Las socavaduras de soldadura suelen considerarse un mero defecto estético. Sin embargo, en el taller y en la ingeniería estructural, se trata como una estricta responsabilidad mecánica. La socavación elimina físicamente material base a lo largo del borde de la soldadura, reduciendo directamente el área efectiva de la sección transversal de la unión.
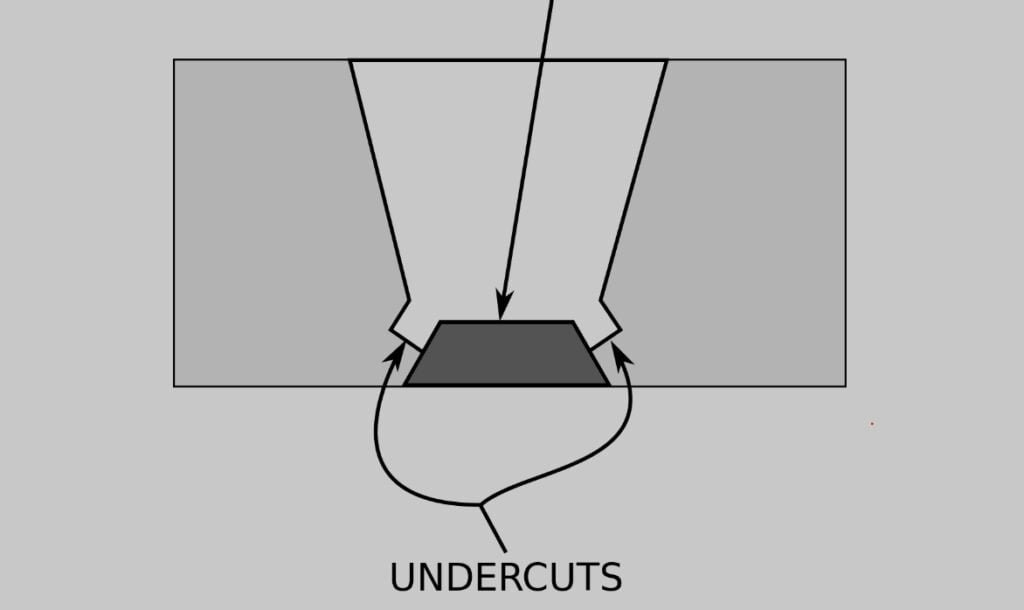
Una socavadura de soldadura es un defecto crítico de la ranura fundido en el metal base en la punta de la soldadura y dejado sin rellenar por el material de relleno. Esto reduce el grosor de la sección transversal de la pieza y crea aumentos bruscos de tensión propensos a fallos por fatiga, normalmente como resultado de un aporte excesivo de calor o de velocidades de desplazamiento demasiado rápidas.
Este desglose técnico examina los mecanismos físicos que hacen que el destalonado sea peligroso. También trataremos las variables específicas del taller que lo desencadenan, cómo establecer controles de producción estables y los umbrales críticos para decidir si reparar o desechar una pieza fabricada.
Por qué el destalonado de soldadura se convierte en un problema estructural?
La socavación altera fundamentalmente la geometría y las propiedades mecánicas de un conjunto soldado. Cuando una pieza falla debido a una socavadura, rara vez se debe a una falta de volumen general de la soldadura; falla porque el defecto compromete específicamente la integridad estructural localizada.
Pérdida de material en el cordón de soldadura
La realidad física de un destalonado es una pérdida literal de metal base. Durante el proceso de soldadura, el intenso calor del arco funde el material base en la punta de la soldadura, la unión crítica entre la cara de la soldadura y el metal base.
Si el metal de relleno no fluye adecuadamente para reemplazar este volumen fundido, queda un surco o zanja permanente. Este defecto reduce el espesor diseñado de la chapa exactamente en el límite de la junta, disminuyendo inmediatamente la capacidad de carga de esa sección específica.
Concentración del estrés
Los ingenieros calculan la distribución de la carga basándose en un grosor uniforme del material y transiciones estructurales suaves. Un destalonado altera esta situación al introducir un muesca geométrica aguda e irregular directamente en la superficie.
Cuando se aplican fuerzas de tensión o flexión a la pieza soldada, las líneas de tensión no pueden fluir suavemente a través de la junta. En su lugar, se comprimen y multiplican alrededor de la raíz de la entalladura. Esta concentración localizada de tensiones obliga al metal de la muesca a soportar una carga significativamente mayor, acercándolo peligrosamente a su límite elástico.
Inicio de grietas por fatiga
Mientras que una carga estática puede no romper inmediatamente una pieza con una pequeña muesca, las cargas dinámicas cuentan una historia completamente diferente. En maquinaria pesada, chasis de vehículos o recipientes a presión, las piezas sufren vibraciones continuas y tensiones cíclicas.
La concentración de tensiones en una ranura socavada actúa como la sitio de nucleación perfecto para la fatiga del metal. Las microfisuras comienzan a formarse en la parte inferior de la muesca y se propagan a través de la zona afectada por el calor (HAZ) con el tiempo, provocando un fallo estructural prematuro mucho antes de la vida útil prevista del componente.
Causas de las socavaduras de soldadura en el taller
Las socavaduras rara vez se producen al azar; son el resultado directo de un desajuste en los parámetros de soldadura, la técnica del operario o la manipulación del material. Para identificar la causa hay que analizar el equilibrio entre el calor y la deposición de material.
Balance de entrada de calor
El desencadenante más común de la subcotización es entrada excesiva de calor. Cuando la corriente de soldadura (amperaje) o el voltaje del arco se ajustan demasiado altos para el espesor específico de la chapa, el arco penetra demasiado agresivamente en el metal base.
Esta energía térmica excesiva funde una zanja más ancha y profunda de lo previsto. En consecuencia, crea una cavidad que el volumen estándar de alambre de relleno fundido simplemente no puede llenar antes de que el charco de soldadura se congele.
Tasa de deposición del metal de relleno
La socavación también se produce cuando la entrada de calor es adecuada, pero la tasa de deposición del metal de aportación es demasiado baja. En Soldadura MIG (GMAW)esto suele apuntar a un Velocidad de alimentación del hilo (WFS) que no está sincronizado con el voltaje.
El arco desplaza con fuerza el metal base, pero el suministro inadecuado de alambre de relleno deja los bordes hambrientos. Este desajuste operativo da lugar a un surco claro y sin relleno que recorre limpiamente la punta superior de la soldadura.
Ángulo de la antorcha y fuerza del arco
En la soldadura manual y semiautomática, el ángulo de la antorcha dicta exactamente hacia dónde se dirige la fuerza del arco. Esto es muy visible en las uniones en T y las soldaduras en ángulo. Si el ángulo de trabajo está muy inclinado hacia la placa vertical, el arco cortará la superficie vertical.
La gravedad arrastra el baño de fusión hacia abajo. antes de que pueda mojarse en la gubia vertical. Esto deja un destalonado prominente en el borde superior de la junta. Es necesario mantener un ángulo de trabajo equilibrado y un ligero ángulo de arrastre (normalmente de 10° a 15°) para distribuir adecuadamente el calor y empujar el metal de aportación hacia las puntas.
Velocidad de desplazamiento Estabilidad
Una velocidad de desplazamiento incoherente desestabiliza rápidamente la dinámica del baño de soldadura. Mover la antorcha demasiado rápido es un error frecuente; la fuerza del arco desbasta el metal, pero la rápida velocidad de desplazamiento impide que el charco fundido se mantenga y se lave en los bordes de la soldadura.
A la inversa, moviéndose demasiado despacio puede provocar una acumulación excesiva de calor en una zona localizada. Esto funde en exceso el metal base y hace que el charco se derrame o colapse, arrastrando de hecho material fuera de los cordones de soldadura en lugar de rellenarlos.
Sensibilidad de materiales y procesos
La selección del material afecta directamente a la sensibilidad de la socavación. La conductividad térmica específica de un metal base y la fluidez del baño de fusión determinan exactamente lo que ocurre en el borde de la junta en el momento en que los parámetros de soldadura se desvían del objetivo.
Comportamiento de la soldadura MIG
La soldadura MIG (GMAW) es muy susceptible a la socavación debido a su dependencia de la sincronización estricta de la tensión y la velocidad de alimentación del hilo. Cuando se trabaja en modo de transferencia por pulverizaciónEl arco es increíblemente potente y caliente, diseñado para una penetración profunda en placas más gruesas.
Si la velocidad de desplazamiento del operario supera la velocidad de deposición del hilo de relleno en hasta 10% a 15%Este arco de alta energía excava una zanja. El alambre de relleno simplemente no puede fundirse lo suficientemente rápido para rellenar el vacío. Esto hace que MIG sea muy sensible a la velocidad de desplazamiento, especialmente en pistas robotizadas automatizadas en las que los parámetros están bloqueados pero se producen pequeñas variaciones en la unión.
Soldadura de aluminio Pool Flow
El aluminio presenta un desafío único porque su conductividad térmica es de aproximadamente cinco veces mayor que la del acero al carbono. El metal aleja rápidamente el calor de la zona de soldadura. Para compensar, los operarios suelen aumentar el amperaje, pero el aluminio fundido tiene una viscosidad muy baja: fluye casi como el agua.
Si la fuerza del arco es demasiado elevada, este charco muy fluido se sale fácilmente de la junta. Como el metal circundante enfría los bordes tan rápidamente, el aluminio fundido desplazado se congela antes de que pueda fluir de nuevo y mojado hasta los dedos de los piesdejando un corte afilado.
Acero inoxidable Respuesta al calor
A diferencia del aluminio, las calidades de acero inoxidable (como el 304 y 316) tienen una escasa conductividad térmica, lo que hace que el calor del arco permanezca intensamente localizado. Además, el acero inoxidable fundido es inherentemente lento y muy viscoso.
Cuando se aplica demasiado calor (por ejemplo, superando una entrada de calor de 1,5 kJ/mm en chapas finas), el metal de base en el cordón de soldadura se funde. Sin embargo, el charco de soldadura, grueso y lento, no se desplaza fácilmente hacia el exterior para rellenar el vacío. Este sobrecalentamiento localizado, combinado con la escasa fluidez del baño, hace que el acero inoxidable sea muy propenso a la socavación, lo que requiere un control preciso de los parámetros y, a menudo, mezclas especializadas de gas de protección para mejorar la tensión superficial.
Prevención de defectos: Controles de producción en taller
Las instalaciones de fabricación en serie de alto nivel no confían en "arreglar" la socavación, sino que diseñan el proceso para evitarla. Para eliminar este defecto, hay que volver a centrarse en la ingeniería del proceso y en las fases previas de preparación, en lugar de en la cabina de soldadura.
Control de parámetros WPS
La fabricación estable se basa en la eliminación de las conjeturas del operario. Cada soldadura estructural debe ejecutarse de acuerdo con un procedimiento validado. Especificación del procedimiento de soldadura (EPS).
Una WPS estricta define exactamente Ventana de funcionamiento ±5% para el amperaje, el voltaje, la velocidad de desplazamiento y el caudal de gas para un espesor de material específico. Al obligar a los operarios a mantenerse dentro de estos parámetros de ingeniería, la fábrica evita mecánicamente los desequilibrios entre calor y alambre. Este estricto cumplimiento reduce drásticamente los costes de reprocesado manual al garantizar un alto rendimiento en la primera pasada.
Consistencia en la adaptación
Muchos socavones se producen en realidad en el corte por láser o prensa plegadora y no por el soldador. Un mal ajuste de las piezas crea holguras de unión incoherentes. Por ejemplo, si un hueco supera 1,5 mm o 10% del espesor del material en una chapa fina, el operario se ve obligado a reducir la velocidad y a tejer la antorcha en exceso para salvar el vacío.
Esta permanencia localizada bombea calor incontrolado al metal base, fundiendo inevitablemente las punteras. Las tolerancias de corte por láser estrechamente controladas aguas arriba son la forma más rentable de eliminar las repeticiones de soldaduramejorando drásticamente la rentabilidad global de la producción.
Preparación de la superficie
Los contaminantes superficiales alteran físicamente el comportamiento del baño de fusión. La cascarilla de laminación, los óxidos pesados, los fluidos de corte o el óxido pueden cambiar drásticamente la tensión superficial del metal base, impidiendo que el metal de aportación fundido se lave suavemente en los bordes de la junta.
Obligar a una limpieza mecánica estricta para eliminar los óxidos al menos De 10 a 15 mm por detrás del borde de la junta es fundamental. Esta zona limpia evita que el arco se desvíe y muerda agresivamente los dedos, asegurando que el charco se humedezca perfectamente a ras con el metal base.
Supervisión de procesos en tiempo real
En el prototipado rápido y la fabricación automatizada modernos, confiar únicamente en la inspección visual posterior a la soldadura es una costosa responsabilidad. Las líneas de producción avanzadas utilizan sistemas de supervisión de arcos en tiempo real que siguen continuamente las microfluctuaciones de tensión y amperaje en milisegundos.
Si el sistema detecta un pico de tensión (que indica que la longitud del arco ha aumentado y está cortando el metal), ajusta automáticamente la velocidad de alimentación del hilo o provoca una parada inmediata. Este control de bucle cerrado detecta las condiciones exactas que provocan el destalonado, de forma que se evitan los cortes. reducir los índices de desechos de gran volumen en más de 30% y manteniendo el coste por pieza estrictamente bajo control.

Identificación de defectos: Normas de inspección y compromisos de reparación
Soldar de nuevo nunca debe ser la reacción por defecto ante una socavadura. Someter un defecto menor a un segundo ciclo térmico suele degradar la estructura más que el defecto original.
Límites prácticos de inspección visual
La primera línea de defensa es una inspección visual minuciosa utilizando un Medidor V-WAC (Criterios visuales de aceptación de la soldadura). Dado que el destalonado se funde con la base de la soldadura, es muy difícil de detectar en un taller con mucho trabajo.
Una regla práctica e inmediata es la "prueba de la uña": si una uña se engancha limpiamente en la ranura a lo largo del cordón de soldadura, el defecto es lo suficientemente afilado como para que la uña no se mueva. agudeza de muesca que justifique una medición física. En esta fase, la profundidad y longitud exactas de la socavación deben registrarse en los planos técnicos para determinar el siguiente paso.
Tolerancias AWS e ISO
Los criterios de aceptación están estrictamente definidos por normas internacionales, no por opiniones personales o preferencias de los operadores. En AWS D1.1 (Código de soldadura estructural - Acero)una profundidad de corte de hasta 1 mm (1/32 pulgadas) puede ser aceptable para estructuras no críticas cargadas estáticamente.
Sin embargo, en el caso de piezas sometidas a cargas cíclicas en las que la fatiga es el principal modo de fallo, la tolerancia disminuye drásticamente. ISO 5817 Nivel B (el nivel de calidad más alto) dicta que la socavación no debe superar 0,5 mm. En aplicaciones aeroespaciales o de carga dinámica muy críticas, la tolerancia es cero absoluto.
Verificación END
La inspección visual es inútil en caso de socavaduras internas o de raíz, especialmente en juntas de penetración profunda, tuberías estructurales pesadas o configuraciones de tuberías. Para chapas metálicas estructurales sometidas a grandes esfuerzos o componentes sometidos a presión, Ensayos no destructivos (END) es obligatorio.
Técnicas como Pruebas ultrasónicas (UT) o Pruebas radiográficas (RT) para mirar bajo la superficie. La UT es excepcionalmente eficaz a la hora de hacer rebotar las ondas sonoras en la geometría oculta de una socavación de raíz, lo que proporciona a los ingenieros datos exactos y cuantificables sobre la pérdida de espesor efectiva interna.
Mezcla mecánica frente a recargue
Cuando un destalonado queda ligeramente fuera de las tolerancias aceptables (por ejemplo, mide 0,6 mm cuando el límite es de 0,5 mm), el instinto inmediato suele ser añadir una pasada de soldadura rápida. Esto suele ser un error.
Si el metal base es lo suficientemente grueso, mezcla mecánica con una fresa de metal duro o un disco de láminas. El rectificado de la muesca afilada en una transición suave y redondeada (normalmente una conicidad de 3:1 o 4:1) elimina por completo la concentración de tensiones. El rectificado mecánico es mucho más barato, rápido y estructuralmente más seguro que someter la pieza a otro chorro de calor extremo.
Cuando la soldadura crea nuevos problemas
Cuando una soldadura de reparación es absolutamente obligatoria según el código, debe tratarse como un procedimiento altamente invasivo. El bombeo de calor localizado a una unión acabada altera permanentemente la metalurgia y la estabilidad dimensional de todo el conjunto.
Degradación HAZ
Cada soldadura crea una Zona Afectada por el Calor (ZAT), un área del metal base que no se ha fundido, pero cuya microestructura se ha visto alterada permanentemente por el calor extremo.
Al volver a soldar un destalonado, la ZAT se expande considerablemente. En materiales como el acero inoxidable 304 o los aceros de baja aleación y alta resistencia (HSLA), este choque térmico secundario provoca fuerte crecimiento del grano y precipitación de carburos. El resultado físico es una pérdida localizada de resistencia a la tracción, una disminución de la tenacidad al impacto y un drástico descenso de la resistencia a la corrosión justo en el borde de la junta.
Ciclos térmicos repetidos
Los metales tienen una estricta memoria térmica. Someter un lugar específico a un ciclo térmico secundario (calentamiento, fusión y enfriamiento rápido) modifica fundamentalmente sus propiedades mecánicas.
En los aceros al carbono, el enfriamiento rápido de una soldadura de reparación pequeña y localizada puede provocar la formación de martensita quebradiza. Mientras que la ranura socavada puede estar ahora físicamente rellena y visualmente aceptable, la reparación ha creado secretamente una zona altamente frágil y sensible a las grietas, exactamente donde la tensión de carga dinámica será mayor.
Distorsión y tensión residual
Añadir una pasada de reparación significa añadir más metal de aportación fundido, que intrínsecamente se contrae al enfriarse. Esto introduce fuerzas residuales de contracción en el componente.
Especialmente en la fabricación de chapas metálicas, este ciclo térmico secundario provoca graves deformaciones y distorsiones angulares. Una pieza que inicialmente no ha superado una inspección visual de soldadura puede pasar el repaso de soldadura, pero fallar inmediatamente. controles de tolerancia dimensional en la estación final de control de calidad porque el chasis o la carcasa están deformados de forma permanente.
Conclusión
La socavadura de soldadura es más que un defecto superficial. Cambia la geometría de la punta de la soldadura, reduce el espesor efectivo del material y aumenta la concentración de tensiones en estructuras cargadas. En entornos de producción, incluso una pequeña socavación puede provocar grietas por fatiga, fallos de inspección, costes de reprocesado o una vida útil más corta.
Una calidad de soldadura estable no se consigue con ajustes de prueba y error en el taller. Depende de unos parámetros de soldadura controlados, un ajuste uniforme, una preparación adecuada de la superficie y la validación del proceso antes de que comience la producción.
En Shengen, ayudamos a los clientes a reducir los defectos de soldadura tanto durante la creación de prototipos como durante la producción en serie. Nuestro equipo de ingeniería revisa el diseño de las juntas de soldadura, la selección de materiales, las condiciones de ajuste y los parámetros de fabricación antes de iniciar la producción. Envíenos sus dibujos o los requisitos del proyecto para hablar de su próximo proyecto de fabricación soldada.
Hola, soy Kevin Lee

Durante los últimos 10 años, he estado inmerso en diversas formas de fabricación de chapa metálica, compartiendo aquí ideas interesantes de mis experiencias en diversos talleres.
Póngase en contacto
Kevin Lee
Tengo más de diez años de experiencia profesional en la fabricación de chapas metálicas, especializada en corte por láser, plegado, soldadura y técnicas de tratamiento de superficies. Como Director Técnico de Shengen, me comprometo a resolver complejos retos de fabricación y a impulsar la innovación y la calidad en cada proyecto.
Recursos relacionados

Texturización láser de metales: preparación, diseño para la fabricación (DFM) y control de costes

Acero electrogalvanizado: guía de fabricación y selección

