غالبًا ما يتم تصنيف تقصير اللحام على أنه مجرد عيب تجميلي. ومع ذلك، في أرضية الورشة وفي الهندسة الإنشائية، يتم التعامل معه على أنه مسؤولية ميكانيكية صارمة. يزيل التقويض ماديًا المادة الأساسية على طول حافة اللحام، مما يقلل مباشرةً من مساحة المقطع العرضي الفعال للمفصل.
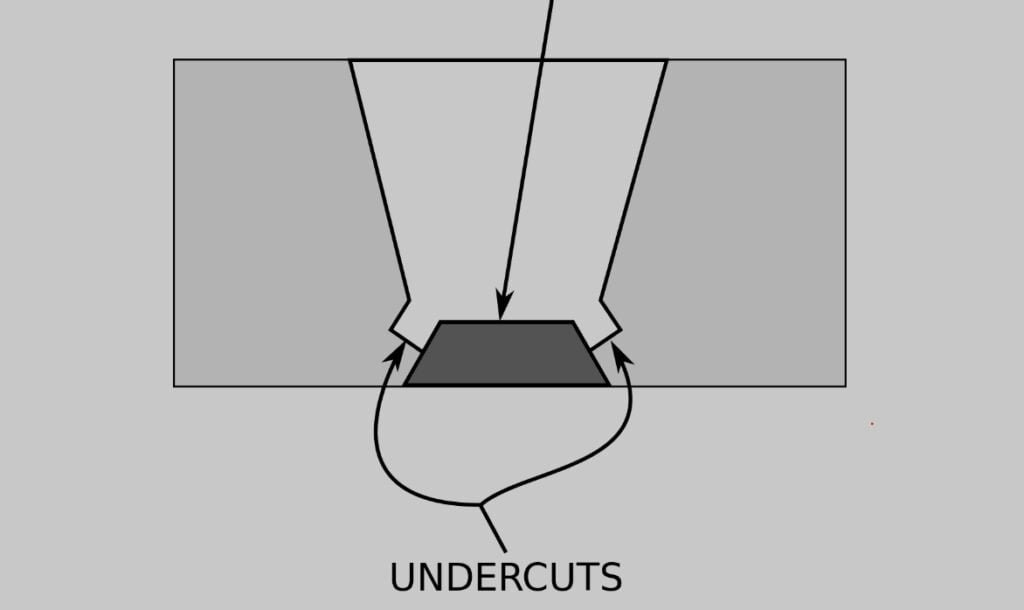
قطع اللحام السفلي هو عيب أخدود حرج يذوب في المعدن الأساسي عند مقدمة اللحام ويترك دون تعبئته بمادة الحشو. يقلل هذا من سُمك المقطع العرضي للجزء ويخلق ارتفاعات إجهاد حادة معرضة لفشل الإجهاد، وعادةً ما ينتج عن المدخلات الحرارية المفرطة أو سرعات الحركة المفرطة.
يبحث هذا التفصيل الفني في الآليات المادية التي تجعل التقويض خطيرًا. كما سنغطي أيضًا المتغيرات المحددة في أرضية الورشة التي تؤدي إلى حدوثه، وكيفية إنشاء ضوابط إنتاج مستقرة، والعتبات الحرجة لاتخاذ قرار بشأن إصلاح أو تخريد جزء مصنّع.
لماذا يصبح تقصير اللحام مشكلة هيكلية?
يغير التقويض بشكل أساسي الهندسة والخصائص الميكانيكية للتجميع الملحوم. عندما يفشل جزء ما بسبب التقويض، نادرًا ما يكون ذلك بسبب نقص حجم اللحام الكلي؛ فهو يفشل لأن العيب يضر بالسلامة الهيكلية الموضعية على وجه التحديد.
فقدان مادة إصبع القدم اللحام
الواقع المادي للقطع السفلي هو فقدان فعلي للمعدن الأساسي. فأثناء عملية اللحام، تعمل الحرارة الشديدة للقوس على إذابة المادة الأم عند إصبع اللحام - الوصلة الحرجة بين وجه اللحام والمعدن الأساسي.
إذا لم يتدفق معدن الحشو بشكل صحيح ليحل محل هذا الحجم المذاب، فسيترك أخدود أو خندق دائم خلفه. هذا الخلل يقلل من السماكة المصممة للصفائح المعدنية عند حدود الوصلة بالضبط، مما يقلل على الفور من قدرة التحميل لهذا الجزء المحدد.
تركيز الإجهاد
يقوم المهندسون بحساب توزيع الحمل على أساس سُمك موحد للمواد وانتقالات هيكلية سلسة. يعطل القطع السفلي هذا الأمر من خلال إدخال شق هندسي حاد غير منتظم وغير منتظم مباشرة في السطح.
عندما يتم تطبيق قوى شد أو ثني على الجزء الملحوم، لا يمكن أن تتدفق خطوط الإجهاد بسلاسة عبر الوصلة. وبدلاً من ذلك، فإنها تنضغط وتتضاعف حول جذر الشق السفلي. يجبر تركيز الإجهاد الموضعي هذا المعدن عند الشق على تحمل حمولة أعلى بكثير، مما يدفعه إلى الاقتراب بشكل خطير من قوة الخضوع.
بدء التشقق الناتج عن الإرهاق
في حين أن الحمل الساكن قد لا يكسر على الفور جزءًا به تقصير بسيط، فإن الأحمال الديناميكية تحكي قصة مختلفة تمامًا. في الماكينات الثقيلة أو هياكل المركبات أو أوعية الضغط، تخضع الأجزاء لاهتزازات مستمرة وإجهاد دوري.
يعمل تركيز الإجهاد عند الأخدود السفلية بمثابة موقع التنوي المثالي لإجهاد المعدن. تبدأ الشقوق الدقيقة بالتشكل في الجزء السفلي من الشق وتنتشر عبر المنطقة المتأثرة بالحرارة (HAZ) بمرور الوقت، مما يؤدي إلى فشل هيكلي سابق لأوانه قبل وقت طويل من العمر الافتراضي المتوقع للمكوّن.
أسباب تقصير اللحام في أرضية الورشة
نادرًا ما يحدث التقويض بشكل عشوائي؛ فهو نتيجة مباشرة لعدم تطابق في معلمات اللحام أو تقنية المشغل أو مناولة المواد. يتطلب تحديد السبب الجذري النظر في توازن الحرارة وترسيب المواد.
ميزان المدخلات الحرارية
المحفز الأكثر شيوعًا للتقويض هو مدخلات الحرارة الزائدة. عندما يتم ضبط تيار اللحام (الأمبيرية) أو جهد القوس الكهربائي على مستوى عالٍ جدًا بالنسبة لسُمك الصفيحة المعدنية المحدد، فإن القوس يحفر بقوة كبيرة جدًا في المعدن الأساسي.
تعمل هذه الطاقة الحرارية المفرطة على إذابة خندق أوسع وأعمق من المقصود. وبالتالي، فإنها تخلق تجويفًا لا يمكن للحجم القياسي لسلك الحشو المنصهر أن يملأه قبل أن تتجمد بركة اللحام.
معدل ترسيب فلز الحشو
يحدث التقويض أيضًا عندما تكون مدخلات الحرارة كافية، ولكن معدل ترسيب معدن الحشو منخفض جدًا. في لحام MIG (GMAW)، يشير هذا عادةً إلى سرعة تغذية الأسلاك (WFS) غير متزامنة مع الجهد.
يقوم القوس بإزاحة المعدن الأساسي بقوة، ولكن الإمداد غير الكافي من سلك الحشو يترك الحواف جائعة. وينتج عن عدم التطابق التشغيلي هذا وجود أخدود متميز غير مملوء يمتد بشكل نظيف على طول مقدمة اللحام العلوية.
زاوية الشعلة وقوة القوس
في اللحام اليدوي وشبه الأوتوماتيكي، تحدد زاوية الشعلة مكان توجيه قوة القوس بالضبط. وهذا واضح للغاية في وصلات اللحام على شكل حرف T ولحامات الشرائح. إذا كانت زاوية العمل منحازة بشدة نحو اللوح العمودي، فإن القوس سيحفر السطح العمودي.
ثم تسحب الجاذبية حوض اللحام المنصهر إلى أسفل قبل أن يتبلل في الحفرة العمودية. وهذا يترك تقصيرًا بارزًا على الحافة العلوية للمفصل. يلزم الحفاظ على زاوية عمل متوازنة وزاوية سحب طفيفة (عادةً ما تكون 10° إلى 15°) لتوزيع الحرارة بشكل صحيح ودفع معدن الحشو إلى أصابع القدم.
ثبات سرعة السفر
تؤدي سرعة الحركة غير المتسقة إلى زعزعة استقرار ديناميكيات حوض اللحام بسرعة. تحريك الشعلة بسرعة كبيرة هو خطأ متكرر؛ حيث تعمل قوة القوس على حفر المعدن، ولكن سرعة الحركة السريعة تمنع البركة المنصهرة من مواكبة البركة المنصهرة وغسلها في حواف اللحام.
على العكس من ذلك, التحرك ببطء شديد يمكن أن يسبب تراكمًا مفرطًا للحرارة في منطقة موضعية. ويؤدي ذلك إلى ذوبان المعدن الأساسي بشكل مفرط ويتسبب في انسكاب البركة أو انهيارها، مما يسحب المادة بعيدًا عن أصابع اللحام بدلًا من ملئها.
حساسية المواد والعمليات
يؤثر اختيار المواد بشكل مباشر على حساسية القطع السفلي. تحدد الموصلية الحرارية المحددة للمعدن الأساسي وسيولة البركة المنصهرة ما يحدث بالضبط عند حافة الوصلة في اللحظة التي تنحرف فيها معلمات اللحام عن الهدف.
سلوك لحام MIG
يعتبر اللحام MIG (GMAW) عرضة للتقليل من سرعة اللحام بسبب اعتماده على التزامن الصارم بين الجهد وسرعة تغذية الأسلاك. عند التشغيل في وضع نقل الرذاذ، فإن القوس قوي وساخن بشكل لا يصدق، وهو مصمم للاختراق العميق على الألواح السميكة.
إذا تجاوزت سرعة حركة المشغل معدل ترسيب سلك الحشو بمقدار حتى 10% إلى 15%فهذا القوس عالي الطاقة يحفر خندقًا بشكل أساسي. لا يمكن لسلك الحشو ببساطة أن يذوب بسرعة كافية لملء الفراغ. وهذا يجعل MIG حساسًا للغاية لسرعة الحركة، خاصةً على المسارات الآلية الآلية حيث تكون المعلمات مقفلة ولكن تحدث تغيرات طفيفة في الوصلة.
تدفق تجمع لحام الألومنيوم
يمثل الألومنيوم تحديًا فريدًا لأن موصلية الألومنيوم الحرارية تقريبًا أكبر بخمس مرات من الفولاذ الكربوني. يسحب المعدن الحرارة بسرعة بعيدًا عن منطقة اللحام. وللتعويض عن ذلك، غالبًا ما يزيد المشغّلون من قوة التيار الكهربائي، ولكن الألومنيوم المصهور له لزوجة منخفضة جدًا - فهو يتدفق مثل الماء تقريبًا.
إذا كانت قوة القوس عالية جدًا، فإن هذه البركة شديدة السيولة تتطاير بسهولة خارج الوصلة. ونظرًا لأن المعدن المحيط يبرد الحواف بسرعة كبيرة، يتجمد الألومنيوم المنصهر المنزاح قبل أن يتدفق مرة أخرى و الرطب في أصابع القدمينتاركاً قطعاً سفلياً حاداً.
استجابة حرارية من الفولاذ المقاوم للصدأ
على عكس الألومنيوم، فإن درجات الفولاذ المقاوم للصدأ (مثل 304 و316) لديها موصلية حرارية ضعيفة، مما يتسبب في بقاء الحرارة المنبعثة من القوس متمركزة بشكل مكثف. علاوة على ذلك، فإن الفولاذ المصهور غير القابل للصدأ بطبيعته بطيء ولزج للغاية.
عندما يتم تطبيق حرارة أكثر من اللازم (على سبيل المثال، تجاوز مدخلات الحرارة 1.5 كيلو جول/ملم على الصفائح الرقيقة)، يذوب المعدن الأساسي عند مقدمة اللحام. ومع ذلك، فإن بركة اللحام السميكة والبطيئة لا تنجرف بسهولة إلى الخارج لملء الفراغ. هذا السخونة الزائدة الموضعية بالإضافة إلى ضعف سيولة البركة يجعل الفولاذ المقاوم للصدأ عرضة للتقويض، مما يتطلب تحكمًا دقيقًا في المعلمات وغالبًا ما يتطلب خلائط غاز تدريع متخصصة لتحسين التوتر السطحي.
الوقاية من العيوب: ضوابط الإنتاج بأرضية الورشة
لا تعتمد منشآت التصنيع الضخمة عالية المستوى على "إصلاح" التقويض؛ بل تقوم بهندسة العملية لمنع حدوثه. ويتطلب التخلص من هذا العيب تحويل التركيز من حجرة اللحام إلى هندسة العملية ومراحل الإعداد الأولية.
التحكم في معلمات WPS
يعتمد التصنيع المستقر على التخلص من تخمينات المشغل. يجب أن يتم تنفيذ كل لحام هيكلي وفقًا لمعايير معتمدة مواصفات إجراءات اللحام (WPS).
يحدد نظام حماية الأرواح والممتلكات الصارم ±5% نافذة تشغيل ±5% للتيار الكهربائي والجهد وسرعة الحركة وتدفق الغاز لسُمك مادة معينة. من خلال إجبار المشغلين على البقاء ضمن هذه المعلمات المصممة هندسيًا، يمنع المصنع ميكانيكيًا الاختلالات بين الحرارة والأسلاك. ويقلل هذا الالتزام الصارم من تكاليف إعادة العمل اليدوي من خلال ضمان إنتاجية عالية في المرحلة الأولى.
تناسق الملاءمة
تحدث العديد من الانخفاضات في الواقع في القطع بالليزر أو مكابح الضغط القسم، وليس من قِبل عامل اللحام. يؤدي سوء تركيب الجزء إلى وجود فجوات غير متناسقة في الوصلة. على سبيل المثال، إذا كانت الفجوة يتجاوز 1.5 مم أو 10% من سمك المادة على صفيحة رقيقة، يضطر المشغِّل إلى إبطاء سرعة الشعلة ونسج الشعلة بشكل مفرط لسد الفراغ.
هذا التباطؤ الموضعي يضخ حرارة غير منضبطة في المعدن الأساسي، مما يؤدي حتمًا إلى ذوبان أصابع القدم. تُعد تفاوتات القطع بالليزر التي يتم التحكم فيها بإحكام في المنبع هي الطريقة الأكثر فعالية من حيث التكلفة التخلص من إعادة عمل اللحام في المصبتحسين عائد الاستثمار في الإنتاج بشكل كبير.
تحضير السطح
تغير الملوثات السطحية فيزيائيًا من سلوك البركة المنصهرة. يمكن لقشور المطاحن، أو الأكاسيد الثقيلة، أو سوائل القطع، أو الصدأ أن تغير بشكل كبير من التوتر السطحي من المعدن الأساسي، مما يمنع معدن الحشو المنصهر من الانسياب بسلاسة في حواف الوصلة.
إلزام التنظيف الميكانيكي الصارم لإزالة الأكاسيد على الأقل 10 مم إلى 15 مم للخلف من حافة المفصل أمر بالغ الأهمية. حيث تمنع هذه المنطقة النظيفة القوس من التجول والعض بقوة في أصابع القدمين، مما يضمن أن البركة تبتل بشكل مثالي مع المعدن الأصلي.
مراقبة العمليات في الوقت الحقيقي
في مجال النماذج الأولية السريعة والتصنيع الآلي الحديث، يعد الاعتماد فقط على الفحص البصري بعد اللحام مسؤولية مكلفة. تستخدم خطوط الإنتاج المتقدمة أنظمة مراقبة القوس الكهربائي في الوقت الحقيقي التي تتعقب باستمرار التقلبات الدقيقة للجهد والتيار الكهربائي في أجزاء من الثانية.
إذا اكتشف النظام ارتفاعًا مفاجئًا في الجهد (يشير إلى زيادة طول القوس الكهربائي وتقطيع المعدن)، فإنه يقوم تلقائيًا بضبط سرعة تغذية السلك أو يؤدي إلى توقف فوري. يلتقط هذا التحكم ذو الحلقة المغلقة الظروف الدقيقة التي تسبب التقويض، باستمرار تقليل معدلات الخردة ذات الحجم الكبير بأكثر من 30% وإبقاء تكلفة القطعة الواحدة تحت السيطرة التامة.

تحديد العيوب: معايير الفحص ومقايضات الإصلاح
لا ينبغي أن تكون إعادة اللحام هي رد الفعل الافتراضي للقطع الناقص. إن تعريض عيب بسيط لدورة حرارية ثانية غالبًا ما يؤدي إلى تدهور الهيكل أكثر من العيب الأصلي.
حدود الفحص البصري العملي
يتمثل خط الدفاع الأول في الفحص البصري الشامل باستخدام جهاز معايرة مقياس V-WAC (معايير القبول البصري للحام). نظرًا لأن القطع السفلي يمتزج بأصابع اللحام، فمن المعروف أنه من الصعب النظر إليه في أرضية الورشة المزدحمة.
هناك قاعدة عملية وفورية هي "اختبار الظفر" - إذا كان ظفر الإصبع يعلق بشكل نظيف في الأخدود على طول إصبع اللحام، فإن العيب حاد بما فيه الكفاية حدة الشق لتبرير القياس المادي. وفي هذه المرحلة، يجب تسجيل العمق والطول الدقيقين للقطع السفلي مقابل الرسومات الهندسية لتحديد الخطوة التالية.
التفاوتات المسموح بها من AWS وISO
يتم تحديد معايير القبول بدقة وفقًا للمعايير الدولية، وليس وفقًا للرأي الشخصي أو تفضيلات المشغل. وبموجب AWS D1.1 (كود اللحام الإنشائي - الفولاذ)بعمق تقصير يصل إلى 1 مم (1/32 بوصة) قد يكون مقبولاً في الهياكل غير الحرجة ذات التحميل الثابت.
ومع ذلك، بالنسبة للأجزاء التي يتم تحميلها دوريًا حيث يكون الإجهاد هو نمط الفشل الأساسي، ينخفض التحمل بشكل كبير. ISO 5817 المستوى ب (أعلى مستوى من الجودة) يملي ألا يتجاوز التقليل من الجودة 0.5 مم. في التطبيقات الفضائية الحرجة للغاية أو التطبيقات ذات الأحمال الديناميكية، يكون التفاوت المسموح به هو الصفر المطلق.
التحقق من الاختبارات غير التدميرية
الفحص البصري عديم الفائدة بالنسبة للقطع الداخلي أو الجذري السفلي، خاصةً في وصلات الاختراق العميق، أو الأنابيب الهيكلية الثقيلة، أو تكوينات الأنابيب. بالنسبة للصفائح المعدنية الهيكلية عالية الضغط أو مكونات الاحتفاظ بالضغط, الاختبارات غير المدمرة (NDT) إلزامي.
تقنيات مثل الاختبار بالموجات فوق الصوتية (UT) أو الفحص الإشعاعي (RT) للنظر تحت السطح. يعتبر جهاز UT فعالاً بشكل استثنائي في ارتداد الموجات الصوتية عن الهندسة الخفية لطبقة الجذر السفلية، مما يعطي المهندسين بيانات دقيقة وقابلة للقياس الكمي عن فقدان السماكة الداخلية الفعالة.
الخلط الميكانيكي مقابل إعادة اللحام
عندما يقع القطع الناقص قليلاً خارج التفاوتات المقبولة (على سبيل المثال، قياس 0.6 مم عندما يكون الحد الأقصى 0.5 مم)، غالبًا ما يكون الحد الأقصى هو إضافة تمريرة لحام سريعة. وغالبًا ما يكون هذا خطأ.
إذا كان المعدن الأساسي سميكًا بما يكفي, المزج الميكانيكي يُفضّل بشدة استخدام قرص كربيد أو قرص رفرف. يزيل طحن الشق الحاد إلى انتقال سلس ومُشع (عادةً ما يكون مستدقًا بنسبة 3:1 أو 4:1) تركيز الإجهاد تمامًا. يعتبر المزج الميكانيكي أرخص بكثير وأسرع وأكثر أمانًا من الناحية الهيكلية من تعريض الجزء إلى انفجار آخر من الحرارة الشديدة.
عندما تخلق إعادة اللحام مشاكل جديدة
عندما تكون عملية لحام الإصلاح مطلوبة تمامًا بموجب الكود، يجب التعامل معها كإجراء شديد التوغل. إن ضخ الحرارة الموضعية مرة أخرى في الوصلة النهائية يغير بشكل دائم من المعادن وثبات أبعاد التجميع بأكمله.
تحلل HAZ
ينشئ كل لحام منطقة متأثرة بالحرارة (HAZ) - وهي منطقة من المعدن الأساسي لم يتم صهرها ولكن تم تغيير بنيتها المجهرية بشكل دائم بسبب الحرارة الشديدة.
تؤدي إعادة لحام القطع السفلي إلى توسيع منطقة HAZ بشكل كبير. في مواد مثل الفولاذ المقاوم للصدأ 304 أو الفولاذ منخفض السبائك عالي القوة (HSLA)، تسبب هذه الصدمة الحرارية الثانوية نمو شديد للحبيبات وترسيب الكربيد. والنتيجة المادية هي فقدان موضعي لقوة الشد، وانخفاض صلابة الصدمات، وانخفاض حاد في مقاومة التآكل عند حافة المفصل مباشرةً.
دورات حرارية متكررة
المعادن لها ذاكرة حرارية صارمة. تعريض موقع محدد لـ دورة حرارية ثانوية (التسخين والانصهار والتبريد السريع) يغير خواصه الميكانيكية بشكل أساسي.
في الفولاذ الكربوني، يمكن أن يتسبب التبريد السريع من لحام الإصلاح الموضعي الصغير في تكوين هشاشة المارتينسيت. على الرغم من أن الأخدود السفلية قد يكون الآن مملوءًا ماديًا ومقبولًا بصريًا، إلا أن الإصلاح قد خلق سرًا منطقة هشة للغاية وحساسة للتشقق حيث سيكون إجهاد الحمل الديناميكي أعلى ما يكون.
التشويه والإجهاد المتبقي
إن إضافة ممر إصلاح يعني إضافة المزيد من معدن الحشو المنصهر، والذي ينكمش بطبيعته أثناء تبريده. وهذا يؤدي إلى حدوث قوى الانكماش المتبقية في المكوِّن.
في تصنيع الصفائح المعدنية على وجه الخصوص، تتسبب دورة الحرارة الثانوية هذه في حدوث اعوجاج شديد وتشوه زاوي. قد يجتاز الجزء الذي فشل في البداية في الفحص البصري للحام في إعادة اللحام ثم يفشل على الفور فحوصات تفاوت الأبعاد في محطة مراقبة الجودة النهائية لأن الهيكل أو الضميمة أصبحت الآن مشوهة بشكل دائم.
خاتمة
تقويض اللحام هو أكثر من مجرد عيب سطحي. فهو يغير هندسة مقدمة اللحام، ويقلل من سماكة المادة الفعالة، ويزيد من تركيز الإجهاد في الهياكل المحملة. في بيئات الإنتاج، يمكن أن يؤدي حتى القطع السفلية الصغيرة إلى حدوث شقوق إجهاد، أو فشل في الفحص، أو تكاليف إعادة العمل، أو تقصير عمر الخدمة.
لا تأتي جودة اللحام المستقرة من تعديلات التجربة والخطأ في الورشة. فهي تعتمد على معايير اللحام الخاضعة للرقابة، والتركيب المتناسق، والتحضير المناسب للسطح، والتحقق من صحة العملية قبل بدء الإنتاج الكامل.
في Shengen، نساعد العملاء على الحد من عيوب اللحام أثناء وضع النماذج الأولية والإنتاج بكميات كبيرة. يقوم فريقنا الهندسي بمراجعة تصميم وصلة اللحام واختيار المواد وظروف التركيب ومعايير التصنيع قبل بدء الإنتاج. أرسل لنا رسوماتك أو متطلبات المشروع لمناقشة مشروعك القادم من التصنيع الملحوم.
مهلا، أنا كيفن لي

على مدى السنوات العشر الماضية، كنت منغمسًا في أشكال مختلفة من تصنيع الصفائح المعدنية، وشاركت رؤى رائعة هنا من تجاربي عبر ورش العمل المتنوعة.
ابقى على تواصل
كيفن لي
لدي أكثر من عشر سنوات من الخبرة المهنية في تصنيع الصفائح المعدنية، وتخصصت في القطع بالليزر، والثني، واللحام، وتقنيات معالجة الأسطح. كمدير فني في شنغن، أنا ملتزم بحل تحديات التصنيع المعقدة ودفع الابتكار والجودة في كل مشروع.
الموارد ذات الصلة

التنقيش بالليزر للمعادن: التحضير، والتصميم الملائم للتصنيع (DFM)، ومراقبة التكاليف


