في تصنيع الصفائح المعدنية، غالبًا ما يتم استخدام اللحام اللولبي واللحام الموضعي في نفس خط الإنتاج، ولكنهما يحلان مشاكل تصنيع مختلفة تمامًا.
لحامات اللحام الموضعي هي وصلات لحام غير هيكلية مؤقتة غير هيكلية مصممة فقط للحفاظ على محاذاة التجميع قبل اللحام النهائي. وعلى النقيض من ذلك، فإن اللحامات الموضعية هي وصلات هيكلية دائمة وعالية القوة يتم تشكيلها عن طريق المقاومة والضغط، وهي مصممة خصيصًا لدمج الصفائح المعدنية المتداخلة بدون مواد حشو.
يؤثر اختيار العملية الخاطئة لمرحلة الإنتاج الخاصة بك تأثيرًا مباشرًا على تكاليف الأدوات وأزمنة الدورات والجودة النهائية للقطع. فيما يلي تفصيل عملي على أرض الورشة لكيفية عمل هاتين العمليتين ومكانهما في سير عمل التصنيع لديك.
لماذا غالبًا ما يتم الخلط بين اللحام اللاصق واللحام الموضعي?
ظاهرياً، تنشئ كلتا العمليتين وصلات صغيرة وموضعية بدلاً من طبقات متصلة. هذا التشابه البصري غالباً ما يؤدي إلى الخلط أثناء مرحلتي التصميم والمشتريات. ومع ذلك، فإن وظائفهما الهندسية والفيزياء التي تقودهما مختلفة تمامًا.
نقاط اللحام الموضعية
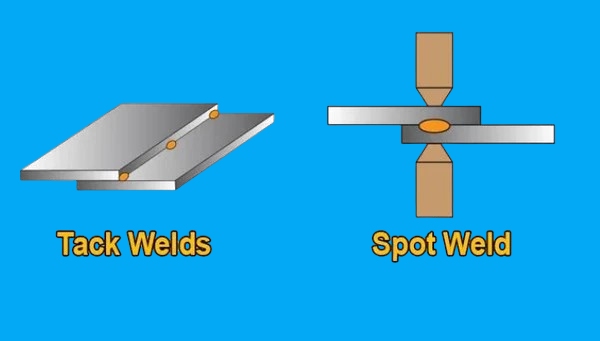
بالنسبة للعين غير المتمرسة، ينتج عن كلتا العمليتين "نقاط" معزولة تربط قطعتين من المعدن ببعضهما البعض. A تك اللحام عادةً ما تكون دفعة قصيرة من عملية اللحام القوسي التقليدي (مثل TIG أو MIG)، حيث يتم ترسيب كمية صغيرة من معدن الحشو على السطح.
أ اللحام الموضعييستخدم اللحام بالمقاومة أقطابًا كهربائية نحاسية لتثبيت المعدن وتمرير تيار عالٍ من خلاله. يؤدي ذلك إلى صهر الصفائح معًا من الداخل إلى الخارج. وكلاهما يترك بصمة صغيرة، ولكن الآليات الكامنة وراءهما لا تتداخل مع بعضها البعض.
الانضمام المؤقت مقابل الانضمام الدائم
هذا هو الفرق الأساسي في الغرض. لحام التثبيت هو تثبيت مؤقت فقط. وظيفته الوحيدة هي منع المكونات من التحول قبل تطبيق اللحام الهيكلي النهائي.
وعلى العكس من ذلك، فإن اللحام الموضعي هو العملية النهائية. بمجرد تحرير الأقطاب الكهربائية النحاسية، تكون هذه الوصلة دائمة ومصممة لتحمل الحمل الهيكلي الذي يمليه الرسم الهندسي.
سير عمل التجميع
تعيش العمليتان في مرحلتين مختلفتين تماماً من مراحل التصنيع. ينتمي اللحام بالتركيب إلى مرحلة "التجهيز" - وهي خطوة وسيطة حيث يقوم الميكانيكيون بتثبيت هندسة الهيكل أو الإطار المعقد قبل إرساله إلى كشك اللحام.
اللحام النقطي هو عملية خلية تجميع مخصصة. تدخل الأجزاء إلى محطة اللحام النقطي، ويتم صهرها على الفور، وتنتقل على الفور إلى التشطيب أو الشحن.
لماذا يتحكم لحام التراك في دقة التجميع?
عند التعامل مع حاويات الصفائح المعدنية أو الإطارات الهيكليةفالحرارة هي عدو دقة الأبعاد. يعمل لحام اللحام بالترابط كدفاع ميكانيكي أساسي ضد التشويه الحراري أثناء مرحلة اللحام الرئيسية.
تباعد المسافات بين المسافات
يجب وضع المسامير بشكل استراتيجي لمواجهة الالتواء. إذا تم وضع المسامير على مسافات متباعدة للغاية، فإن حرارة اللحام الرئيسي المستمر سوف تتسبب في التواء الصفيحة المعدنية أو تقوسها بين النقاط.
تتمثل قاعدة الورشة القياسية في تباعد المسامير بناءً على سُمك المادة وإجمالي المدخلات الحرارية المتوقعة للخرز النهائي. وهذا يضمن بقاء الوصلة صلبة طوال دورة التسخين والتبريد بأكملها.
محاذاة الفجوة
التثبيت المثالي نادر للغاية في التصنيع في العالم الحقيقي. يتيح لحام التثبيت للمشغلين دفع المكونات الملتوية قليلاً وسحبها وتثبيتها يدويًا في حدود تفاوتات صارمة، مما يؤدي إلى تثبيت الفجوة الجذرية.
تضمن هذه المحاذاة اليدوية اختراق اللحام الرئيسي بشكل متساوٍ. ويمنع القوس من الاحتراق من خلال الفجوات الواسعة أو الفشل في صهر الزوايا الضيقة غير المتحاذية.
التحكم في التشويه
عندما تقوم بوضع حبة لحام طويلة ومستمرة، يتمدد المعدن بسرعة ثم ينكمش أثناء تبريده، مما يؤدي إلى سحب التجميع من المربع.
من خلال وضع لحامات صغيرة منخفضة الحرارة عند الوصلات الحرجة أولاً، يمكنك إنشاء هيكل عظمي صلب. يؤدي ذلك إلى تثبيت الهندسة في مكانها، مما يجبر المادة على مقاومة الضغوط الحرارية الداخلية الخاصة بها أثناء اللحام النهائي.
نقل العيب
هناك حقيقة حرجة في الورشة وهي أن المسامير السيئة تفسد اللحام الجيد. نظرًا لأن اللحامات المخروطية عادةً ما يتم استهلاكها (ذوبانها) بواسطة حبة اللحام النهائية، فإن أي عيب في المخروط - مثل المسامية أو اللفة الباردة أو الخبث المحتجز - سينتقل مباشرةً إلى الوصلة النهائية.
ولذلك، يتطلب التصنيع عالي الجودة تنفيذ المسامير بنفس التحكم في المعلمات مثل اللحام الأساسي. وفي كثير من الأحيان، يجب أن يتم صقلها إلى معدن نظيف قبل بدء الممر النهائي.
تبعية التركيبات
الأدوات المخصصة ورقاقات التثبيت الثقيلة باهظة الثمن وتستغرق أسابيع لتصنيعها. يقلل لحام التثبيت بشكل كبير من الحاجة إلى أدوات صلبة معقدة ومخصصة.
يمكن للمصنع الماهر استخدام المشابك المعيارية القياسية لتثبيت القطع، وتصوير بعض المسامير الموضوعة جيدًا، وإزالة المشابك على الفور. يعمل التجميع المثبّت الآن كتركيبة خاصة به، مما يوفر مساحة عمل ويسرّع من دورة النماذج الأولية.
لماذا يناسب اللحام النقطي الإنتاج بكميات كبيرة?
في حين أن اللحام بالمسامير هو بطل عمليات التركيب حسب الطلب، فإن اللحام النقطي هو المحرك بلا منازع للتصنيع الضخم. فهو يزيل المتغيرات اليدوية للحام القوسي، ويستبدلها بالسرعة والاتساق وأوقات الدورات القابلة للتكرار بشكل كبير.
تكوين كتلة صلبة اللحام
لا يعتمد اللحام النقطي على قوس كهربائي خارجي أو سلك حشو خارجي. وبدلاً من ذلك، فإنه يستخدم المقاومة الكهربائية الطبيعية للصفائح المعدنية نفسها. يتم دفع تيار عالٍ من خلال أقطاب كهربائية نحاسية تشبك قطع العمل، مما يولد حرارة شديدة تذيب المعدن من الداخل إلى الخارج.
وهذا يخلق كتلة لحام داخلية تدمج الصفائح معًا تحت السطح. ونظرًا لأن الصهر يتم احتواؤه وضغطه بالكامل، فإن العملية سريعة للغاية - تستغرق عادةً من 0.1 إلى 0.5 ثانية فقط لكل لحام - ولا تتطلب أي غاز تدريع أو مادة حشو على الإطلاق.
اللحام الآلي
ميكانيكا اللحام النقطي تجعل من السهل للغاية أتمتة عملية اللحام النقطي. سواءً باستخدام ماكينة لحام ثابتة على قاعدة ثابتة أو ذراع روبوتية ذات 6 محاور، لا تحتاج الماكينة إلا إلى التشبيك وتطبيق التيار والتحرير.
وهذا يلغي الحاجة إلى زوايا الشعلة المعقدة أو سرعات الحركة المطلوبة في اللحام بالقوس الآلي. في تصنيع الصفائح المعدنية ذات الحجم الكبير، يمكن لخلية اللحام النقطي الروبوتية تنفيذ مئات الوصلات الهيكلية الموثوقة في الدقيقة الواحدة، مما يفوق التجميع اليدوي بشكل كبير.
تكلفة الجزء الهامشي
بمجرد استهلاك النفقات الرأسمالية الأولية لمعدات اللحام الموضعي والتركيبات، تنخفض التكلفة الحدية لكل جزء إلى ما يقرب من الصفر. فأنت في الأساس تدفع فقط مقابل الكهرباء ووقت المشغل لتحميل وتفريغ الماكينة.
ونظرًا لعدم وجود مواد استهلاكية باهظة الثمن - مثل غاز الأرجون أو التنجستن أو مكبات أسلاك اللحام - فإن اللحام النقطي هو أكثر طرق الربط فعالية من حيث التكلفة لعمليات الإنتاج المستمرة التي تتجاوز آلاف الوحدات.
تآكل القطب الكهربائي
ومع ذلك، فإن اللحام النقطي ليس خاليًا تمامًا من تكاليف الصيانة. فالقطب الكهربائي النحاسي نفسه هو المستهلك الأساسي في الورشة. وتحت الحرارة والضغط الهائلين، تتسطح الأطراف النحاسية في نهاية المطاف (التسطيح) أو تصبح ملوثة بقطعة العمل.
يؤدي هذا التآكل في القطب الكهربائي إلى تغيير منطقة التلامس، مما يؤدي إلى انخفاض كثافة التيار ويؤدي إلى شذرات لحام ضعيفة وصغيرة الحجم. وللحفاظ على الجودة، يجب على المشغلين إيقاف الإنتاج بشكل روتيني لتضميد القطب الكهربائي (إعادة تشكيل الأطراف)، وهو ما يجب أن يؤخذ في الاعتبار في حسابات زمن الدورة.
المسافة البادئة للسطح
السمة الفيزيائية المميزة للحام النقطي هي المسافة البادئة السطحية أو "الدمل" التي يتركها ضغط التثبيت للأقطاب الكهربائية. وعلى الرغم من أن هذه العلامة سليمة من الناحية الهيكلية، إلا أنها مرئية للغاية على السطح الخارجي للمعدن.
إذا كان المكوّن يتطلب تشطيبًا تجميليًا لا تشوبه شائبة - والمعروف باسم السطح A- السطح على العبوات أو الأجهزة الاستهلاكية - فإن هذه المسافات البادئة ستتطلب طحنًا وحشوًا ثانويًا. بالنسبة للألواح المرئية، يجب أن يوازن المهندسون بين سرعة اللحام الموضعي مقابل العمل الإضافي للتشطيب السطحي.

لحام التراك مقابل اللحام الموضعي في الإنتاج
عند نقل منتج ما من مرحلة النموذج الأولي إلى مرحلة الإنتاج الكامل، يجب على المهندسين تقييم كيفية تأثير طريقة الربط المختارة على السلامة الهيكلية وسير العمل في المصنع. إن فهم الحدود الصارمة لكلتا العمليتين يمنع عمليات إعادة التصميم المكلفة واختناقات التجميع في خط الإنتاج.
المتطلبات الهندسية المشتركة (سوق دبي المالي)
هذا هو قيد التصميم الأكثر أهمية. يتسم اللحام باللحام التناكبي بمرونة هندسية؛ حيث يمكن للحام أن يلحم الوصلات التناكبية أو الوصلات الزاوية أو الوصلات الشرائحية بسهولة.
ومع ذلك، يقتصر اللحام النقطي بشكل صارم على وصلات اللف (حيث تتداخل صفائح معدنية). إذا كان المهندس يعتزم استخدام اللحام النقطي في الضميمة، فيجب تصميم نمط الصفائح المعدنية المسطحة مع شفاه متداخلة لاستيعاب الأقطاب الكهربائية.
نصيحة محترف سوق دبي المالي: عند تصميم الشفاه للحام النقطي الآلي، اسمح دائمًا بحد أدنى لعرض الشفة من 2 إلى 3 أضعاف قطر كتلة اللحام النقطي. يوفر ذلك مسافة حافة كافية لمنع المعدن المنصهر من النفخ خارج جانب الحافة.
القوة المشتركة
تم تصميم اللحام اللاصق عن قصد ليكون ضعيفًا؛ فهو يحتاج فقط إلى قوة شد كافية لتحمل المناولة والإجهاد الحراري قبل اكتمال اللحام النهائي. إنها ليست وصلة هيكلية وسوف تفشل تحت الحمل أو الاهتزاز المستمر.
أما اللحام النقطي، من ناحية أخرى، فهو عبارة عن وصلة دائمة وحاملة للحمل. عندما يتم تنفيذها بشكل صحيح، غالبًا ما تكون الوصلة الملحومة الموضعية أقوى من المعدن الأساسي المحيط بها. في اختبار التقشير التدميري، يجب أن تتمزق الصفيحة المعدنية قبل أن تنكسر كتلة اللحام الموضعية بالفعل.
حدود سُمك المادة
اللحام بالتلحيم بالمسامير هو أداة عالمية. ولأنه يستخدم عمليات اللحام القوسي القياسية (TIG/MIG)، يمكن للحام الماهر أن يلحم أي شيء بدءًا من الصفائح المعدنية الرقيقة جدًا إلى الأقواس الهيكلية الضخمة بسمك عدة بوصات بمجرد ضبط قوة التيار الكهربائي للماكينة.
ويقتصر اللحام النقطي بشكل صارم على المواد ذات المقاييس الرقيقة، عادةً ما بين 0.5 مم و3.0 مم (من 24 إلى 11 مم). إذا كان المعدن أكثر سمكًا من 3.0 مم، فإن المعدات القياسية لا يمكنها توليد حرارة مقاومة موضعية كافية لإذابة كتلة داخلية متسقة قبل أن ترتفع درجة حرارة الأقطاب الكهربائية النحاسية.
صعوبة إعادة العمل
تحدث الأخطاء في الورشة، وإعادة العمل هي حقيقة واقعة في التصنيع. من السهل نسبيًا إصلاح اللحام اللاصق في غير محله. يمكن للمشغل أن يقوم بسرعة بتقطيع اللحام الصغير بمطحنة زاوية وفصل الأجزاء وإعادة محاذاة الأجزاء دون تدمير المادة الأساسية.
يمثل اللحام الموضعي في غير محله مشكلة مدمرة. لفصل الصفائح الملحومة موضعيًا، يجب أن تقوم بحفر كتلة اللحام الموضعية بالكامل باستخدام مثقاب لحام موضعي متخصص. ويترك ذلك ثقبًا دائمًا في إحدى اللوحات، مما يؤدي غالبًا إلى جعل الجزء خردة وزيادة نفايات المواد.
حدود المواد في اللحام بالمسامير واللحام الموضعي
لا تتصرف جميع المعادن بنفس الطريقة تحت القوس الكهربائي أو بين أقطاب النحاس. يحدد علم المواد أي عملية ستسير بسلاسة في أرضية الورشة وأيها سيتسبب في مشاكل جودة لا نهاية لها.
الفولاذ المقاوم للصدأ
يعتبر الفولاذ المقاوم للصدأ (مثل الدرجتين 304 و316) ممتازًا لكلا العمليتين. بالنسبة للحام اللولب، فإنه يتطلب أمبيرية أقل من الفولاذ الكربوني القياسي للحصول على بركة سائلة.
بالنسبة للحام البقعي فإن الموصلية الحرارية والكهربائية المنخفضة بشكل طبيعي للفولاذ المقاوم للصدأ تعتبر ميزة كبيرة. حيث تقوم المادة بحبس حرارة المقاومة تمامًا بين الأقطاب الكهربائية، مما يشكل شذرات لحام قوية وقابلة للتكرار بدرجة كبيرة مع متطلبات تيار أقل.
الصلب المجلفن
يُعد طلاء الزنك على الفولاذ المجلفن كابوسًا بالنسبة للحام النقطي بالمقاومة. حيث يذوب الزنك عند درجة حرارة أقل بكثير من الفولاذ، مما يؤدي إلى تغطية أقطاب النحاس وتلويثها بقوة (حيث تتشابه مع النحاس لتكوين النحاس الأصفر). ويتطلب ذلك تلبيسًا مستمرًا للأطراف وتيارات لحام أعلى بكثير.
يعتبر لحام الفولاذ المجلفن بالصلب المجلفن أسهل من وجهة نظر المعدات ولكنه ينطوي على مخاطر صحية وسلامة خطيرة. يعمل القوس على الفور على تبخير طلاء الزنك، مما يؤدي إلى توليد أبخرة سامة. يجب أن يقوم عمال اللحام بطحن الزنك بقوة قبل التثبيت لضمان وجود فجوة جذرية نظيفة ومنع حدوث مسامية.
سبائك الألومنيوم
يمتلك الألومنيوم موصلية حرارية وكهربائية عالية للغاية. وهذا يعني أنه يبدد الحرارة بقوة بعيدًا عن منطقة اللحام. وللنجاح في لحام الألومنيوم الموضعي بنجاح، يحتاج المصنعون إلى ماكينات ضخمة وباهظة الثمن قادرة على توصيل تيار عالي للغاية لإذابة المعدن قبل أن تتسرب الحرارة.
يُعد لحام الألومنيوم بالألومنيوم المعلق ممارسة قياسية في التصنيع حسب الطلب، وعادةً ما يتم إجراؤه باستخدام ماكينة لحام TIG بالتيار المتردد. ومع ذلك، يتطلب الأمر مشغلاً على درجة عالية من المهارة لإدارة مدخلات الحرارة واختراق طبقة أكسيد الألومنيوم الخارجية الصلبة دون إذابة المعدن الأساسي الرقيق.
نصيحة محترف سوق دبي المالي: إذا كان لحام الألومنيوم الموضعي مطلوبًا بشكل صارم لتشغيل الإنتاج الضخم، تأكد من أن شريكك في التصنيع يستخدم معدات مزودة بمحولات تيار مباشر متوسط التردد (MFDC). تكافح أجهزة اللحام الموضعي بالتيار المتردد القياسي للتغلب على موصلية الألومنيوم باستمرار.
المقياس الرقيق والمقاطع السميكة
عند معالجة المواد الأقل سمكًا من 1.0 مم، يكون اللحام النقطي هو الخيار السائد. يمنع ضغط التشبيك والحرارة الداخلية الفورية من نفخ المعدن، مما يجعله المعيار للحاويات ذات الحجم الكبير. إن لحام المعدن الرقيق للغاية بمقياس رقيق للغاية محفوف بالمخاطر، حيث يمكن أن تتسبب ضربة القوس في جزء من الثانية في احتراق فوري.
وعلى العكس من ذلك، بالنسبة لأي شيء يتجاوز 3.0 مم، يصبح اللحام الموضعي غير قابل للتطبيق. هذا هو المكان الذي يكون فيه اللحام الموضعي إلزامياً. يجب محاذاة الأقواس الثقيلة والمكونات الهيكلية للهيكل ومكونات الهيكل الهيكلي وتثبيتها باستخدام اللحام بالملقط MIG أو اللحام اللاصق عالي القدرة لضمان الاختراق العميق.
اختيار العملية في مراحل الإنتاج المختلفة
إن الاختيار بين اللحام بالمسامير واللحام الموضعي ليس مجرد قرار تقني؛ بل هو قرار يتعلق بدورة الحياة. فمع انتقال المنتج من رسم تخطيطي على المنديل إلى أرضية المصنع، تتغير طريقة الربط المثلى بناءً على متطلبات الحجم وميزانية الأدوات.
إنتاج النموذج الأولي
خلال مرحلة النماذج الأولية للنماذج الأولية، يكون اللحام بالمسامير هو الخيار القياسي. تكون التصاميم الهندسية مائعة، ويتم اختبار التفاوتات المسموح بها فعليًا، وغالبًا ما يتم تعديل الأجزاء يدويًا في الورشة.
ونظرًا لأن اللحام بالمسامير لا يتطلب أي أدوات مخصصة، يمكن للمصنّع تثبيت الفراغات المقطوعة بالليزر معًا بسرعة باستخدام مكونات معيارية قياسية وضرب قوس. إذا تم اكتشاف عيب في التصميم، يمكن قطع المسامير على الفور، مما يقلل من الخردة والاختناقات الهندسية.
تطوير NPI
مرحلة إدخال المنتج الجديد (NPI) هي مرحلة التحقق من صحة سير عمل التصنيع. إذا كان الهدف النهائي هو اللحام النقطي بكميات كبيرة، فيجب استخدام مرحلة NPI لاختبار الأدوات اللينة ومحاذاة الشفة.
هذا هو المكان الذي ترتكب فيه العديد من الفرق الهندسية خطأ فادحًا. إذا أخفقت في تصميم الشفاه المتداخلة للحام الموضعي خلال هذه المرحلة، فسوف يصطدم المشروع بحائط مسدود. يؤدي التوسع بدون اعتبارات سوق دبي المالي (التصميم من أجل قابلية التصنيع) إلى مراجعات باهظة الثمن في الرسم، وتأخر إطلاق المنتج، والتكلفة الباهظة لإعادة تصنيع قوالب الختم.
الانتقال إلى الإنتاج الضخم
عندما يتزايد الإنتاج من مئات إلى آلاف الوحدات، يصبح اللحام اليدوي المعقّد عنق زجاجة معيقًا. هذه هي النقطة الانتقالية التي يبرر فيها الشراء تكلفة التجهيزات الهوائية المخصصة، حيث يتم استبدال الاستثمارات في الأدوات مقدمًا مقابل تخفيضات كبيرة في وقت التجميع.
يجب أن يتم الانتهاء من الرسومات بدقة لتحويل الوصلات التناكبية أو وصلات الزوايا التقليدية إلى وصلات لولبية مع حواف لحام موضعي محددة، مما يسمح بتسليم عملية التجميع إلى المحطات الآلية.
خطوط التجميع الروبوتية
في الإنتاج الضخم الكامل، يهيمن اللحام النقطي الآلي. يمكن لروبوتات سداسية المحاور مزودة بمسدسات لحام تعمل بمؤازرة تنفيذ وصلات داخلية متناسقة بمعدل لحام واحد في الثانية، وتعمل على مدار الساعة طوال أيام الأسبوع دون إجهاد المشغل.
في هذا المستوى، يتم التخلص من اللحام المقطعي تمامًا من سير العمل. وبدلاً من ذلك، فإن قوالب الختم عالية الدقة والتركيبات المتداخلة شديدة التحمل تحافظ على محاذاة أجزاء الصفائح المعدنية بشكل مثالي بينما يقوم الروبوت بإطلاق اللحامات الموضعية بسرعة.
مقارنة قدرات المعالجة
لمساعدة فرق المشتريات والهندسة لديك على اتخاذ القرار الصحيح في لمحة سريعة، نوجز أدناه القدرات التقنية والاقتصادية لكلتا العمليتين.
| متجه القدرة | لحام التراك (القائم على القوس) | اللحام الموضعي (القائم على المقاومة) |
|---|---|---|
| طبيعة العملية | التثبيت المؤقت/المحاذاة المؤقتة | التوصيل الهيكلي الدائم |
| نطاق السُمك | غير محدود تقريبًا (0.5 مم إلى ألواح ثقيلة) | الحد الصارم: من 0.5 مم إلى 3.0 مم (من 24 إلى 11 مقياس) |
| مستوى الأتمتة | يدوي للغاية؛ يصعب تشغيله آليًا | عالية للغاية؛ مُحسّنة للروبوتات |
| التكلفة الهامشية | تكلفة عمالة عالية لكل لحام؛ تتطلب مواد مستهلكة | تكلفة قريبة من الصفر لكل لحام؛ تكلفة أولية عالية للماكينة |
| التأثير التجميلي | حبة اللحام السطحية؛ تتطلب الطحن إذا كانت مرئية | يترك مسافة بادئة دائرية/ثغرة دائرية |
| متطلبات الأدوات | الحد الأدنى؛ المشابك المعيارية المعيارية | إلزامي؛ يتطلب شفاه متداخلة وتركيبات مخصصة |
خاتمة
يعود تحقيق أقصى قدر من الربحية في تصنيع الصفائح المعدنية إلى توازن بسيط بين الحجم، وسُمك المواد، والقصد الهيكلي.
اختر اللحام بالمسامير عند معالجة النماذج الأولية منخفضة الحجم، أو الإطارات الهيكلية السميكة، أو الأشكال الهندسية المعقدة التي تتطلب محاذاة يدوية ومرونة فائقة. اختر اللحام الموضعي عند تصنيع حاويات الصفائح المعدنية ذات الحجم الكبير، أو مكونات السيارات، أو التجميعات ذات المقاييس الرقيقة حيث يكون تقليل وقت الدورة وتكلفة الجزء الهامشية أمرًا بالغ الأهمية.
هل تحتاج إلى مساعدة في تقييم تصميم الصفائح المعدنية؟
سواء أكنت بحاجة إلى نماذج أولية سريعة باستخدام اللحام المرن أو كنت مستعدًا للتوسع في إنتاج اللحام الموضعي الآلي، فإن مراجعة سوق دبي المالي المناسبة توفر الوقت ورأس المال. أرسل ملفاتك CAD اليوم، ودع مهندسينا المتمرسين يحللون هياكل الوصلات الخاصة بك للعثور على مسار التصنيع الأكثر فعالية من حيث التكلفة لمشروعك القادم.
الأسئلة الشائعة
هل يمكن أن يصبح لحام اللولب المسدود دائماً؟
كلا، لا ينبغي أبدًا التعامل مع اللحام اللولبي المستقل على أنه وصلة هيكلية دائمة. فالغرض منه هو قوة تثبيت مؤقتة بحتة.
هل اللحام النقطي أقوى من اللحام بالمسامير؟
نعم، اللحام النقطي الذي يتم تنفيذه بشكل صحيح أقوى بكثير من اللحام الموضعي. ينشئ اللحام الموضعي كتلة صلبة داخلية مضغوطة منصهرة بين لوحين من المعدن.
لماذا يترك اللحام الموضعي علامات؟
يخلف اللحام النقطي انخفاضًا دائريًا صغيرًا لأن العملية تتطلب قوة لقط هوائية مكثفة مقترنة بالصهر الموضعي.
هل يمكن لحام الألومنيوم باللحام الموضعي؟
نعم، ولكنه يتطلب معدات متخصصة للغاية. يتميز الألومنيوم بموصلية كهربائية وحرارية عالية بشكل استثنائي، مما يعني أنه يتخلص من الحرارة بنفس سرعة توصيلها.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

التنقيش بالليزر للمعادن: التحضير، والتصميم الملائم للتصنيع (DFM)، ومراقبة التكاليف


