Сварочный подрез часто ошибочно относят к простым косметическим дефектам. Однако в цехах и при проектировании конструкций он рассматривается как строгая механическая ответственность. Подрез физически удаляет основной материал вдоль края сварного шва, непосредственно уменьшая эффективную площадь поперечного сечения соединения.
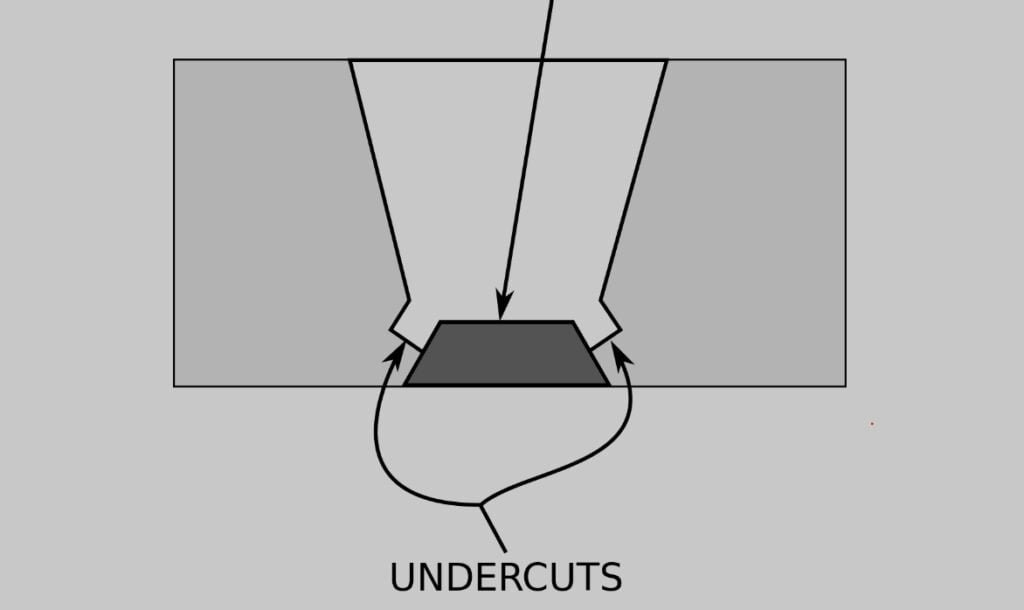
Сварочный подрез - это критический дефект в виде канавки, проплавленной в основном металле в носке шва и оставшейся незаполненной присадочным материалом. В результате уменьшается толщина поперечного сечения детали и образуются резкие напряжения, способные привести к усталостному разрушению, что обычно является следствием чрезмерного нагрева или слишком высокой скорости перемещения.
В этом техническом обзоре рассматриваются физические механизмы, которые делают подрез опасным. Мы также рассмотрим специфические переменные в цехе, которые вызывают ее, способы установления стабильного производственного контроля и критические пороги для принятия решения о ремонте или отбраковке изготовленной детали.
Почему подрез при сварке становится проблемой для конструкции?
Подрез фундаментально изменяет геометрию и механические свойства сварного узла. Когда деталь выходит из строя из-за подреза, это редко связано с недостатком общего объема сварного шва; она выходит из строя потому, что дефект нарушает локальную структурную целостность.
Потеря материала сварного пальца
Физическая реальность подреза - это буквальная потеря основного металла. В процессе сварки сильное тепло дуги расплавляет основной материал в области сварного носка - критического соединения между поверхностью шва и основным металлом.
Если присадочный металл не поступает должным образом для замещения этого расплавленного объема, остается постоянная канавка или впадина. Этот дефект уменьшает расчетную толщину металлического листа точно на границе стыка, что сразу же снижает несущую способность конкретного участка.
Концентрация напряжения
Инженеры рассчитывают распределение нагрузки, исходя из равномерной толщины материала и плавных переходов конструкции. Подрез нарушает эти условия, создавая Острая, неправильной геометрической формы выемка непосредственно в поверхность.
Когда к сварной детали прикладываются усилия растяжения или изгиба, линии напряжения не могут плавно проходить через шов. Вместо этого они сжимаются и разрастаются вокруг корня подреза. Такая локальная концентрация напряжений заставляет металл в надрезе выдерживать значительно большую нагрузку, приближая его к пределу текучести.
Зарождение усталостной трещины
Если при статической нагрузке деталь с небольшим подрезом может не сразу сломаться, то динамические нагрузки говорят совсем о другом. В тяжелых машинах, автомобильных шасси или сосудах под давлением детали подвергаются постоянной вибрации и циклическим нагрузкам.
Концентрация напряжений в подрезной канавке действует как идеальное место для зарождения усталости металла. Микротрещины начинают образовываться на дне надреза и со временем распространяются по зоне термического влияния (ЗТВ), что приводит к преждевременному разрушению конструкции задолго до истечения ожидаемого срока службы детали.
Причины подрезов при сварке в цеху
Подрезы редко бывают случайными; они являются прямым результатом несоответствия параметров сварки, техники оператора или обработки материала. Для выявления первопричины необходимо изучить баланс тепла и осаждения материала.
Баланс теплопотребления
Наиболее распространенной причиной подрезания является чрезмерное тепловыделение. Если сварочный ток (сила тока) или напряжение дуги установлены слишком высоко для конкретной толщины листа, дуга слишком сильно проникает в основной металл.
Эта избыточная тепловая энергия расплавляет более широкую и глубокую траншею, чем предполагалось. В результате образуется полость, которую стандартный объем расплавленной присадочной проволоки просто не может заполнить до того, как сварочная ванна застынет.
Скорость осаждения металла-наполнителя
Подрезы также возникают, когда тепловой поток достаточен, но скорость осаждения присадочного металла слишком мала. На сайте Сварка MIG (GMAW)Обычно это указывает на скорость подачи проволоки (WFS) не синхронизированное с напряжением.
Дуга с силой вытесняет основной металл, но недостаточная подача присадочной проволоки оставляет кромки без питания. В результате такого несоответствия операций образуется четкая незаполненная канавка, идущая вдоль верхнего носка шва.
Угол резака и сила дуги
При ручной и полуавтоматической сварке угол наклона горелки определяет, куда именно направлена сила дуги. Это хорошо видно при выполнении Т-образных и филейных швов. Если рабочий угол сильно смещен в сторону вертикальной пластины, дуга будет выдалбливать вертикальную поверхность.
Гравитация тянет расплавленную сварочную ванну вниз. прежде чем он успеет намокнуть в вертикальной выемке. В результате на верхнем крае соединения остается заметный подрез. Для правильного распределения тепла и вдавливания присадочного металла в пальцы необходимо поддерживать сбалансированный рабочий угол и небольшой угол тяги (обычно от 10° до 15°).
Скорость движения Стабильность
Непостоянная скорость перемещения быстро дестабилизирует динамику сварочной ванны. Слишком быстрое перемещение факела это частая ошибка; сила дуги строгает металл, но высокая скорость движения не позволяет расплавленной луже не отставать и размывать кромки шва.
И наоборот, движется слишком медленно может привести к чрезмерному нагреву в локальной области. Это приводит к чрезмерному расплавлению основного металла и вытеканию или схлопыванию лужи, эффективно оттягивая материал от сварных швов, а не заполняя их.
Чувствительность к материалам и процессам
Выбор материала напрямую влияет на чувствительность к подрезу. Удельная теплопроводность основного металла и текучесть расплава определяют, что именно произойдет на кромке шва в тот момент, когда параметры сварки отклонятся от заданных.
Поведение при сварке MIG
Сварка MIG (GMAW) сильно подвержена подрезанию из-за того, что она зависит от строгой синхронизации напряжения и скорости подачи проволоки. При работе в режим переноса распыленияДуга невероятно мощная и горячая, предназначенная для глубокого проникновения в толстые листы.
Если скорость движения оператора превышает скорость осаждения присадочной проволоки на даже от 10% до 15%Высокоэнергетическая дуга, по сути, выкапывает траншею. Присадочная проволока просто не может расплавиться достаточно быстро, чтобы заполнить пустоту. Это делает MIG очень чувствительной к скорости перемещения, особенно на автоматизированных роботизированных дорожках, где параметры зафиксированы, но возможны незначительные отклонения в соединениях.
Алюминиевый бассейн Weld Flow
Алюминий представляет собой уникальную проблему, поскольку его теплопроводность примерно равна в пять раз больше, чем у углеродистой стали. Металл быстро отводит тепло из зоны сварки. Чтобы компенсировать это, операторы часто увеличивают силу тока, но расплавленный алюминий имеет очень низкую вязкость - он течет почти как вода.
Если сила дуги слишком велика, эта очень жидкая лужица легко выдувается из шва. Поскольку окружающий металл так быстро охлаждает края, вытесненный расплавленный алюминий замерзает, не успев вытечь обратно и мокрые пальцы ногОставляя острый подрез.
Теплоотдача из нержавеющей стали
В отличие от алюминия, марки нержавеющей стали (такие как 304 и 316) обладают плохой теплопроводностью, в результате чего тепло от дуги остается интенсивно локализованным. Кроме того, расплавленная нержавеющая сталь по своей природе неповоротливый и очень вязкий.
При чрезмерном нагреве (например, при превышении 1,5 кДж/мм на тонких листах), основной металл в носке шва расплавляется. Однако толстая, вялая сварочная ванна не может легко вымыться наружу, чтобы заполнить пустоту. Такой локальный перегрев в сочетании с плохой текучестью сварочной ванны делает нержавеющую сталь очень склонной к подрезанию, что требует точного контроля параметров и зачастую специальных смесей защитных газов для улучшения поверхностного натяжения.
Предотвращение дефектов: Производственный контроль в цехах
Высококлассные предприятия массового производства не полагаются на "исправление" подрезов; они разрабатывают процесс так, чтобы предотвратить их появление. Для устранения этого дефекта необходимо перенести акцент со сварочной камеры на проектирование процесса и подготовительные этапы.
Управление параметрами WPS
Стабильность производства зависит от исключения ошибок оператора. Каждый структурный сварной шов должен быть выполнен в соответствии с проверенной Спецификация сварочных процедур (WPS).
Строгий WPS определяет точный Рабочее окно ±5% для силы тока, напряжения, скорости перемещения и расхода газа для определенной толщины материала. Заставляя операторов придерживаться этих заданных параметров, завод механически предотвращает дисбаланс между нагревом и проволокой. Такое строгое соблюдение снижает затраты на ручную доработку, обеспечивая высокий выход продукции с первого прохода.
Последовательность подгонки
Многие подрезы на самом деле возникают в лазерная резка или листогибочный пресс отдела, а не сварщика. Плохая подгонка деталей создает несоответствующие зазоры в швах. Например, если зазор превышает 1,5 мм или 10% от толщины материала на тонком листе, оператор вынужден замедляться и чрезмерно размахивать резаком, чтобы заполнить пустоту.
Эта локальная затяжка подает неконтролируемое тепло в основной металл, неизбежно расплавляя пальцы. Жестко контролируемые допуски при лазерной резке являются наиболее экономически эффективным способом исключить повторную обработку при сваркечто значительно повышает общую рентабельность производства.
Подготовка поверхности
Поверхностные загрязнения физически изменяют поведение расплавленной лужи. Шкалы, тяжелые оксиды, смазочно-охлаждающие жидкости или ржавчина могут резко изменить поверхностное натяжение основного металла, не позволяя расплавленному присадочному металлу плавно омывать края шва.
Обязательная строгая механическая очистка для удаления оксидов, по крайней мере От 10 мм до 15 мм от края стыка имеет решающее значение. Эта чистая зона предотвращает блуждание дуги и агрессивное вгрызание в пальцы, обеспечивая высыхание лужи заподлицо с основным металлом.
Мониторинг процессов в режиме реального времени
В современных системах быстрого прототипирования и автоматизированного производства полагаться только на визуальный контроль после сварки - дорогостоящая обязанность. Передовые производственные линии используют системы мониторинга дуги в реальном времени которые непрерывно отслеживают микроколебания напряжения и силы тока за миллисекунды.
Если система обнаруживает скачок напряжения (указывающий на то, что длина дуги увеличилась и прорезает металл), она автоматически регулирует скорость подачи проволоки или немедленно останавливает процесс. Эта система управления с замкнутым циклом позволяет точно определить условия, вызывающие подрезы, и постоянно сокращение количества лома в больших объемах более чем на 30% и держать под строгим контролем стоимость одной детали.

Выявление дефектов: Стандарты проверки и компромиссы при ремонте
Повторная сварка никогда не должна быть стандартной реакцией на подрез. Подвергание незначительного дефекта второму циклу нагрева часто ухудшает структуру больше, чем первоначальный дефект.
Практические пределы визуального контроля
Первая линия защиты - тщательный визуальный осмотр с использованием калиброванного Манометр V-WAC (визуальные критерии приемки сварных швов). Поскольку подрезка сливается с носком сварного шва, ее трудно обнаружить в загруженном цеху.
Практическое, непосредственное правило - "тест ногтем": если ноготь легко попадает в канавку вдоль пальца сварного шва, значит, дефект достаточно острый. острота зрения чтобы оправдать физическое измерение. На этом этапе необходимо записать точную глубину и длину подреза по инженерным чертежам, чтобы определить следующий шаг.
Допуски AWS и ISO
Критерии приемлемости строго определены международными стандартами, а не личным мнением или предпочтением оператора. В разделе AWS D1.1 (Кодекс конструкционной сварки - сталь)глубина подрезания до 1 мм (1/32 дюйма) может быть приемлемым для статически нагруженных, некритичных конструкций.
Однако для циклически нагруженных деталей, где усталость является основным видом разрушения, допуск резко снижается. ISO 5817 Уровень B (наивысший уровень качества) предписывает, что подрезка не должна превышать 0,5 мм. В особо ответственных аэрокосмических приложениях или приложениях с динамическими нагрузками допуск равен абсолютному нулю.
Неразрушающий контроль
Визуальный осмотр бесполезен для выявления внутренних или корневых подрезов, особенно в соединениях с глубоким проникновением, тяжелых конструкционных трубах или конфигурациях труб. Для листового металла, подвергающегося высоким нагрузкам, или компонентов, находящихся под давлением, Неразрушающий контроль (NDT) является обязательным.
Такие техники, как Ультразвуковой контроль (UT) или Рентгенографическое исследование (RT) используются для поиска под поверхностью. UT исключительно эффективно отражает звуковые волны от скрытой геометрии корневого подреза, предоставляя инженерам точные, количественные данные о внутренней эффективной потере толщины.
Механическое смешивание по сравнению с повторной сваркой
Когда подрез немного выходит за пределы допустимого (например, 0,6 мм при предельном значении 0,5 мм), часто возникает желание добавить быстрый проход. Это часто бывает ошибкой.
Если основной металл достаточно толстый, механическое смешивание с твердосплавным заусенцем или отбойным диском является наиболее предпочтительным. Шлифовка острой выемки в плавный радиусный переход (обычно конусность 3:1 или 4:1) полностью устраняет концентрацию напряжений. Механическое шлифование значительно дешевле, быстрее и конструктивно безопаснее, чем подвергать деталь еще одному воздействию сильного нагрева.
Когда повторная сварка создает новые проблемы
Когда ремонтная сварка абсолютно необходима по правилам, она должна рассматриваться как высокоинвазивная процедура. Локальное нагревание готового шва приводит к необратимым изменениям металлургии и стабильности размеров всего узла.
Деградация ОВТ
Каждый сварной шов создает зону термического влияния (ЗТВ) - участок основного металла, который не был расплавлен, но его микроструктура была необратимо изменена под воздействием высокой температуры.
При повторной сварке подреза эта зона значительно расширяется. В таких материалах, как нержавеющая сталь 304 или высокопрочные низколегированные стали (HSLA), этот вторичный тепловой удар вызывает сильный рост зерен и выпадение карбидов. Физический результат - локальная потеря прочности на разрыв, снижение ударной вязкости и резкое падение коррозионной стойкости прямо у края соединения.
Многократные циклы нагрева
Металлы обладают строгой тепловой памятью. Подвергая определенное место воздействию вторичный тепловой цикл (нагрев, плавление и быстрое охлаждение) кардинально меняет его механические свойства.
В углеродистых сталях быстрое охлаждение небольшого локального ремонтного шва может привести к образованию хрупкий мартенсит. Хотя подрезанная канавка теперь может быть физически заполнена и визуально приемлема, ремонт втайне создал очень хрупкую, чувствительную к трещинам зону именно там, где напряжение динамической нагрузки будет максимальным.
Деформация и остаточные напряжения
Добавление ремонтного прохода означает добавление большего количества расплавленного присадочного металла, который по своей природе сжимается при охлаждении. Это приводит к появлению массивных, локализованных остаточные усадочные силы в компонент.
В частности, при изготовлении листового металла этот вторичный цикл нагрева вызывает сильное коробление и угловое искажение. Деталь, которая первоначально не прошла визуальный контроль сварного шва, может пройти повторную сварку, но сразу же выйти из строя контроль допусков размеров на конечной станции контроля качества, поскольку шасси или корпус постоянно деформируются.
Заключение
Сварочный подрез - это не просто дефект поверхности. Он изменяет геометрию сварного пальца, уменьшает эффективную толщину материала и увеличивает концентрацию напряжений в нагруженных конструкциях. В производственных условиях даже небольшой подрез может привести к появлению усталостных трещин, отказам при проверке, затратам на доработку или сокращению срока службы.
Стабильное качество сварки не достигается путем проб и ошибок в цеху. Оно зависит от контролируемых параметров сварки, последовательной подгонки, правильной подготовки поверхности и проверки процесса до начала полного производства.
Компания Shengen помогает клиентам сократить количество сварочных дефектов как при создании прототипов, так и при серийном производстве. Наша команда инженеров проверяет конструкцию сварного соединения, выбор материала, условия подгонки и производственные параметры до начала производства. Присылайте нам свои чертежи или требования к проекту, чтобы обсудить ваш следующий проект по изготовлению сварных конструкций.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
