Ondersnijding bij het lassen wordt vaak verkeerd gecategoriseerd als een louter cosmetische fout. Op de werkvloer en in de constructietechniek wordt het echter behandeld als een strikte mechanische aansprakelijkheid. Ondersnijding verwijdert fysiek basismateriaal langs de rand van de las, waardoor de effectieve dwarsdoorsnede van de las direct wordt verkleind.
Een lasondersnijding is een kritieke groeffout die gesmolten is in het basismetaal aan de laseinde en niet opgevuld wordt door het toevoegmateriaal. Dit vermindert de dikte van de dwarsdoorsnede van het onderdeel en creëert scherpe spanningsverhogingen die vatbaar zijn voor vermoeiingsbreuk, meestal als gevolg van overmatige warmte-inbreng of te hoge verplaatsingssnelheden.
Deze technische uitsplitsing onderzoekt de fysieke mechanismen die undercut gevaarlijk maken. We behandelen ook de specifieke variabelen op de werkvloer die dit veroorzaken, hoe stabiele productiecontroles kunnen worden ingesteld en de kritieke drempels om te beslissen of een gefabriceerd onderdeel gerepareerd of gesloopt moet worden.
Waarom ondersnijding bij het lassen een structureel probleem wordt
Ondersnijding verandert de geometrie en mechanische eigenschappen van een gelaste assemblage fundamenteel. Wanneer een onderdeel faalt als gevolg van ondersnijding, is dit zelden te wijten aan een gebrek aan het totale lasvolume; het faalt omdat het defect specifiek de plaatselijke structurele integriteit aantast.
Verlies van lasmateriaal
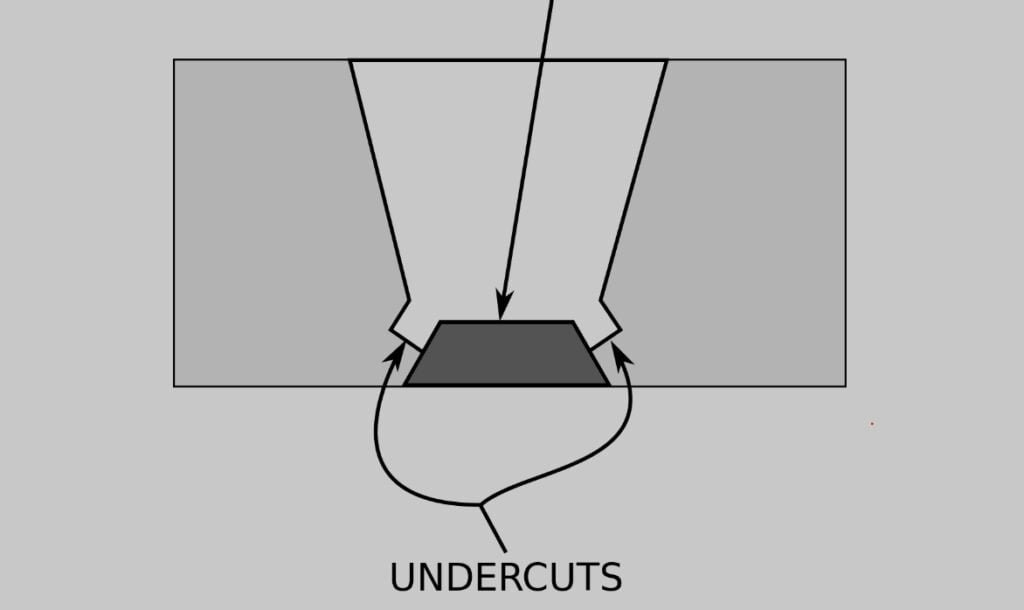
De fysieke realiteit van een undercut is een letterlijk verlies van basismetaal. Tijdens het lasproces smelt het moedermateriaal door de intense hitte van de boog bij de lasteen - de kritieke overgang tussen het lasvlak en het basismetaal.
Als het vulmetaal niet goed naar binnen vloeit om dit gesmolten volume te vervangen, blijft er een permanente groef of sleuf achter. Deze fout vermindert de ontworpen dikte van het plaatmetaal precies op de grens van de verbinding, waardoor het draagvermogen van die specifieke sectie onmiddellijk wordt verlaagd.
Stressconcentratie
Ingenieurs berekenen de verdeling van de belasting op basis van een uniforme materiaaldikte en soepele structurele overgangen. Een ondersnijding verstoort dit door een scherpe, onregelmatige geometrische inkeping rechtstreeks in het oppervlak.
Wanneer trek- of buigkrachten worden uitgeoefend op het gelaste onderdeel, kunnen de spanningslijnen niet vloeiend door de lasnaad lopen. In plaats daarvan comprimeren en vermenigvuldigen ze zich rond de wortel van de ondersnijding. Deze plaatselijke spanningsconcentratie dwingt het metaal bij de inkeping om een aanzienlijk hogere belasting te dragen, waardoor het gevaarlijk dicht bij zijn vloeigrens komt.
Inleiding van vermoeiingsscheuren
Terwijl een statische belasting een onderdeel met een kleine ondersnijding misschien niet meteen doet breken, vertellen dynamische belastingen een heel ander verhaal. In zware machines, voertuigchassis of drukvaten ondergaan onderdelen voortdurend trillingen en cyclische belasting.
De spanningsconcentratie bij een ondersnijdingsgroef werkt als de perfecte nucleatieplaats voor metaalmoeheid. Microscheurtjes beginnen zich te vormen onderaan de inkeping en verspreiden zich na verloop van tijd door de warmte-beïnvloede zone (HAZ), wat leidt tot voortijdig falen van de constructie lang voor de verwachte levensduur van het onderdeel.
Oorzaken van ondersnijding bij lassen op de werkvloer
Ondersnijding is zelden een willekeurig voorval; het is het directe resultaat van een mismatch in lasparameters, techniek van de operator of materiaalbehandeling. Om de hoofdoorzaak te identificeren moet er gekeken worden naar de balans tussen warmte- en materiaalafgifte.
Warmte Invoer Balans
De meest voorkomende oorzaak van undercut is overmatige warmteafgifte. Wanneer de lasstroom (stroomsterkte) of boogspanning te hoog is ingesteld voor de specifieke plaatdikte, graaft de boog veel te agressief in het basismetaal.
Deze overmatige thermische energie smelt een bredere en diepere sleuf dan bedoeld. Daardoor ontstaat een holte die het standaardvolume gesmolten lasdraad niet kan vullen voordat de lasnaad bevriest.
Depositiesnelheid van het toevoegmetaal
Ondersnijding treedt ook op wanneer de warmte-inbreng voldoende is, maar de neersmeltsnelheid van het toevoegmetaal te laag is. In MIG-lassen (GMAW)wijst dit meestal op een draadaanvoersnelheid (WFS) die niet synchroon loopt met de spanning.
De boog verplaatst het basismetaal met kracht, maar door de ontoereikende toevoer van toevoegdraad worden de randen uitgehongerd. Deze operationele mismatch resulteert in een duidelijke, ongevulde groef die netjes langs de bovenste teen van de las loopt.
Toorthoek en boogkracht
Bij handmatig en halfautomatisch lassen bepaalt de hoek van de toorts precies waar de boogkracht op wordt gericht. Dit is goed zichtbaar bij T-verbindingen en hoeklassen. Als de werkhoek sterk naar de verticale plaat is gericht, zal de boog het verticale oppervlak gutsen.
De zwaartekracht trekt dan het gesmolten lasbad naar beneden voordat het nat kan worden in de verticale guts. Dit laat een prominente ondersnijding achter op de bovenrand van de verbinding. Een uitgebalanceerde werkhoek en een lichte sleephoek (meestal 10° tot 15°) is nodig om de warmte goed te verdelen en het vulmetaal in de tenen te duwen.
Rijsnelheid Stabiliteit
Een inconsistente rijsnelheid destabiliseert snel de dynamiek van het lasbad. De toorts te snel bewegen is een veel voorkomende fout; de boogkracht gutst het metaal, maar de snelle verplaatsingssnelheid voorkomt dat de gesmolten plas gelijke tred houdt en in de randen van de las terechtkomt.
Omgekeerd, te langzaam bewegen kan overmatige warmteontwikkeling veroorzaken in een gelokaliseerd gebied. Hierdoor smelt het basismetaal te veel en loopt de plas uit of zakt in elkaar, waardoor materiaal uit de lasnaden wordt weggesleurd in plaats van opgevuld.
Materiaal- en procesgevoeligheid
De materiaalselectie heeft een directe invloed op de gevoeligheid voor undercut. De specifieke thermische geleidbaarheid van een basismetaal en de vloeibaarheid van het smeltbad bepalen precies wat er gebeurt aan de rand van de lasnaad op het moment dat de lasparameters van het doel afwijken.
Gedrag bij MIG-lassen
MIG-lassen (GMAW) is zeer gevoelig voor ondersnijden omdat het afhankelijk is van de strikte synchronisatie van spanning en draadaanvoersnelheid. Wanneer gewerkt wordt in modus voor spuitoverdrachtDe boog is ongelooflijk krachtig en heet, ontworpen voor diepe penetratie op dikkere platen.
Als de rijsnelheid van de operator de neersmeltsnelheid van de lasdraad overschrijdt met zelfs 10% tot 15%Deze hoogenergetische boog graaft in wezen een sleuf. De lasdraad kan gewoon niet snel genoeg smelten om de holte op te vullen. Dit maakt MIG zeer gevoelig voor de verplaatsingssnelheid, vooral op geautomatiseerde robotbanen waar de parameters zijn vergrendeld maar kleine variaties in de verbinding optreden.
Aluminium Lasbad Stroom
Aluminium vormt een unieke uitdaging omdat de thermische geleidbaarheid van aluminium ruwweg vijf keer groter dan die van koolstofstaal. Het metaal trekt snel warmte weg van de laszone. Om dit te compenseren verhogen operators vaak de stroomsterkte, maar gesmolten aluminium heeft een zeer lage viscositeit - het stroomt bijna als water.
Als de boogkracht te hoog is, wordt deze zeer vloeibare plas gemakkelijk uit de verbinding geblazen. Omdat het omringende metaal de randen zo snel afkoelt, bevriest het verplaatste gesmolten aluminium voordat het terug kan stromen en nat tot in de tenenen laat een scherpe ondersnijding achter.
Roestvrij staal Warmtereactie
In tegenstelling tot aluminium zijn roestvaststalen kwaliteiten (zoals 304 en 316) hebben een slecht warmtegeleidingsvermogen, waardoor de hitte van de boog sterk gelokaliseerd blijft. Bovendien is gesmolten roestvast staal inherent traag en zeer stroperig.
Als er te veel warmte wordt toegepast (bijvoorbeeld meer dan een warmte-inbreng van 1,5 kJ/mm op dunne platen) smelt het basismetaal bij de lasteen weg. Het dikke, trage lasbad spoelt echter niet gemakkelijk naar buiten om de leegte op te vullen. Deze plaatselijke oververhitting in combinatie met een slechte vloeibaarheid van het lasbad maakt roestvast staal zeer gevoelig voor ondersnijden, waardoor nauwkeurige parametrering en vaak gespecialiseerde beschermgasmengsels nodig zijn om de oppervlaktespanning te verbeteren.
Preventie van defecten: Productiecontroles op de werkvloer
Hoogwaardige massaproductiefaciliteiten vertrouwen niet op het "repareren" van ondersnijding; ze ontwerpen het proces om het te voorkomen. Om dit defect te elimineren moet de aandacht worden verlegd van de lascabine naar de procesengineering en de voorbereidingsfasen.
WPS Parameter Controle
Stabiele productie is gebaseerd op het elimineren van giswerk door de operator. Elke structurele las moet worden uitgevoerd volgens een gevalideerde Lasprocedurespecificatie (WPS).
Een strikte WPS definieert de exacte ±5% werkvenster voor stroomsterkte, spanning, verplaatsingssnelheid en gasstroom voor een specifieke materiaaldikte. Door operators te dwingen om binnen deze technische parameters te blijven, voorkomt de fabriek mechanisch de onbalans tussen warmte en draad. Deze strikte naleving verlaagt de handmatige herbewerkingskosten door een hoge opbrengst bij de eerste werkgang te garanderen.
Consistente pasvorm
Veel ondersnijdingen worden eigenlijk veroorzaakt in de lasersnijden of afkantpers afdeling, niet door de lasser. Een slechte passing van onderdelen zorgt voor inconsistente lasnaden. Bijvoorbeeld, als een spleet groter is dan 1,5 mm of 10% van de materiaaldikte op een dunne plaat, wordt de operator gedwongen om te vertragen en de toorts overmatig te weven om de leegte te overbruggen.
Dit plaatselijke rondslingeren pompt ongecontroleerde hitte in het basismetaal, waardoor de tenen onvermijdelijk wegsmelten. Streng gecontroleerde lasersnijtoleranties stroomopwaarts zijn de meest kosteneffectieve manier om laswerk stroomafwaarts eliminerenwaardoor de totale ROI op productie drastisch verbetert.
Oppervlaktevoorbereiding
Verontreinigingen aan het oppervlak veranderen fysiek hoe de gesmolten plas zich gedraagt. Walshuid, zware oxiden, snijvloeistoffen of roest kunnen het gedrag van een plas drastisch veranderen. oppervlaktespanning van het basismetaal, waardoor het gesmolten toevoegmetaal niet soepel naar de voegranden kan spoelen.
Strikte mechanische reiniging verplichten om ten minste oxiden te verwijderen 10 tot 15 mm terug van de voegrand is cruciaal. Deze schone zone voorkomt dat de boog afdwaalt en agressief in de tenen bijt, zodat de plas perfect gelijk met het moedermetaal nat wordt.
Procesbewaking in real-time
Bij moderne snelle prototyping en geautomatiseerde fabricage is alleen vertrouwen op visuele inspectie na het lassen een kostbare aangelegenheid. Geavanceerde productielijnen maken gebruik van real-time vlamboogbewakingssystemen die continu de microschommelingen in spanning en stroomsterkte in milliseconden bijhouden.
Als het systeem een spanningspiek detecteert (wat aangeeft dat de booglengte is toegenomen en het metaal gutst), past het automatisch de draadaanvoersnelheid aan of zorgt het voor een onmiddellijke stop. Deze gesloten regelkring vangt precies de omstandigheden op die ondersnijding veroorzaken, en zorgt ervoor dat de draadaanvoersnelheid constant blijft. verlaging van het uitvalpercentage bij grote volumes met meer dan 30% en de kosten per onderdeel strikt onder controle te houden.

Identificatie van defecten: Inspectienormen en reparatiemogelijkheden
Opnieuw lassen mag nooit de standaardreactie zijn op een ondersnijding. Een klein defect onderwerpen aan een tweede warmtecyclus degradeert de structuur vaak meer dan het oorspronkelijke defect.
Praktische grenswaarden voor visuele inspectie
De eerste verdedigingslinie is een grondige visuele inspectie met een gekalibreerde V-WAC (visuele lasaanvaardingscriteria) meter. Omdat ondersnijding opgaat in de punt van de las, is het erg moeilijk om dit in de gaten te houden op een drukke werkvloer.
Een praktische, directe regel is de "vingernageltest" - als een vingernagel netjes in de groef langs de lasteen blijft haken, is het defect scherp genoeg. inkeping scherpte om een fysieke meting te rechtvaardigen. In dit stadium moeten de exacte diepte en lengte van de ondersnijding vastgelegd worden aan de hand van de technische tekeningen om de volgende stap te bepalen.
AWS- en ISO-toleranties
Acceptatiecriteria zijn strikt gedefinieerd door internationale normen, niet door persoonlijke meningen of voorkeuren van operators. Onder AWS D1.1 (code voor constructielassen - staal)een ondersnijdiepte tot 1 mm (1/32 inch) kan acceptabel zijn voor statisch belaste, niet-kritische constructies.
Maar voor cyclisch belaste onderdelen waar vermoeiing de primaire faalwijze is, daalt de tolerantie drastisch. ISO 5817 Niveau B (het hoogste kwaliteitsniveau) schrijft voor dat de ondersnijding niet groter mag zijn dan 0,5 mm. Bij zeer kritische toepassingen in de ruimtevaart of dynamische belastingen is de tolerantie absoluut nul.
NDO-verificatie
Visuele inspectie is nutteloos voor inwendige of wortelondersnijdingen, vooral bij verbindingen met diepe penetraties, zware structurele buizen of pijpconfiguraties. Voor constructieplaatwerk of drukhoudende componenten onder hoge druk, Niet-destructief onderzoek (NDT) is verplicht.
Technieken zoals Ultrasoon testen (UT) of Radiografisch onderzoek (RT) worden ingezet om onder het oppervlak te kijken. UT is uitzonderlijk effectief in het weerkaatsen van geluidsgolven tegen de verborgen geometrie van een ondersnijding, waardoor ingenieurs exacte, kwantificeerbare gegevens krijgen over het interne effectieve dikteverlies.
Mechanisch mengen vs. opnieuw lassen
Wanneer een ondersnijding iets buiten de aanvaardbare toleranties valt (bijvoorbeeld 0,6 mm meten terwijl de limiet 0,5 mm is), is het onmiddellijke instinct vaak om een snelle lasnaad toe te voegen. Dit is vaak een vergissing.
Als het basismetaal dik genoeg is, mechanisch mengen met een hardmetalen stiftfrees of lamellenschijf heeft sterk de voorkeur. Door de scherpe kerf uit te slijpen tot een gladde, afgeronde overgang (meestal een 3:1 of 4:1 conus) wordt de spanningsconcentratie volledig weggenomen. Mechanisch mengen is aanzienlijk goedkoper, sneller en structureel veiliger dan het onderdeel nog een keer bloot te stellen aan extreme hitte.
Wanneer opnieuw lassen nieuwe problemen veroorzaakt
Wanneer een reparatielas absoluut vereist is door de code, moet deze behandeld worden als een zeer invasieve procedure. Het terugpompen van gelokaliseerde warmte in een afgewerkte verbinding verandert permanent de metallurgie en dimensionale stabiliteit van de hele assemblage.
HAZ-degradatie
Elke las creëert een Heat-Affected Zone (HAZ) - een gebied van onedel metaal dat niet gesmolten is, maar waarvan de microstructuur permanent veranderd is door extreme hitte.
Het opnieuw lassen van een ondersnijding breidt deze HAZ aanzienlijk uit. In materialen zoals 304 roestvast staal of hoogsterkte laaggelegeerde (HSLA) staalsoorten veroorzaakt deze secundaire thermische schok ernstige korrelgroei en carbideprecipitatie. Het fysische resultaat is een plaatselijk verlies van treksterkte, een verminderde slagvastheid en een drastische daling van de corrosiebestendigheid net aan de rand van de verbinding.
Herhaalde warmtecycli
Metalen hebben een strikt thermisch geheugen. Het onderwerpen van een specifieke locatie aan een secundaire thermische cyclus (verhitten, smelten en snel afkoelen) verandert de mechanische eigenschappen fundamenteel.
In koolstofstaal kan de snelle afkoeling van een kleine, plaatselijke reparatielas de vorming van bros martensiet. Hoewel de onderhuidse groef nu misschien fysiek is opgevuld en visueel acceptabel is, heeft de reparatie stiekem een zeer brosse, scheurgevoelige zone gecreëerd precies daar waar de dynamische belasting het hoogst zal zijn.
Vervorming en restspanning
Een reparatiegang toevoegen betekent meer gesmolten toevoegmetaal toevoegen, dat inherent krimpt als het afkoelt. Dit introduceert massieve, lokale restkrimpkrachten in de component.
Vooral bij plaatbewerking veroorzaakt deze secundaire warmtecyclus ernstige kromtrekken en hoekvervorming. Een onderdeel dat aanvankelijk niet door een visuele lasinspectie kwam, kan na het herlassen wel door de las heen komen, maar daarna onmiddellijk niet meer. dimensionale tolerantiecontroles bij het uiteindelijke QC-station omdat het chassis of de behuizing nu permanent kromgetrokken is.
Conclusie
Lasondersnijding is meer dan een oppervlaktedefect. Het verandert de geometrie van de lastoevoeging, vermindert de effectieve materiaaldikte en verhoogt de spanningsconcentratie in belaste constructies. In productieomgevingen kan zelfs een kleine ondersnijding leiden tot vermoeiingsscheuren, inspectiefouten, herbewerkingskosten of een verkorte levensduur.
Stabiele laskwaliteit ontstaat niet door proefondervindelijke aanpassingen op de werkvloer. Het is afhankelijk van gecontroleerde lasparameters, consistente montage, de juiste oppervlaktevoorbereiding en procesvalidatie voordat de volledige productie begint.
Bij Shengen helpen we klanten lasdefecten te verminderen tijdens zowel prototyping als massaproductie. Ons engineeringteam beoordeelt het ontwerp van de lasverbindingen, de materiaalselectie, de montagevoorwaarden en de productieparameters voordat de productie start. Stuur ons je tekeningen of projectvereisten om uw volgende gelaste fabricageproject te bespreken.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

