strikte limiet: 0,5 mm tot 3,0 mm (24 tot 11 gauge) |
| Automatiseringsniveau | Zeer handmatig; moeilijk te automatiseren | Extreem hoog; geoptimaliseerd voor robotica |
| Marginale kosten | Hoge arbeidskosten per las; vereist verbruiksgoederen | Bijna-nul kosten per las; hoge initiële machinekosten |
| Cosmetische impact | Oppervlakte lasrups; moet worden geslepen indien zichtbaar | Laat een ronde inkeping/ kuiltje achter |
| Vereisten voor gereedschap | Minimaal; standaard modulaire klemmen | Verplicht; vereist overlappende flenzen en aangepaste armaturen |
Conclusie
Maximale winstgevendheid bij plaatbewerking komt neer op een eenvoudige balans tussen volume, materiaaldikte en structurele bedoelingen.
Kies voor hechtlassen bij het verwerken van kleine aantallen prototypes, dikke constructieframes of complexe geometrieën die handmatig uitlijnen en extreme flexibiliteit vereisen. Kies puntlassen bij de productie van grote volumes plaatstalen behuizingen, auto-onderdelen of assemblages met dunne gauge waarbij het minimaliseren van de cyclustijd en marginale kosten van het onderdeel van cruciaal belang is.
Hulp nodig bij het evalueren van je plaatontwerp?
Of u nu een snel prototype nodig hebt met flexibel hechtlassen of klaar bent om op te schalen naar geautomatiseerde puntlasproductie, een goede DFM-evaluatie bespaart tijd en kapitaal. Stuur uw CAD-bestanden vandaag nog inen laat onze ervaren ingenieurs uw verbindingsstructuren analyseren om de meest rendabele productieroute te vinden voor uw volgende project.
FAQs
Kan een hechtlas permanent worden?
Nee, een op zichzelf staande hechtlas mag nooit worden behandeld als een permanente structurele verbinding. Het doel ervan is puur tijdelijke sterkte.
Is puntlassen sterker dan hechtlassen?
Ja, een goed uitgevoerde puntlas is exponentieel sterker dan een hechtlas. Een puntlas creëert een interne, onder druk gesmolten klomp tussen twee platen metaal.
Waarom laat puntlassen sporen achter?
Puntlassen laat een kleine, cirkelvormige depressie achter omdat het proces intense pneumatische klemkracht vereist in combinatie met plaatselijk smelten.
Kan aluminium puntgelast worden?
Ja, maar daar is zeer gespecialiseerde apparatuur voor nodig. Aluminium heeft een uitzonderlijk hoog elektrisch en thermisch geleidingsvermogen, wat betekent dat het bijna net zo snel warmte afvoert als je het kunt aanbrengen.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

