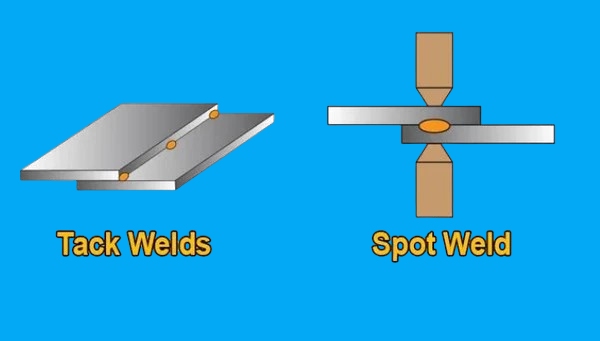
板金加工では、鋲溶接とスポット溶接はしばしば同じ生産ラインで使用されるが、両者はまったく異なる製造上の問題を解決する。
鋲溶接は非構造的で一時的な融合スポットで あり、最終溶接の前にアセンブリのアライメントを 維持するためだけに設計されている。対照的に、スポット溶接は、抵抗と圧力によって形成される恒久的な高強度構造継手であり、充填材なしで重なり合ったシート・メタルを融合するよう特別に設計されている。
製造段階での間違ったプロセスの選択は、金型コスト、サイクルタイム、そして最終的な部品品質に直接影響します。ここでは、この2つの工程がどのように機能し、製造ワークフローの中でどのような位置づけにあるのか、現場での実践的な内訳をご紹介します。
タック溶接とスポット溶接がしばしば混同されるのはなぜか?
表面的には、どちらのプロセスも連続的な継ぎ目ではなく、小さな局所的な接続を作り出す。この見た目の類似性は、設計や調達の段階でしばしば混乱を招く。しかし、両者の工学的機能とそれを推進する物理学はまったく異なる。
局部溶接点
素人目には、どちらの工程も2つの金属片をつなぎ合わせる孤立した "点 "にしか見えない。A タック溶接 は通常、従来のアーク溶接プロセス(TIG やMIGなど)の短時間のバーストで、少量の溶加材を表面に付着させる。
あ スポット溶接抵抗溶接を利用する場合、銅の電極で金属を挟み、大電流を流す。これにより、シートは内側から外側へと溶け合う。どちらも小さなフットプリントを残すが、その背後にあるメカニズムに共通点はない。
臨時雇用と常用雇用
これが根本的な目的の違いである。タック溶接は、厳密には仮止めである。その唯一の仕事は、最終的な構造溶接を施す前に、部品がずれないようにすることである。
スポット溶接は逆に、最終的な作業である。銅の電極が離脱すれば、その接合部は永久的なものとなり、設計図面が指示する構造荷重に耐えられるように設計される。
組立ワークフロー
この2つの工程は、製造のまったく異なる段階にある。タック溶接は「フィッティングアップ」段階に属し、溶接ブースに送る前に、複雑なシャーシやフレームの形状を固定する中間段階である。
スポット溶接は、組み立て専用のセル作業である。部品はスポット溶接ステーションに入り、瞬時に融合され、直ちに仕上げまたは出荷に移ります。
なぜタック溶接が組立精度を管理するのか?
を扱う場合 シートメタル・エンクロージャー または 構造フレーム熱は寸法精度の敵である。鋲溶接は、本溶接段階での熱歪みに対する第一の機械的防御として機能する。
タックの間隔
鋲は、反りを防ぐために戦略的に配置する必要がある。鋲の間隔が広すぎると、連続溶接の熱で板金が座屈したり、反ったりしてしまう。
標準的なショップルールは、材料の厚みと最終ビードの予想総入熱量に基づいて鋲の間隔をあけることである。こうすることで、加熱と冷却のサイクル全体を通して接合部の剛性が保たれます。
ギャップの調整
実際の加工では、完璧なはめあいは極めてまれです。タック溶接では、わずかにゆがんだ部品を手作業で押したり、引いたり、クランプしたりして厳しい許容範囲に収め、ルートギャップを固定することができます。
この手動アライメントにより、主溶接が均等に溶け込 むようにする。これによって、アークが広いギャッ プを焼損したり、角度のずれたタイトなコーナーの溶 接に失敗したりするのを防ぐことができる。
ディストーション・コントロール
長く連続した溶接ビードを敷き詰めると、金属は急速に膨張し、冷えるにつれて収縮する。
最初に重要な接合部に小さな低熱タック溶接を行 うことで、剛性の高い骨格を作ることができる。これにより形状が固定され、最終的な 溶接時に材料が内部の熱応力に抵抗せざるを得なくな ります。
欠陥移転
現場での重大な現実は、鋲の不良が良好な溶接を台無し にするということである。タック溶接は通常、最終溶接ビードによって 消耗(溶融)されるため、タックの欠陥(ポロシティ、 コールド・ラップ、閉じ込められたスラグなど)は、 直接最終接合部に移行する。
そのため、高品質な加工を行うには、一次 溶接と同じパラメーター管理で鋲を打つ必要があ る。多くの場合、最終パスを開始する前に、きれいな金属まで研磨しなければならない。
フィクスチャーの依存性
カスタム金型や頑丈なクランプ治具は高価で、加工に数週間かかります。タック溶接は、複雑な専用ハードツールの必要性を大幅に削減します。
熟練した製作者であれば、標準的なモジュラークランプを使ってピースを固定し、うまく配置された鋲を数本打ち、すぐにクランプを外すことができる。鋲止めされたアセンブリは、独自の固定具として機能し、作業スペースが解放され、プロトタイピング・サイクルが加速されます。
なぜスポット溶接は大量生産に適しているのか?
鋲溶接がカスタム・フィットのヒーローである一方、スポット溶接は紛れもなく大量生産のエンジンです。スポット溶接は、アーク溶接の手動による変数を取り除き、スピード、一貫性、再現性の高いサイクル・タイムに置き換えます。
ウェルド・ナゲット層
スポット溶接は、外部からの電気アークやフィラー・ワイヤーに頼らない。その代わり、シートメタル自体の自然な電気抵抗を利用します。ワークピースをクランプしている銅電極に大電流を流し、強い熱を発生させて金属を内側から溶かす。
これにより内部溶接ナゲットが形成され、表面下でシートが融合する。溶融は完全に封じ込められ、加圧されているため、このプロセスは信じられないほど速く、通常溶接あたりわずか0.1~0.5秒しかかからず、シールド・ガスや充填材はまったく必要ありません。
ロボット溶接
スポット溶接の仕組みにより、自動化が非常に 容易である。固定式ペデスタル溶接機であろうと6軸ロボット・アームであろうと、機械が必要とするのはクランプし、電流を流し、解放するだけです。
これにより、ロボット・アーク溶接で必要とされる複雑なトーチ角度や移動速度が不要になる。溶接 大量板金加工ロボット・スポット溶接セルは、1分間に何百もの信頼性の高い構造接合を行うことができ、手作業による組み立てを大幅に上回る。
限界部品コスト
スポット溶接機器と治具の初期資本支出を償却すると、部品あたりの限界費用はゼロに近くなる。実質的に支払うのは、電気代と、機械の出し入れにかかるオペレーターの時間だけである。
アルゴン・ガス、タングステン、溶接ワイヤーのスプールといった高価な消耗品がないため、スポット溶接は、数千個を超える連続生産において最も費用対効果の高い接合方法です。
電極摩耗
しかし、スポット溶接にメンテナンス・コストがまったくかからないわけではない。現場で消耗品となるのは主に銅電極である。莫大な熱と圧力を受けると、銅の先端はやがて平らになったり(マッシュルーム化)、被加工物によって汚染されたりする。
この電極消耗は接触面積を変化させ、電流密度を低下 させ、弱くサイズの小さい溶接ナゲットにつながる。品質を維持するため、作業者は電極のドレッシング(先端部 の再形成)のために、日常的に生産を停止しなければな らない。
表面のくぼみ
スポット溶接の特徴的な物理的特性は、電極のクランプ圧によって残る表面のくぼみ(ディンプル)である。構造的には問題ないが、この跡は金属の外側で非常に目立つ。
消費者向け筐体や電化製品のA面として知られるように、部品が完璧な外観仕上げを必要とする場合、これらのくぼみには二次的な研磨と充填が必要になります。目に見えるパネルの場合、エンジニアは、スポット溶接のスピードと表面仕上げの手間を比較検討する必要があります。

タック溶接とスポット溶接の比較
製品をプロトタイプの段階から本格的な生産に移行する際、エンジニアは、選択した接合方法が構造的完全性と工場現場のワークフローにどのような影響を与えるかを評価する必要があります。両工程のハードリミットを理解することで、コストのかかる再設計や組み立てのボトルネックを防ぐことができます。
ジョイント形状の要件(DFM)
これは、設計上最も重要な制約である。鋲溶接は幾何学的に柔軟であるため、溶接工は突合せ継手、コーナー継手、隅肉継手を簡単に鋲溶接することができる。
しかし、スポット溶接は、重ね継手(2枚の板が重なる部分)に限定される。エンジニアがエンクロージャーにスポット溶接を使おうとする場合、シートメタルのフラット・パターンは、電極を収容するためにフランジが重なるように設計されなければならない。
DFMのプロからのアドバイス: ロボット・スポット溶接用にフランジを設計す る場合は、常にスポット溶接ナゲット直径の 2 ~ 3 倍の最小フランジ幅を確保する。これによ り、溶融金属がフランジ側面から吹き出すのを 防ぐのに十分なエッジ距離を確保できる。
関節の強さ
タック溶接は意図的に弱く設計されており、最終 的な溶接が完了するまでの間、取り扱いや熱応力に耐 えるだけの引張強度があればよい。構造継手ではないため、継続的な荷重や振動が加わると破損する。
一方、スポット溶接は永続的で、荷重を支える継手である。スポット溶接が正しく行われた場合、その接合部は周囲の母材よりも強くなることが多い。破壊的剥離試験では、溶接ナゲットが実際に破断する前に金属板が破れるはずです。
材料の厚さの限界
タック溶接は万能ツールです。標準的なアーク溶接プロセス(TIG/MIG)を利用するため、熟練した溶接士であれば、機械のアンペア数を調整するだけで、極薄のシート・メタルから数インチ厚の巨大な構造用ブラケットまで、あらゆるものを鋲接合することができる。
スポット溶接は、一般的に0.5mmから3.0mm (24から11ゲージ)までの薄いゲージ材に厳しく制限されている。金属が3.0mmより厚い場合、標準的な装置では、銅電極が過熱する前に、安定した内部ナゲットを溶かすのに十分な局所抵抗熱を発生させることができません。
リワークの難易度
間違いは現場で起こり、手直しは製造の現実である。位置のずれた鋲溶接の修正は比較的簡単です。オペレーターは、アングル・グラインダーで小さな鋲を素早く切り裂き、部品を分離し、母材を破壊することなく再調整することができる。
スポット溶接の位置ずれは破壊的な問題である。スポット溶接されたシートを分離するには、専用のスポット溶接ドリル・ビットを使用して、溶接ナゲット全体を物理的にドリルで除去する必要があります。この場合、片方のシートに永久的な穴が残り、多くの場合、その部品はスクラップとなり、材料の無駄が増える。
タック溶接とスポット溶接における材料の限界
すべての金属が、電気アーク下や銅電極間で同じ挙動を示すわけではありません。材料科学は、どの工程が現場でスムーズに流れ、どの工程が無限の品質問題を引き起こすかを決定します。
ステンレス・スチール
ステンレス鋼(304や316 等級)は、どちらのプロセスにも適している。鋲溶接の場合、流動性のある水溜まりを得るた めに必要なアンペア数は、標準的な炭素鋼よ りも少ない。
スポット溶接では、ステンレス鋼の熱伝導 率および電気伝導率の低さが大きな利点とな る。この素材は、電極間の抵抗熱を正確に閉じ込め、より低い電流要件で、堅牢で再現性の高い溶接ナゲットを形成します。
亜鉛メッキスチール
亜鉛めっき鋼板の亜鉛コーティングは、抵抗スポット溶接にとって悪夢です。亜鉛は鋼鉄よりもはるかに低い温度で溶けるため、銅電極を積極的に被覆し、汚染する(銅と合金化して黄銅になる)。そのため、常にチップ・ドレッシングを行い、かなり高い溶接電流を流す必要がある。
亜鉛メッキ鋼板の鋲溶接は、設備面では簡単だが、健康面および安全面では深刻なリスクがある。アークが瞬時に亜鉛メッキを蒸発させ、有毒ガスが発生する。溶接工は、きれいなルート・ギャップを確保し、気孔を防ぐため、鋲打ち前に亜鉛を積極的に研磨する必要があります。
アルミニウム合金
アルミニウムは、非常に高い熱伝導性と電気伝導性を持っています。つまり、溶接部から積極的に熱を放散する。アルミニウムのスポット溶接を成功させるには、熱を逃がす前に金属を溶かすために、非常に高い電流スパイクを供給できる巨大で高価な機械が必要である。
アルミニウムの鋲溶接は、カスタム製造の標準的な手法であり、通常はAC TIG溶接機で行われる。しかし、入熱を管理し、薄い母材を溶かすことなく丈夫な外側の酸化アルミニウム層を突き破るには、高度な技術を要する。
DFMのプロからのアドバイス: 大量生産でアルミニウムのスポット溶接が厳密に必要な場合は、製造パートナーが中周波直流(MFDC)インバーターを備えた機器を利用していることを確認してください。標準的なACスポット溶接機では、アルミニウムの導電性を一貫して克服するのは困難です。
薄いゲージと厚い断面
1.0mmより薄い材料を加工する場合は、スポット溶接が主流です。クランプ圧力と瞬時の内部熱により、金属が吹き出すことがないため、大量のエンクロージャーの標準となっています。極薄ゲージの金属を鋲溶接することは、一瞬のアーク衝突が即座にバーンスルーを引き起こす可能性があるため、非常に危険です。
逆に3.0mmを超えると、スポット溶接は不可能になる。そこで、タック溶接が必須となる。重量のあるブラケットやシャーシの構造部品は、深い溶け込みを確保するために、高アンペアMIGまたはスティック溶接を使用して位置合わせとタック溶接を行う必要があります。
さまざまな生産段階におけるプロセスの選択
鋲溶接とスポット溶接のどちらを選択するかは、単なる技術的な決定ではなく、ライフサイクルの決定です。製品がナプキンのスケッチから工場フロアに移動するにつれて、最適な接合方法は数量要件と工具予算に基づいて変化します。
プロトタイプ製作
最初の試作段階では、鋲溶接が標準的な選択です。エンジニアリング設計は流動的で、公差は物理的にテストされ、部品はしばしば現場で手作業で調整されます。
タック溶接はカスタム工具を必要としないため、加工業者は標準的なモジュール部品を使用してレーザー切断したブランクを素早くクランプし、アークを発生させることができます。設計上の欠陥が発見された場合は、すぐに鋲を切断できるため、スクラップやエンジニアリングのボトルネックを最小限に抑えることができます。
NPI開発
新製品導入(NPI)段階は、製造ワークフローを検証する場である。最終的な目標が大量スポット溶接である場合、NPI段階ではソフト・ツーリングとフランジアライメントをテストする必要があります。
ここで多くのエンジニアリングチームが重大なミスを犯す。この段階でスポット溶接用のオーバーラップフランジの設計を怠ると、プロジェクトは壁に突き当たります。このようなDFM(製造可能性のための設計)を考慮せずに規模を拡大すると、高価な図面の修正、製品発売の遅れ、プレス金型の再加工に多額の費用がかかることになります。
大量生産の変遷
生産台数が数百台から数千台になると、手動のタック溶接がボトルネックになります。これは、調達が専用の空気圧冶具のコストを正当化する転換点であり、組立時間の大幅な短縮のための先行的な工具投資と引き換えになります。
従来の突合せ継手やコーナー継手を、指定されたスポット溶接フランジを持つ重ね継手に変換し、組立工程を自動化ステーションに渡すことができるように、図面を厳密に確定しなければならない。
ロボット組立ライン
完全な大量生産では、ロボットによるスポット溶接が主流です。サーボ駆動の溶接ガンを装備した6軸ロボットは、1秒間に1回の溶接速度で一貫した内部接合を行うことができ、オペレーターが疲労することなく24時間365日稼動します。
このレベルでは、タック溶接はワークフローから完全に排除されます。その代わりに、高精度のスタンピング金型と頑丈なネスティング治具がシートメタル部品を完璧なアライメントで保持し、ロボットがスポット溶接を高速で行います。
プロセス能力の比較
調達チームやエンジニアリングチームが一目で正しい選択ができるよう、両プロセスの技術的・経済的能力を以下にまとめた。
| 能力ベクトル | 鋲溶接(アークベース) | スポット溶接(抵抗溶接) |
|---|---|---|
| プロセス・ネイチャー | 仮合わせ/アライメント・ホールド | 恒久的な構造接続 |
| 厚さ範囲 | 事実上無制限(0.5mmから厚板まで) | 厳しい制限:0.5mm~3.0mm(24~11ゲージ) |
| オートメーション・レベル | 手作業が多く、自動化が難しい | 極めて高く、ロボット工学に最適化されている |
| 限界費用 | 溶接1回あたりの人件費が高い、消耗品が必要 | 溶接単価はほぼゼロ、機械のイニシャルコストは高い |
| コスメティック・インパクト | 表面の溶接ビード、見える場合は研磨が必要 | 円形のへこみ/くぼみを残す |
| 工具要件 | 最小限の標準モジュラークランプ | オーバーラップフランジとカスタムフィクスチャーが必要。 |
結論
板金加工における収益性の最大化は、体積、材料の厚さ、構造的意図の単純なバランスに帰着する。
少量生産の試作品、厚い構造フレーム、手作業による位置合わせや極めて柔軟な対応が必要な複雑な形状の加工には、鋲溶接をお選びください。スポット溶接は、大量のシートメタル製エンクロージャー、自動車部品、または薄板アセンブリーを製造し、サイクル・タイムと限界部品コストを最小限に抑えることが重要な場合に選択します。
板金設計の評価にお困りですか?
フレキシブルなタック溶接によるラピッドプロトタイピングが必要な場合でも、自動スポット溶接による生産に移行する場合でも、適切なDFMレビューは時間と資本の節約につながります。 今すぐCADファイルを送信また、ベテランのエンジニアがお客様のジョイント構造を分析し、次のプロジェクトで最も費用対効果の高い製造ルートをご提案します。
よくあるご質問
タック溶接は永久溶接になりますか?
単体のタック溶接を永久的な構造継手として扱うべきではありません。その目的は、純粋に一時的な保持力である。
スポット溶接はタック溶接より強いのですか?
そう、適切に施工されたスポット溶接は、タック溶接よりも指数関数的に強い。スポット溶接は、2枚の金属の間に内部で加圧された融合ナゲットを作ります。
スポット溶接はなぜ跡が残るのか?
スポット溶接は、局所的な溶融と空気圧による強力なクランプ力を必要とするため、小さな円形の窪みが残る。
アルミニウムはスポット溶接できますか?
はい、しかしそれには高度に専門化された装置が必要です。アルミニウムは電気伝導率と熱伝導率が非常に高く、熱を加えるのとほぼ同じ速さで熱を放出する。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



