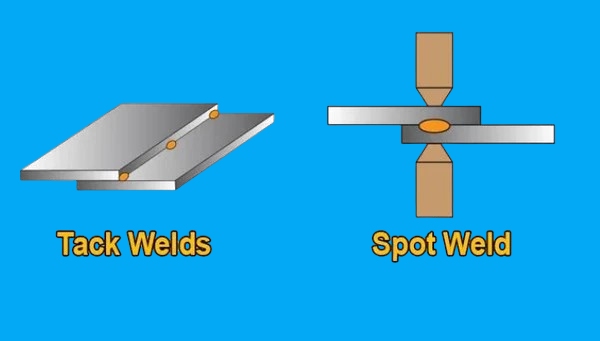
При изготовлении листового металла сварка прихватками и точечная сварка часто используются на одной производственной линии, но они решают совершенно разные производственные задачи.
Прихваточные швы - это неструктурные, временные места сплавления, предназначенные исключительно для поддержания выравнивания сборки перед окончательной сваркой. В отличие от них, точечные сварные швы - это постоянные высокопрочные конструкционные соединения, образующиеся под действием сопротивления и давления, специально разработанные для сплавления перекрывающихся листов металла без присадочного материала.
Выбор неправильного процесса для своего этапа производства напрямую влияет на стоимость оснастки, время цикла и конечное качество детали. Вот практическое описание того, как функционируют эти два процесса и какое место они занимают в производственном процессе.
Почему часто путают сварку встык и точечную сварку?
На первый взгляд, оба процесса создают небольшие локальные соединения, а не сплошные швы. Это визуальное сходство часто приводит к путанице на этапах проектирования и закупок. Однако их инженерные функции и физика, лежащая в их основе, совершенно различны.
Локализованные точки сварки
На неподготовленный взгляд оба процесса приводят к появлению изолированных "точек", удерживающих два куска металла вместе. A прихватка обычно представляет собой короткую вспышку традиционного процесса дуговой сварки (например, TIG или MIG), при которой на поверхность наносится небольшое количество присадочного металла.
А точечная сваркаПри контактной сварке используются медные электроды, которые сжимают металл и пропускают через него ток высокой частоты. В результате листы сплавляются изнутри наружу. Оба способа оставляют небольшой след, но их механика полностью совпадает.
Временное и постоянное присоединение
Это принципиальное различие в назначении. Прихваточный шов - это исключительно временная фиксация. Его единственная задача - удержать детали от смещения перед нанесением окончательного, структурного сварного шва.
Точечная сварка, наоборот, является завершающей операцией. После того как медные электроды разойдутся, соединение становится постоянным и рассчитанным на конструктивную нагрузку, предусмотренную инженерным чертежом.
Рабочий процесс сборки
Эти два процесса происходят на совершенно разных этапах производства. Прихваточная сварка относится к этапу "подгонки" - это промежуточный этап, на котором сборщики фиксируют геометрию сложного шасси или рамы, прежде чем отправить ее в сварочный цех.
Точечная сварка - это специализированная операция на сборочном участке. Детали поступают на станцию точечной сварки, мгновенно сплавляются и сразу же переходят к отделке или отгрузке.
Почему прихваточная сварка контролирует точность сборки?
Когда речь идет о корпуса из листового металла или структурные рамыТепло - враг точности размеров. Прихваточная сварка выступает в качестве основной механической защиты от тепловых искажений на этапе основной сварки.
Расстояние между прихватками
Закладки должны быть расположены стратегически правильно, чтобы противодействовать деформации. Если прихватки расположены слишком далеко друг от друга, тепло основного непрерывного сварного шва приведет к тому, что металлический лист прогнется или прогнется между точками.
Стандартным правилом для магазина является расположение прихваток в зависимости от толщины материала и общей предполагаемой теплоемкости конечной бусины. Это гарантирует сохранение жесткости соединения в течение всего цикла нагрева и охлаждения.
Выравнивание зазоров
Идеальная подгонка - крайне редкое явление в реальном производстве. Прихваточная сварка позволяет операторам вручную толкать, тянуть и зажимать слегка деформированные компоненты в строгих пределах допусков, фиксируя корневой зазор.
Такое ручное выравнивание обеспечивает равномерное проплавление основного шва. Это предотвращает прогорание дуги через широкие зазоры или неспособность сплавить плотные, неправильно расположенные углы.
Контроль искажений
Когда вы накладываете длинную, непрерывную сварочную ленту, металл быстро расширяется, а затем сжимается при остывании, вытягивая сборку из квадрата.
Если сначала наложить небольшие прихваточные швы с низким нагревом в критических местах соединения, вы создадите жесткий каркас. Это фиксирует геометрию на месте, заставляя материал сопротивляться собственным внутренним термическим напряжениям во время окончательной сварки.
Передача дефектов
В цехах существует критическая реальность: плохая прихватка портит хороший сварной шов. Поскольку прихваточные швы обычно поглощаются (расплавляются) окончательной сварной шайбой, любой дефект прихватки - например, пористость, холодный нахлест или застой шлака - переходит непосредственно в окончательный шов.
Поэтому высококачественное изготовление требует, чтобы прихватки выполнялись с тем же контролем параметров, что и основной сварной шов. Часто их необходимо зачистить до чистого металла перед началом окончательного прохода.
Зависимость от приспособления
Индивидуальная оснастка и тяжелые зажимные приспособления стоят дорого и требуют нескольких недель на обработку. Прихваточная сварка значительно снижает потребность в сложной, специализированной жесткой оснастке.
Опытный мастер может использовать стандартные модульные зажимы для фиксации деталей, закрепить их несколькими хорошо расположенными прихватками и сразу же снять зажимы. Закрепленная сборка теперь действует как собственное приспособление, освобождая рабочее пространство и ускоряя цикл создания прототипа.
Почему точечная сварка подходит для крупносерийного производства?
Если прихваточная сварка - герой индивидуальных заказов, то точечная сварка - бесспорный двигатель массового производства. Она устраняет переменные ручной дуговой сварки, заменяя их скоростью, последовательностью и высокой повторяемостью циклов.
Формация Weld Nugget
Точечная сварка не использует внешнюю электрическую дугу или присадочную проволоку. Вместо этого она использует естественное электрическое сопротивление самого листового металла. Сильный ток проходит через медные электроды, зажимающие заготовки, генерируя интенсивное тепло, которое расплавляет металл изнутри.
В результате образуется внутренний сварочный самородок, который сплавляет листы вместе под поверхностью. Поскольку плавление происходит под давлением, процесс невероятно быстрый - обычно он занимает всего 0,1-0,5 секунды на сварной шов - и не требует абсолютно никакого защитного газа или присадочного материала.
Роботизированная сварка
Механика точечной сварки делает ее исключительно простой для автоматизации. Будь то стационарный сварочный аппарат на пьедестале или 6-осевой роботизированный манипулятор, машина должна только зажимать, подавать ток и отпускать.
Это устраняет необходимость в сложных углах наклона горелки и скоростях перемещения, которые требуются при роботизированной дуговой сварке. В крупносерийное производство листового металлаРоботизированная установка точечной сварки может выполнять сотни надежных соединений конструкций в минуту, значительно превосходя по производительности ручную сборку.
Предельная стоимость детали
После амортизации первоначальных капитальных затрат на оборудование и приспособления для точечной сварки предельная стоимость одной детали падает почти до нуля. По сути, вы платите только за электричество и время оператора на загрузку и разгрузку машины.
Благодаря отсутствию дорогостоящих расходных материалов - газа аргона, вольфрама или катушек сварочной проволоки - точечная сварка является наиболее экономически эффективным методом соединения при непрерывном производстве, превышающем тысячи единиц.
Износ электродов
Однако точечная сварка не совсем свободна от затрат на обслуживание. Основным расходным материалом в цеху является сам медный электрод. Под воздействием сильного нагрева и давления медные наконечники в конце концов сплющиваются (гриб) или загрязняются заготовкой.
В результате износа электрода изменяется площадь контакта, снижается плотность тока, что приводит к образованию слабых и неполноценных сварочных котлов. Для поддержания качества операторы должны регулярно останавливать производство для правки электродов (подгонки наконечников), что должно учитываться при расчете времени цикла.
Вдавливание поверхности
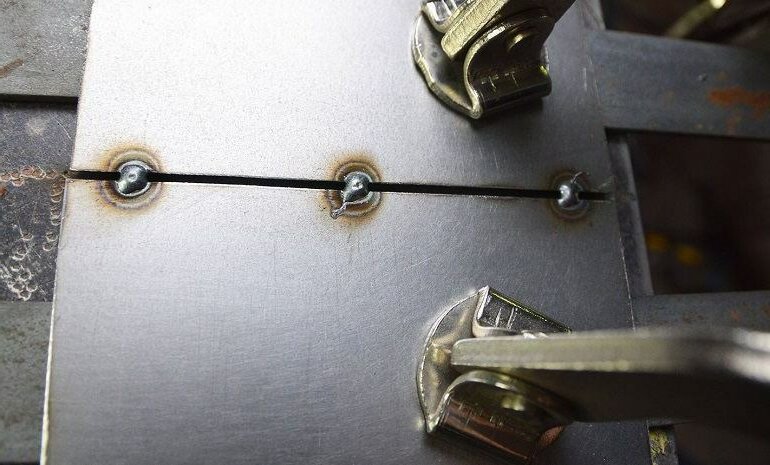
Определяющей физической характеристикой точечной сварки является углубление на поверхности, или "ямочка", оставляемая прижимным давлением электродов. Несмотря на структурную целостность, этот след хорошо заметен на внешней стороне металла.
Если компонент требует безупречной косметической отделки - известной как А-поверхность на корпусах бытовых приборов или техники - эти углубления потребуют вторичной шлифовки и заполнения. Для видимых панелей инженеры должны сопоставить скорость точечной сварки с дополнительными трудозатратами на обработку поверхности.

Сварка встык и точечная сварка в производстве
При переводе изделия с этапа прототипа на этап полного производства инженеры должны оценить, как выбранный метод соединения повлияет на целостность конструкции и рабочий процесс на заводе. Понимание жестких ограничений обоих процессов позволяет избежать дорогостоящих переделок и узких мест в процессе сборки.
Требования к геометрии соединений (DFM)
Это самое важное ограничение при проектировании. Сварка встык отличается геометрической гибкостью; сварщик может с легкостью соединять стыковые, угловые или филейные соединения.
Точечная сварка, однако, строго ограничена нахлесточными соединениями (когда два листа накладываются друг на друга). Если инженер намерен использовать точечную сварку для корпуса, плоская деталь из листового металла должна быть спроектирована с перекрывающимися фланцами для размещения электродов.
Совет профессионала DFM: При проектировании фланцев для роботизированной точечной сварки всегда предусматривайте минимальную ширину фланца, в 2-3 раза превышающую диаметр самородка точечной сварки. Это обеспечивает достаточное расстояние между кромками, чтобы расплавленный металл не вытекал за пределы фланца.
Совместная сила
Прихваточный шов намеренно спроектирован слабым; его прочность на растяжение достаточна только для того, чтобы выдержать нагрузку при транспортировке и термическое воздействие до завершения окончательной сварки. Это не структурное соединение, и оно разрушится при длительной нагрузке или вибрации.
Точечная сварка, с другой стороны, представляет собой постоянное, несущее нагрузку соединение. При правильном выполнении соединение, выполненное точечной сваркой, часто оказывается прочнее, чем окружающий основной металл. При разрушающем испытании на отслаивание металлический лист должен разорваться до того, как самородок сварного шва разрушится.
Предельная толщина материала
Прихваточная сварка - это универсальный инструмент. Поскольку в ней используются стандартные процессы дуговой сварки (TIG/MIG), опытный сварщик может соединить все, что угодно, от сверхтонкого листового металла до массивных структурных кронштейнов толщиной в несколько дюймов, просто регулируя силу тока в аппарате.
Точечная сварка строго ограничена тонкостенными материалами, обычно от 0,5 до 3,0 мм (от 24 до 11 калибров). Если металл толще 3,0 мм, стандартное оборудование не может генерировать достаточно локализованного тепла сопротивления, чтобы расплавить устойчивый внутренний самородок до перегрева медных электродов.
Сложность работы
Ошибки случаются в цехах, и переделки - это реальность производства. Неправильно выполненный прихваточный шов относительно легко исправить. Оператор может быстро прорезать небольшой зазор угловой шлифовальной машиной, разделить детали и снова совместить их, не разрушая основной материал.
Неправильно расположенный точечный сварной шов - это разрушительная проблема. Чтобы разделить листы, соединенные точечной сваркой, необходимо физически высверлить весь сварной самородок с помощью специализированного сверла для точечной сварки. Это оставляет постоянное отверстие в одном из листов, что часто превращает деталь в лом и увеличивает отходы материала.
Предельные значения материала при сварке встык и точечной сварке
Не все металлы ведут себя одинаково под электрической дугой или между медными электродами. Материаловедение диктует, какой процесс будет протекать гладко в цеху, а какой вызовет бесконечные проблемы с качеством.
Нержавеющая сталь
Нержавеющая сталь (например, марки 304 и 316) отлично подходит для обоих процессов. Для сварки прихватками она требует меньшей силы тока, чем обычная углеродистая сталь, чтобы получить жидкую лужицу.
При точечной сварке естественная низкая тепло- и электропроводность нержавеющей стали является огромным преимуществом. Материал удерживает тепло сопротивления точно между электродами, формируя прочные, высоковоспроизводимые сварные швы с меньшими требованиями к силе тока.
Оцинкованная сталь
Цинковое покрытие на оцинкованной стали - это кошмар для контактной точечной сварки. Цинк плавится при гораздо более низкой температуре, чем сталь, и агрессивно покрывает и загрязняет медные электроды (сплавляясь с медью и образуя латунь). Это требует постоянной правки наконечника и значительно более высоких сварочных токов.
Прихваточная сварка оцинкованной стали проще с точки зрения оборудования, но создает серьезные риски для здоровья и безопасности. Дуга мгновенно испаряет цинковое покрытие, образуя токсичные пары. Сварщики должны тщательно зачищать цинк перед прихваткой, чтобы обеспечить чистый корневой зазор и предотвратить пористость.
Алюминиевые сплавы
Алюминий обладает чрезвычайно высокой тепло- и электропроводностью. Это означает, что он активно отводит тепло от зоны сварки. Для успешной точечной сварки алюминия производителям требуются массивные и дорогие машины, способные подавать чрезвычайно высокие токи, чтобы расплавить металл до того, как тепло уйдет.
Прихваточная сварка алюминия является стандартной практикой при изготовлении изделий на заказ и обычно выполняется с помощью сварочного аппарата TIG переменного тока. Однако требуется высокая квалификация оператора, чтобы управлять подачей тепла и пробивать прочный внешний слой оксида алюминия, не расплавляя тонкий основной металл.
Совет профессионала DFM: Если точечная сварка алюминия строго необходима для массового производства, убедитесь, что ваш партнер-производитель использует оборудование с инверторами постоянного тока средней частоты (MFDC). Стандартные аппараты для точечной сварки переменным током с трудом преодолевают электропроводность алюминия.
Тонкие и толстые профили
При обработке материала толщиной менее 1,0 мм точечная сварка является доминирующим выбором. Зажимное давление и мгновенный внутренний нагрев предотвращают выдувание металла, что делает ее стандартом для корпусов больших объемов. Точечная сварка сверхтонкого металла очень рискованна, так как секундный удар дуги может привести к мгновенному прожогу.
И наоборот, при толщине более 3,0 мм точечная сварка становится нецелесообразной. В этом случае прихваточная сварка является обязательной. Тяжелые кронштейны и структурные элементы шасси должны быть выровнены и прихвачены с помощью высокоамперной сварки MIG или Stick для обеспечения глубокого проникновения.
Выбор процесса на различных этапах производства
Выбор между прихваткой и точечной сваркой - это не просто техническое решение, это решение жизненного цикла. По мере продвижения изделия от эскиза на салфетке до заводского цеха оптимальный метод соединения меняется в зависимости от требований к объему производства и бюджета на оснастку.
Производство прототипов
На начальном этапе создания прототипа стандартным выбором является прихваточная сварка. Конструкторские решения изменчивы, допуски проверяются физически, а детали часто подгоняются вручную в цеху.
Поскольку прихваточная сварка не требует специальной оснастки, изготовитель может быстро соединить вырезанные лазером заготовки с помощью стандартных модульных компонентов и пустить дугу. Если обнаруживаются недостатки конструкции, прихватки можно сразу же удалить, что минимизирует количество брака и узкие места в проектировании.
Развитие NPI
На этапе внедрения нового продукта (NPI) проверяются рабочие процессы производства. Если конечной целью является точечная сварка в больших объемах, на этапе NPI необходимо протестировать мягкую оснастку и выравнивание фланцев.
Именно здесь многие инженерные команды допускают критическую ошибку. Если на этом этапе не спроектировать перекрывающиеся фланцы для точечной сварки, проект упрется в стену. Масштабирование без учета этих соображений DFM (Design for Manufacturability) приводит к дорогостоящему пересмотру чертежей, задержке выпуска продукции и большим затратам на повторную обработку штампов.
Переход к массовому производству
Когда производство увеличивается с сотен до тысяч единиц, ручная прихваточная сварка становится непосильным "узким местом". Это тот переходный момент, когда закупки оправдывают затраты на специальные пневматические приспособления, обменивая первоначальные инвестиции в оснастку на значительное сокращение времени сборки.
Чертежи должны быть строго доработаны, чтобы преобразовать традиционные стыковые или угловые соединения в соединения внахлестку с обозначенными фланцами для точечной сварки, что позволяет передать процесс сборки на автоматизированные станции.
Роботизированные сборочные линии
В массовом производстве доминирует роботизированная точечная сварка. Шестиосевые роботы, оснащенные сварочными пистолетами с сервоприводом, могут выполнять последовательные внутренние швы со скоростью один шов в секунду, работая круглосуточно и без усталости оператора.
На этом уровне прихваточная сварка полностью исключается из рабочего процесса. Вместо этого высокоточные штампы для штамповки и мощные приспособления для раскроя удерживают детали из листового металла в идеальном положении, в то время как робот быстро выполняет точечную сварку.
Сравнение технологических возможностей
Чтобы помочь вашим командам, занимающимся закупками и проектированием, сделать правильный выбор, ниже приведены краткие технические и экономические характеристики обоих процессов.
| Вектор возможностей | Прихваточная сварка (на основе дуги) | Точечная сварка (на основе сопротивления) |
|---|---|---|
| Природа процесса | Временная подгонка / выравнивание | Постоянное структурное соединение |
| Диапазон толщины | Практически неограниченно (от 0,5 мм до тяжелых пластин) | Строгое ограничение: от 0,5 мм до 3,0 мм (от 24 до 11 калибров) |
| Уровень автоматизации | Работа в ручном режиме; сложно автоматизировать | Чрезвычайно высокая; оптимизирована для робототехники |
| Предельная стоимость | Высокие трудозатраты на сварку; требуются расходные материалы | Почти нулевая стоимость каждой сварки; высокая первоначальная стоимость оборудования |
| Косметическое воздействие | Поверхностная сварная борозда; при видимой поверхности требуется шлифовка | Оставляет круглую вмятину/пустоту |
| Требования к оснастке | Минимальное количество; стандартные модульные зажимы | Обязательно; требует перекрывающихся фланцев и специальных приспособлений |
Заключение
Максимизация прибыли при изготовлении листового металла сводится к простому балансу между объемом, толщиной материала и конструктивными особенностями.
Выбирайте сварку прихватками при обработке малосерийных прототипов, толстых структурных рам или сложных геометрических форм, требующих ручного выравнивания и чрезвычайной гибкости. Выбирайте точечную сварку при изготовлении крупносерийных корпусов из листового металла, автомобильных компонентов или тонколистовых узлов, где минимизация времени цикла и предельной стоимости детали имеет решающее значение.
Нужна помощь в оценке конструкции из листового металла?
Независимо от того, требуется ли вам быстрое создание прототипа с гибкой прихваточной сваркой или вы готовы перейти к автоматизированному производству точечной сварки, надлежащий анализ DFM экономит время и капитал. Отправьте ваши файлы CAD сегодняИ позвольте нашим опытным инженерам проанализировать ваши конструкции соединений, чтобы найти наиболее экономически эффективный способ производства для вашего следующего проекта.
Часто задаваемые вопросы
Может ли сварной шов стать постоянным?
Нет, отдельный прихваточный шов никогда не должен рассматриваться как постоянное структурное соединение. Его назначение - исключительно временная фиксация.
Является ли точечная сварка более прочной, чем прихваточная?
Да, правильно выполненная точечная сварка в разы прочнее, чем сварка впритык. При точечной сварке между двумя листами металла образуется внутреннее, находящееся под давлением плавленое пятно.
Почему точечная сварка оставляет следы?
Точечная сварка оставляет небольшую круговую впадину, поскольку процесс требует интенсивного пневматического прижима в сочетании с локальным плавлением.
Можно ли сваривать алюминий точечной сваркой?
Да, но для этого требуется высокоспециализированное оборудование. Алюминий обладает исключительно высокой электро- и теплопроводностью, то есть он отдает тепло почти так же быстро, как вы его наносите.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
