Podcięcie spawalnicze jest często błędnie klasyfikowane jako zwykła wada kosmetyczna. Jednak na hali produkcyjnej i w inżynierii konstrukcyjnej jest ono traktowane jako ścisła odpowiedzialność mechaniczna. Podcięcie fizycznie usuwa materiał podstawowy wzdłuż krawędzi spoiny, bezpośrednio zmniejszając efektywny obszar przekroju złącza.
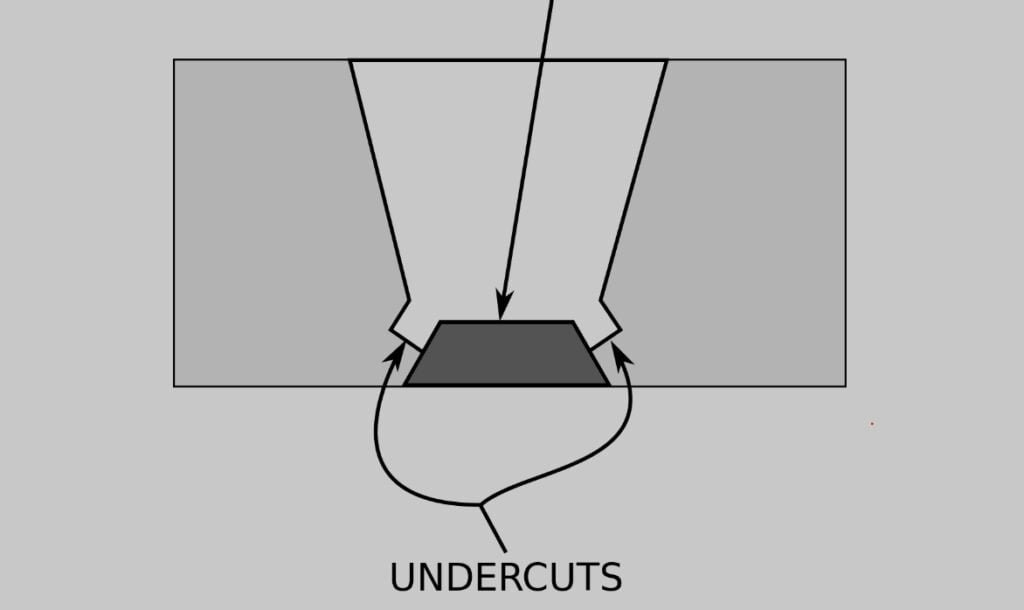
Podcięcie spawalnicze to krytyczna wada rowka wtopiona w metal podstawowy przy grani spoiny i niewypełniona materiałem wypełniającym. Zmniejsza to grubość przekroju poprzecznego części i tworzy ostre piony naprężeń podatne na uszkodzenia zmęczeniowe, zwykle wynikające z nadmiernego dopływu ciepła lub zbyt dużych prędkości przesuwu.
Ten podział techniczny analizuje fizyczne mechanizmy, które sprawiają, że podcięcie jest niebezpieczne. Omówimy również konkretne zmienne na hali produkcyjnej, które je wyzwalają, jak ustanowić stabilne kontrole produkcji oraz krytyczne progi przy podejmowaniu decyzji o naprawie lub złomowaniu wyprodukowanej części.
Dlaczego podcięcie spawalnicze staje się problemem konstrukcyjnym?
Podcięcie zasadniczo zmienia geometrię i właściwości mechaniczne zespołu spawanego. Kiedy część ulega uszkodzeniu z powodu podcięcia, rzadko jest to spowodowane brakiem ogólnej objętości spoiny; ulega uszkodzeniu, ponieważ wada w szczególności zagraża zlokalizowanej integralności strukturalnej.
Utrata materiału spoiny
Fizyczną rzeczywistością podcięcia jest dosłowna utrata metalu rodzimego. Podczas procesu spawania intensywne ciepło łuku topi materiał rodzimy w palcu spoiny - krytycznym połączeniu między licem spoiny a metalem rodzimym.
Jeśli metal wypełniający nie wpłynie prawidłowo, aby zastąpić stopioną objętość, pozostanie trwały rowek lub rowek. Ta wada zmniejsza zaprojektowaną grubość blachy dokładnie na granicy połączenia, natychmiast obniżając nośność tej konkretnej sekcji.
Koncentracja stresu
Inżynierowie obliczają rozkład obciążenia w oparciu o jednolitą grubość materiału i płynne przejścia strukturalne. Podcięcie zakłóca ten proces, wprowadzając ostre, nieregularne wycięcie geometryczne bezpośrednio na powierzchnię.
Gdy do spawanej części przykładane są siły rozciągające lub zginające, linie naprężeń nie mogą płynnie przepływać przez złącze. Zamiast tego ściskają się i mnożą wokół źródła podcięcia. Ta zlokalizowana koncentracja naprężeń zmusza metal w wycięciu do przenoszenia znacznie większego obciążenia, niebezpiecznie zbliżając go do granicy plastyczności.
Inicjacja pęknięcia zmęczeniowego
Podczas gdy obciążenie statyczne może nie spowodować natychmiastowego pęknięcia części z niewielkim podcięciem, obciążenia dynamiczne mówią zupełnie co innego. W ciężkich maszynach, podwoziach pojazdów lub zbiornikach ciśnieniowych części poddawane są ciągłym wibracjom i cyklicznym naprężeniom.
Koncentracja naprężeń w podciętym rowku działa jak Idealne miejsce zarodkowania zmęczenia metalu. Mikropęknięcia zaczynają tworzyć się na dnie karbu i z czasem rozprzestrzeniają się w strefie wpływu ciepła (HAZ), prowadząc do przedwczesnego uszkodzenia strukturalnego na długo przed oczekiwaną żywotnością komponentu.
Przyczyny podcięć spawalniczych w hali produkcyjnej
Podcięcie rzadko występuje przypadkowo; jest bezpośrednim wynikiem niedopasowania parametrów spawania, techniki operatora lub obsługi materiału. Zidentyfikowanie pierwotnej przyczyny wymaga przyjrzenia się bilansowi ciepła i osadzania materiału.
Bilans ciepła wejściowego
Najczęstszym wyzwalaczem podcięcia jest Nadmierny dopływ ciepła. Gdy prąd spawania (natężenie) lub napięcie łuku są ustawione zbyt wysoko dla określonej grubości blachy, łuk zbyt agresywnie zagłębia się w metal podstawowy.
Ta nadmierna energia cieplna powoduje stopienie szerszego i głębszego rowka niż zamierzony. W rezultacie powstaje wgłębienie, którego standardowa objętość stopionego drutu spawalniczego po prostu nie jest w stanie wypełnić przed zamarznięciem jeziorka spawalniczego.
Szybkość osadzania metalu wypełniającego
Podcięcie występuje również, gdy dopływ ciepła jest odpowiedni, ale szybkość osadzania metalu wypełniającego jest zbyt niska. W Spawanie metodą MIG (GMAW)zazwyczaj wskazuje to na prędkość podawania drutu (WFS) który nie jest zsynchronizowany z napięciem.
Łuk z dużą siłą wypiera metal podstawowy, ale niewystarczająca ilość drutu spawalniczego sprawia, że krawędzie są głodne. To niedopasowanie operacyjne skutkuje wyraźnym, niewypełnionym rowkiem biegnącym czysto wzdłuż górnego brzegu spoiny.
Kąt palnika i siła łuku
W przypadku spawania ręcznego i półautomatycznego kąt palnika określa dokładnie, gdzie skierowana jest siła łuku. Jest to bardzo widoczne w przypadku złączy teowych i spoin pachwinowych. Jeśli kąt pracy jest mocno odchylony w kierunku pionowej płyty, łuk będzie żłobił pionową powierzchnię.
Następnie grawitacja ściąga roztopione jeziorko spawalnicze w dół zanim wsiąknie w pionowe wyżłobienie. Pozostawia to wyraźne podcięcie na górnej krawędzi złącza. Utrzymanie zrównoważonego kąta pracy i niewielkiego kąta oporu (zwykle 10° do 15°) jest wymagane do prawidłowego rozprowadzenia ciepła i wciśnięcia metalu wypełniającego w palce.
Stabilność prędkości jazdy
Niespójna prędkość przesuwu szybko destabilizuje dynamikę jeziorka spawalniczego. Zbyt szybkie przesuwanie palnika jest częstym błędem; siła łuku żłobi metal, ale duża prędkość przesuwu zapobiega nadążaniu roztopionego jeziorka i podciekaniu do krawędzi spoiny.
I odwrotnie, porusza się zbyt wolno może spowodować nadmierne nagromadzenie ciepła w zlokalizowanym obszarze. Powoduje to nadmierne stopienie metalu nieszlachetnego i rozlewanie się lub zapadanie kałuży, skutecznie odciągając materiał od ściegów spoiny zamiast je wypełniać.
Wrażliwość materiału i procesu
Wybór materiału ma bezpośredni wpływ na czułość podcięcia. Specyficzna przewodność cieplna metalu bazowego i płynność jeziorka stopionego metalu dokładnie określają, co dzieje się na krawędzi złącza w momencie, gdy parametry spawania odbiegają od docelowych.
Zachowanie podczas spawania MIG
Spawanie MIG (GMAW) jest wysoce podatne na podcinanie ze względu na zależność od ścisłej synchronizacji napięcia i prędkości podawania drutu. Podczas pracy w trybie Tryb transferu natryskowegoŁuk jest niezwykle silny i gorący, zaprojektowany do głębokiej penetracji grubszych płyt.
Jeśli prędkość jazdy operatora przekracza prędkość osadzania drutu elektrodowego o nawet 10% do 15%Ten wysokoenergetyczny łuk zasadniczo wykopuje rów. Drut elektrodowy po prostu nie może stopić się wystarczająco szybko, aby wypełnić pustą przestrzeń. Sprawia to, że metoda MIG jest bardzo wrażliwa na prędkość przesuwu, zwłaszcza na zautomatyzowanych torach zrobotyzowanych, gdzie parametry są zablokowane, ale występują niewielkie odchylenia złącza.
Aluminium Weld Pool Flow
Aluminium stanowi wyjątkowe wyzwanie, ponieważ jego przewodność cieplna wynosi w przybliżeniu pięciokrotnie wyższa niż w przypadku stali węglowej. Metal szybko odprowadza ciepło ze strefy spawania. Aby to zrekompensować, operatorzy często zwiększają natężenie prądu, ale stopione aluminium ma bardzo niską lepkość - płynie prawie jak woda.
Jeśli siła łuku jest zbyt duża, ta wysoce płynna kałuża jest łatwo wydmuchiwana ze złącza. Ponieważ otaczający metal chłodzi krawędzie tak szybko, przemieszczone roztopione aluminium zamarza, zanim zdąży spłynąć z powrotem. mokre w palcachpozostawiając ostre podcięcie.
Reakcja na ciepło ze stali nierdzewnej
W przeciwieństwie do aluminium, gatunki stali nierdzewnej (takie jak 304 i 316) mają słabą przewodność cieplną, co powoduje, że ciepło z łuku pozostaje intensywnie zlokalizowane. Ponadto, stopiona stal nierdzewna jest z natury powolny i bardzo lepki.
W przypadku zastosowania zbyt dużej ilości ciepła (np. przekroczenie poboru ciepła wynoszącego 1,5 kJ/mm na cienkich blachach), metal podstawowy w grani spoiny topi się. Jednak grube, powolne jeziorko spawalnicze nie wypływa łatwo na zewnątrz, aby wypełnić pustą przestrzeń. To miejscowe przegrzanie w połączeniu ze słabą płynnością jeziorka spawalniczego sprawia, że stal nierdzewna jest bardzo podatna na podcinanie, wymagając precyzyjnej kontroli parametrów i często specjalistycznych mieszanek gazów osłonowych w celu poprawy napięcia powierzchniowego.
Zapobieganie defektom: Kontrola produkcji na hali produkcyjnej
Wysokiej klasy zakłady produkcji masowej nie polegają na "naprawianiu" podcięcia; projektują proces tak, aby mu zapobiec. Wyeliminowanie tej wady wymaga przeniesienia punktu ciężkości z kabiny spawalniczej z powrotem na inżynierię procesu i etapy przygotowawcze.
Kontrola parametrów WPS
Stabilna produkcja opiera się na wyeliminowaniu zgadywania operatora. Każda spoina strukturalna musi być wykonana zgodnie z zatwierdzoną procedurą. Specyfikacja procedury spawania (WPS).
Ścisły WPS definiuje dokładnie Okno operacyjne ±5% dla natężenia prądu, napięcia, prędkości przesuwu i przepływu gazu dla określonej grubości materiału. Zmuszając operatorów do trzymania się tych zaprojektowanych parametrów, fabryka mechanicznie zapobiega nierównowadze ciepło-drut. To ścisłe przestrzeganie obniża koszty ręcznej przeróbki, zapewniając wysoką wydajność pierwszego przejścia.
Spójność dopasowania
Wiele podcięć jest w rzeczywistości spowodowanych w cięcie laserowe Lub prasa krawędziowa dział, a nie spawacz. Słabe dopasowanie części powoduje powstawanie niespójnych szczelin. Na przykład, jeśli szczelina przekracza 1,5 mm lub 10% grubości materiału Na cienkim arkuszu operator jest zmuszony zwolnić i nadmiernie wachlować palnikiem, aby wypełnić pustą przestrzeń.
To miejscowe zaleganie pompuje niekontrolowane ciepło do metalu podstawowego, nieuchronnie topiąc palce. Ściśle kontrolowane tolerancje cięcia laserowego są najbardziej opłacalnym sposobem na wyeliminowanie przeróbek spawalniczychdrastycznie poprawiając ogólny zwrot z inwestycji w produkcję.
Przygotowanie powierzchni
Zanieczyszczenia powierzchniowe fizycznie zmieniają zachowanie stopionej kałuży. Zgorzelina walcownicza, ciężkie tlenki, płyny chłodząco-smarujące lub rdza mogą drastycznie zmienić właściwości stopu. napięcie powierzchniowe metalu nieszlachetnego, zapobiegając płynnemu wnikaniu stopionego metalu wypełniającego w krawędzie złącza.
Wymóg rygorystycznego czyszczenia mechanicznego w celu usunięcia tlenków co najmniej 10 mm do 15 mm od krawędzi złącza ma kluczowe znaczenie. Ta czysta strefa zapobiega wędrowaniu łuku i agresywnemu wgryzaniu się w palce, zapewniając, że kałuża zwilża się idealnie równo z metalem macierzystym.
Monitorowanie procesów w czasie rzeczywistym
W nowoczesnym szybkim prototypowaniu i zautomatyzowanej produkcji, poleganie wyłącznie na kontroli wizualnej po spawaniu jest kosztowne. Zaawansowane linie produkcyjne wykorzystują Systemy monitorowania łuku elektrycznego w czasie rzeczywistym które nieustannie śledzą mikro-wahania napięcia i natężenia prądu w milisekundach.
Jeśli system wykryje skok napięcia (wskazujący na zwiększenie długości łuku i żłobienie metalu), automatycznie dostosuje prędkość podawania drutu lub spowoduje natychmiastowe zatrzymanie. Ta zamknięta pętla sterowania wychwytuje dokładnie te warunki, które powodują podcinanie, konsekwentnie zmniejszenie ilości złomu w dużych ilościach o ponad 30% i utrzymywanie kosztu części pod ścisłą kontrolą.

Identyfikacja usterek: Standardy kontroli i możliwości naprawy
Ponowne spawanie nigdy nie powinno być domyślną reakcją na podcięcie. Poddanie niewielkiej wady drugiemu cyklowi podgrzewania często degraduje strukturę bardziej niż pierwotna wada.
Praktyczne limity kontroli wzrokowej
Pierwszą linią obrony jest dokładna inspekcja wizualna przy użyciu skalibrowanego Miernik V-WAC (wizualne kryteria akceptacji spoiny). Ponieważ podcięcie wtapia się w krawędź spoiny, bardzo trudno jest je dostrzec na ruchliwej hali produkcyjnej.
Praktyczną, natychmiastową zasadą jest "test paznokcia" - jeśli paznokieć palca złapie się czysto w rowku wzdłuż krawędzi spoiny, wada jest wystarczająco ostra. ostrość wzroku aby zagwarantować fizyczny pomiar. Na tym etapie należy zapisać dokładną głębokość i długość podcięcia w odniesieniu do rysunków technicznych, aby określić następny krok.
Tolerancje AWS i ISO
Kryteria akceptacji są ściśle określone przez międzynarodowe standardy, a nie osobistą opinię lub preferencje operatora. W ramach AWS D1.1 (Kodeks spawania konstrukcyjnego - stal)głębokość podcięcia do 1 mm (1/32 cala) może być akceptowalny dla statycznie obciążonych, niekrytycznych konstrukcji.
Jednak w przypadku części obciążanych cyklicznie, gdzie zmęczenie materiału jest głównym trybem uszkodzenia, tolerancja drastycznie spada. ISO 5817 Poziom B (najwyższy poziom jakości) nakazuje, aby podcięcie nie przekraczało 0,5 mm. W wysoce krytycznych zastosowaniach lotniczych lub obciążeniach dynamicznych tolerancja wynosi zero absolutne.
Weryfikacja NDT
Kontrola wzrokowa jest bezużyteczna w przypadku podcięć wewnętrznych lub korzeniowych, szczególnie w przypadku połączeń o głębokiej penetracji, ciężkich rur konstrukcyjnych lub konfiguracji rur. W przypadku blach konstrukcyjnych poddawanych wysokim obciążeniom lub elementów utrzymujących ciśnienie, Badania nieniszczące (NDT) jest obowiązkowa.
Techniki takie jak Badania ultradźwiękowe (UT) Lub Badanie radiograficzne (RT) aby zajrzeć pod powierzchnię. UT jest wyjątkowo skuteczny w odbijaniu fal dźwiękowych od ukrytej geometrii podcięcia korzenia, dostarczając inżynierom dokładnych, wymiernych danych na temat wewnętrznej efektywnej utraty grubości.
Mieszanie mechaniczne a ponowne spawanie
Gdy podcięcie nieznacznie wykracza poza dopuszczalne tolerancje (np. mierząc 0,6 mm, gdy limit wynosi 0,5 mm), natychmiastowym instynktem jest często dodanie szybkiego ściegu spawalniczego. Często jest to błąd.
Jeśli metal bazowy jest wystarczająco gruby, mieszanie mechaniczne za pomocą frezu z węglików spiekanych lub tarczy listkowej. Szlifowanie ostrego wycięcia w gładkie, zaokrąglone przejście (zwykle stożek 3:1 lub 4:1) całkowicie usuwa koncentrację naprężeń. Mechaniczne stapianie jest znacznie tańsze, szybsze i bezpieczniejsze strukturalnie niż poddawanie części kolejnej eksplozji ekstremalnego ciepła.
Gdy ponowne spawanie stwarza nowe problemy
Gdy spoina naprawcza jest bezwzględnie wymagana przez przepisy, należy ją traktować jako procedurę wysoce inwazyjną. Wtłaczanie miejscowego ciepła z powrotem do gotowego złącza trwale zmienia metalurgię i stabilność wymiarową całego zespołu.
Degradacja HAZ
Każda spoina tworzy strefę wpływu ciepła (HAZ) - obszar metalu podstawowego, który nie został stopiony, ale jego mikrostruktura została trwale zmieniona przez ekstremalne ciepło.
Ponowne spawanie podcięcia znacznie rozszerza tę strefę wpływu ciepła. W materiałach takich jak stal nierdzewna 304 lub wysokowytrzymałe stale niskostopowe (HSLA), ten wtórny szok termiczny powoduje silny wzrost ziaren i wytrącanie węglików. Fizycznym rezultatem jest miejscowa utrata wytrzymałości na rozciąganie, zmniejszona udarność i drastyczny spadek odporności na korozję tuż przy krawędzi złącza.
Powtarzające się cykle grzewcze
Metale mają ścisłą pamięć termiczną. Poddanie określonej lokalizacji działaniu wtórny cykl termiczny (ogrzewanie, topienie i szybkie chłodzenie) zasadniczo zmienia jego właściwości mechaniczne.
W przypadku stali węglowych, szybkie chłodzenie z małej, zlokalizowanej spoiny naprawczej może powodować powstawanie kruchy martenzyt. Podczas gdy podcięty rowek może być teraz fizycznie wypełniony i wizualnie akceptowalny, naprawa potajemnie stworzyła bardzo kruchą, wrażliwą na pęknięcia strefę dokładnie tam, gdzie naprężenie obciążenia dynamicznego będzie najwyższe.
Odkształcenia i naprężenia szczątkowe
Dodanie warstwy naprawczej oznacza dodanie większej ilości stopionego metalu wypełniającego, który z natury kurczy się podczas chłodzenia. Wprowadza to masywne, zlokalizowane resztkowe siły skurczu do komponentu.
Szczególnie w przypadku produkcji blach, ten wtórny cykl cieplny powoduje poważne wypaczenia i odkształcenia kątowe. Część, która początkowo nie przeszła wizualnej kontroli spoiny, może pomyślnie przejść przeróbkę spawalniczą, by natychmiast ulec uszkodzeniu. kontrole tolerancji wymiarów w końcowej stacji kontroli jakości, ponieważ podwozie lub obudowa są teraz trwale wypaczone.
Wnioski
Podcięcie spawalnicze to coś więcej niż wada powierzchniowa. Zmienia ono geometrię ściegu spoiny, zmniejsza efektywną grubość materiału i zwiększa koncentrację naprężeń w obciążonych konstrukcjach. W środowiskach produkcyjnych nawet niewielkie podcięcie może prowadzić do pęknięć zmęczeniowych, błędów inspekcji, kosztów przeróbek lub skrócenia żywotności.
Stabilna jakość spawania nie jest wynikiem prób i błędów na hali produkcyjnej. Zależy ona od kontrolowanych parametrów spawania, spójnego dopasowania, właściwego przygotowania powierzchni i walidacji procesu przed rozpoczęciem pełnej produkcji.
W Shengen pomagamy klientom zmniejszyć liczbę wad spawalniczych zarówno podczas prototypowania, jak i produkcji masowej. Nasz zespół inżynierów weryfikuje projekt złącza spawanego, wybór materiału, warunki dopasowania i parametry produkcyjne przed rozpoczęciem produkcji. Wyślij nam swoje rysunki lub wymagania projektowe, aby omówić następny projekt produkcji spawanej.
Hej, jestem Kevin Lee

Przez ostatnie 10 lat byłem zanurzony w różnych formach produkcji blach, dzieląc się tutaj fajnymi spostrzeżeniami z moich doświadczeń w różnych warsztatach.
Skontaktuj się z nami
Kevin Lee
Mam ponad dziesięcioletnie doświadczenie zawodowe w produkcji blach, specjalizując się w cięciu laserowym, gięciu, spawaniu i technikach obróbki powierzchni. Jako dyrektor techniczny w Shengen, jestem zaangażowany w rozwiązywanie złożonych wyzwań produkcyjnych i napędzanie innowacji i jakości w każdym projekcie.
Powiązane zasoby

Teksturowanie laserowe metali: przygotowanie, projektowanie pod kątem produkcji (DFM) i kontrola kosztów

Stal ocynkowana elektrolitycznie: Przewodnik po obróbce i doborze

