溶接のアンダーカットは、単なる外観上の欠陥として誤って分類されることが多い。しかし、溶接現場や構造工学の分野では、アンダーカットは厳密な機械的責任として扱われる。アンダーカットは、溶接部の縁に沿って母材を物理的に除去し、接合部の有効断面積を直接減少させます。
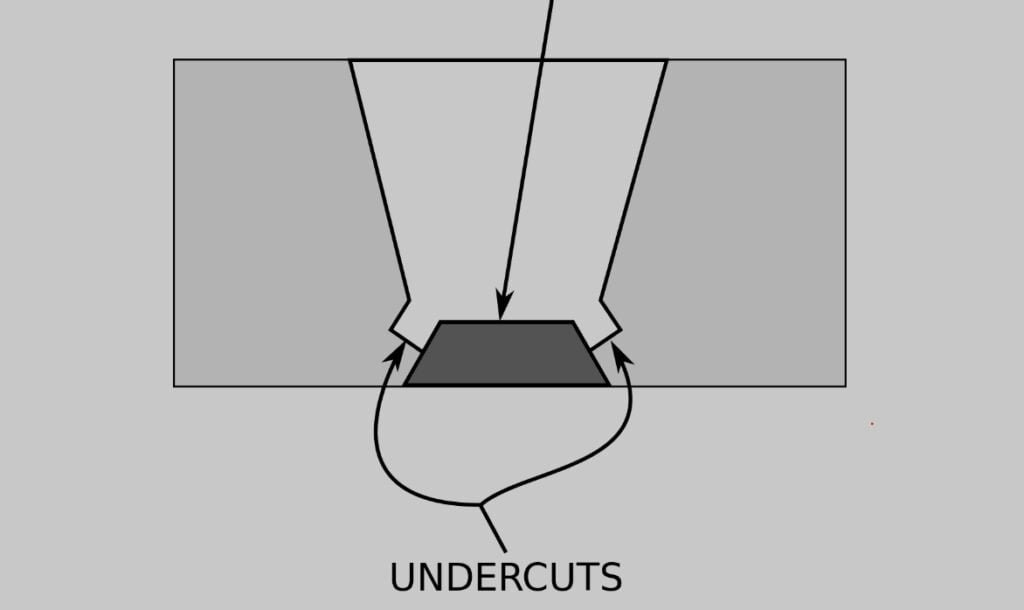
溶接アンダーカットは、溶接のつま先で母材に溶け 込み、溶加材によって埋められずに残された重要 な開先欠陥である。これは部品の断面厚さを減少させ、疲労破壊を引き起こしやすい鋭い応力ライザーを生じさせるが、これは通常、過度の入熱または過度に速い移動速度によって生じる。
このテクニカルブレイクダウンでは、アンダーカットを危険なものにしている物理的メカニズムを検証する。また、アンダーカットの引き金となる具体的な現場の変動要因、安定した生産管理の確立方法、製造された部品を修理するか廃棄するかを決定するための重要な閾値についても取り上げます。
溶接アンダーカットはなぜ構造上の問題になるのか?
アンダーカットは、溶接組立品の形状および機械的 特性を根本的に変化させる。アンダーカットが原因で部品が破損する場合、全体的な溶接量の不足が原因であることはほとんどなく、欠陥が局所的な構造的完全性を特に損なうために破損します。
溶接つま先の材料ロス
アンダーカットの物理的な実態は、文字通り母 材の損失である。溶接工程では、アーク の高熱が溶接つま先(溶接面と母材との重要な接 合部)の母材を溶かす。
フィラーメタルがこの溶けた体積を置き換えるために適切に流れ込まないと、永久的な溝やトレンチが残る。この欠陥 設計の厚みを減らす そのため、その部分の耐荷重は直ちに低下する。
ストレス集中
エンジニアは、均一な材料厚とスムーズな構造遷移に基づいて荷重分布を計算します。アンダーカットは、これを破壊する。 鋭く不規則な幾何学的ノッチ を直接表面に打ち込む。
溶接部に張力や曲げ力が加わると、応力線は継手内をスムーズに流れることができなくなる。その代わり、応力線は圧縮され、アンダーカットの根元付近で増加します。この局所的な応力集中は、切り欠き部の金属に著しく高い荷重を負担させ、降伏強度に危険なほど近づける。
疲労き裂の発生
静的な負荷では、わずかなアンダーカットの部品がすぐに折れることはないかもしれませんが、動的な負荷ではまったく異なることがわかります。重機械、自動車のシャーシ、圧力容器などでは、部品は継続的な振動と繰り返し応力を受けます。
アンダーカット溝での応力集中は、次のように作用する。 金属疲労の完璧な核生成サイト.マイクロクラックはノッチの底で形成され始め、時間の経過とともに熱影響部(HAZ)を通して伝播し、部品が期待される寿命のはるか前に、早期の構造破壊につながる。
アンダーカットの原因
アンダーカットは、無作為に発生することは稀で、 溶接パラメータ、オペレーターの技術、または材 料の取り扱いの不一致が直接の原因である。根本的な原因を特定するには、熱と材料の析出 のバランスを見る必要がある。
熱入力バランス
アンダーカットの最も一般的な原因は 過度の熱入力.溶接電流(アンペア数)やアーク電圧を特定の板金厚に対して高く設定しすぎると、アークが母材に強く食い込みすぎる。
この過剰な熱エネルギーは、意図したよりも広く 深い溝を溶かす。その結果、溶融したフィラー・ワ イヤーの標準的な量では、溶接水溜りが凍結する 前に充填できない空洞が生じる。
フィラーメタル蒸着速度
アンダーカットは、入熱量は適切だが、フィラーメタルの析出速度が低すぎる場合にも発生する。この場合 ミグ(GMAW)溶接これは通常 ワイヤー送り速度(WFS) 電圧と同期していない。
アークは母材を力強く押し出すが、フィラー・ワ イヤーの供給が不十分なため、エッジは飢餓状態にあ る。この操作上の不一致により、溶接の上部トウに沿っ て、はっきりとした未充填の溝がきれいに走る。
トーチ角度とアーク力
手動および半自動溶接では、トーチの角度がアーク の力をどこに向けるかを正確に決定する。これは、T継手や隅肉溶接で顕著に見られる。ワークの角度が垂直板に大きく偏ると、アーク は垂直面を抉ることになる。
その後、重力によって溶融した溶接プールが下方に引っ張られる。 が縦刳りの中に入りきらないうちに。このため、接合部の上端に目立つアンダーカットが残る。熱を適切に分散させ、フィラーメタルをつま先に押し込むには、バランスのとれた作業角度とわずかな引きずり角度(通常10°~15°)を維持することが必要である。
走行速度の安定性
移動速度が一定でないと、溶接プールの力学が 急速に不安定化する。 トーチを速く動かしすぎる アーク力は金属を抉るが、移動速度が速いため溶融池が追いつかず、溶接の端に流れ込んでしまうのだ。
その逆もある、 のんびりしすぎ は、局所的な領域に過度の熱を蓄積させる ことがある。これによって母材が過度に溶融し、水溜りが流出または崩壊して、溶接部を満たすのではなく、溶接部から材料を効果的に引き離すことになる。
材料とプロセスの感度
材料の選択はアンダーカット感度に直接影響する。母材固有の熱伝導率と溶融池の流動性は、溶接パラメー ターが目標から外れた瞬間に、接合エッジで何が起 こるかを正確に決定する。
ミグ溶接の挙動
MIG(GMAW)溶接は、電圧とワイヤ送給速度の厳密な同期に依存しているため、アンダーカットの影響を非常に受けやすい。で作業する場合 スプレー転送モードアークは非常に強力で高温であり、厚板を深く貫通するように設計されている。
作業者の移動速度が、フィラー・ワイヤーの析出速度を上回る場合 10%から15%までこの高エネルギーのアークは、本質的に溝を掘る。フィラーワイヤーは、空隙を埋めるほど速く溶けることができない。このため、MIGは移動速度に非常に敏感で、特に自動化されたロボットトラックでは、パラメータはロックされているが、わずかな接合部のばらつきが発生する。
アルミニウム溶接プールの流れ
アルミニウムは、その熱伝導率がおよそ 炭素鋼の5倍.金属は溶接部から急速に熱を奪う。それを補うため、作業者はアンペア数を上げることが多いが、溶けたアルミニウムの粘性は非常に低く、ほとんど水のように流れる。
アーク力が高すぎると、この流動性の高い水たまりは簡単に接合部から吹き飛ばされてしまう。周囲の金属がエッジを急速に冷却するため、流出した溶融アルミニウムは、逆流する前に凍結し、接合部に流れ込みます。 つま先まで濡れる鋭いアンダーカットを残す。
ステンレス鋼熱反応
アルミニウムとは異なり、ステンレス鋼のグレード(例えば 304および316)は熱伝導率が低いため、アークからの熱は極めて局所的にとどまる。さらに、溶融ステンレス鋼は本質的に 低調で粘性が高い.
熱量が多すぎる場合(例えば、熱入力が 1.5 kJ/mm 薄板の場合)、溶接トウの母材が溶け出 す。しかし、厚く流動性の 低い溶接池は、その空隙を埋めるために容易に外 部へ流れ出ることはない。この局部的な過熱と水溜りの流動性の悪 さが相まって、ステンレス鋼はアンダーカットを 起こしやすく、正確なパラメータ制御と、表面張力 を改善するための特殊なシールド・ガス混合が 必要になることが多い。
欠陥の防止現場での生産管理
高水準の大量生産工場では、アンダーカットを「修正」する ことに頼るのではなく、アンダーカットを防止するために工程 を設計するのである。この欠陥をなくすには、溶接ブースからプロセス・エンジニアリングと上流の準備段階に焦点を戻す必要がある。
WPSパラメータ制御
安定した製造は、オペレーターの当て推量を排除することにかかっている。すべての構造溶接は、検証された 溶接手順仕様書(WPS).
厳密なWPSは、正確な ±5%の操作ウィンドウ 特定の材料厚に対するアンペア数、電圧、移動速度、ガス流量。オペレーターにこれらのパラメーターの範囲内にとどまるよう強制することで、工場は機械的にヒート・ツー・ワイヤーの不均衡を防ぎます。この厳格な遵守は、高いファーストパス歩留まりを保証することで、手作業による手直しコストを削減します。
フィットアップの一貫性
多くのアンダーカットは、実はその中にある。 レーザー切断 または プレスブレーキ 部門が行うもので、溶接工が行うものではな い。部品のはめ合いが悪いと、接合部の隙間に一貫 性がなくなる。例えば、隙間が 材料厚の1.5mmまたは10%を超える。 薄いシートの場合、作業者は空隙を埋めるために速度を落とし、トーチを過度に織ることを余儀なくされる。
この局所的な余韻は、母材に制御不能な熱を送り込み、必然的につま先を溶かしてしまう。上流でレーザー切断の公差を厳密に制御することが、最も費用対効果の高い方法です。 下流での溶接の手戻りをなくすこれにより、全体的な生産ROIが大幅に改善される。
表面処理
表面汚染物質は、溶融水たまりの挙動を物理的に変化させます。ミルスケール、重質酸化物、切削液、錆は、溶融池の挙動を大きく変化させます。 表面張力 溶融した溶加材が接合端にスムーズに流れ込むのを防ぐ。
少なくとも酸化物を除去するための厳密な機械的洗浄を義務付ける ジョイントエッジから10mmから15mm後方 が重要である。このクリーンゾーンは、アークがさまよったり、つま先に積極的に食い込んだりするのを防ぎ、水溜りが母材と完全に面一になるようにする。
リアルタイムプロセス監視
現代のラピッドプロトタイピングや自動化された製造では、溶接後の目視検査だけに頼るのはコストのかかる負債となる。高度な生産ラインでは リアルタイムアークモニタリングシステム 電圧とアンペア数の微小変動をミリ秒単位で連続的に追跡する。
システムが電圧スパイク(アーク長が増加し、金属をえぐっていることを示す)を検出した場合、自動的にワイヤー送り速度を調整するか、即座に停止します。このクローズド・ループ制御は、アンダーカットの原因となる条件を正確にキャッチし、一貫性を保ちます。 大量スクラップ率を30%以上削減 そして、部品単価を厳しく管理している。

欠陥の特定:検査基準と修理のトレードオフ
アンダーカットに対する既定の対応として、再溶 接は決してすべきではない。軽微な欠陥を2回目のヒートサイクルにかけることは、元の欠陥以上に構造を劣化させることが多い。
実用的な目視検査の限界
防衛の第一線は、校正された測定器を使用した徹底的な目視検査である。 V-WAC(目視溶接合格基準)ゲージ.アンダーカットは溶接のつま先に溶け込むため、忙しい現場では目視が難しいことで有名である。
実用的で即効性のあるルールは、「指の爪テスト」である。指の爪が溶接のつま先に沿った溝にきれいに引っかかるなら、その欠陥は十分に鋭利である。 ノッチ視力 を測定する必要があります。この段階で、アンダーカットの正確な深さと長さをエンジニアリングの図面と照らし合わせて記録し、次のステップを決定しなければならない。
AWSとISOの公差
受入基準は国際規格によって厳密に定義されており、個人的な意見やオペレーターの好みではない。以下 AWS D1.1(構造溶接コード-スチール)アンダーカットの深さは 1mm(1/32インチ) 静的荷重のかかる非重要構造物では、許容できるかもしれない。
しかし、疲労が主な故障モードである繰り返し荷重のかかる部品では、許容差は急激に低下する。 ISO 5817 レベルB (最高品質レベル)は、アンダーカットが以下の値を超えてはならないと定めている。 0.5mm.非常に重要な航空宇宙用途や動的負荷のかかる用途では、公差は絶対零度である。
NDT検証
特に深い貫通継手、重量のある構造用チューブ、パイプの構成では、内部や根元のアンダーカットの目視検査は役に立たない。応力の高い構造用板金または圧力保持部品用、 非破壊検査(NDT) は必須である。
などのテクニックがある。 超音波探傷試験(UT) または X線検査(RT) が配備されています。UTは、音波をルートアンダーカットの隠れた形状に反射させるのに非常に効果的で、エンジニアは内部の有効厚さ損失に関する正確で定量化可能なデータを得ることができます。
機械的混合と再溶接の比較
アンダーカットが許容公差からわずかに外れた場合(例 えば、限界値が0.5mmであるのに0.6mmを測定し た場合)、直感的に素早く溶接パスを追加するこ とがよくある。これはしばしば誤りである。
地金が十分に厚ければ、 機械式混合 超硬バリまたはフラップディスクを使用するのが最も好ましい。鋭利な切り欠きを研磨して、滑らかな放射状の移行部(通常3:1または4:1のテーパー)にすることで、応力集中が完全に取り除かれます。機械的ブレンディングは、部品を再び極端な熱にさらすよりも、はるかに安価で、速く、構造的に安全です。
再溶接が新たな問題を引き起こす場合
補修溶接が規格によって絶対に義務付けられている場合、それは非常に侵襲的な手順として扱われなければなりません。完成した接合部に局所的な熱を戻すと、金属学的性質と組立品全体の寸法安定性が永久的に変化する。
HAZ劣化
溶接のひとつひとつが熱影響部(HAZ)-溶融はしなかったが、極度の熱によって微細構造が永久的に変化した母材の領域-を形成する。
アンダーカットの再溶接は、このHAZを著しく拡 大させる。304ステンレス鋼や高強度低合金 (HSLA)鋼のような材質の場合、この二次的な熱衝撃は以下を引き起こす。 激しい粒成長と炭化物の析出.物理的な結果として、引張強度の局部的な低下、衝撃靭性の低下、接合端部での耐食性の大幅な低下が生じる。
ヒートサイクルの繰り返し
金属には厳密な熱記憶がある。特定の場所を セカンダリーサーマルサイクル (加熱、溶融、急冷)は、その機械的特性を根本的に変化させる。
炭素鋼の場合、局部的な小さな補修溶接部からの急冷は、以下のような欠陥の形成を引き起こす可能性がある。 脆性マルテンサイト.アンダーカットの溝は物理的には埋まり、見た目には問題ないかもしれないが、この補修は密かに、動的荷重応力が最も高くなる、非常に脆く、亀裂の影響を受けやすいゾーンを作り出している。
歪みと残留応力
リペアパスを追加するということは、溶融フィラーメタルを追加するということであり、フィラーメタルは本来、冷えると収縮する。これは、大規模で局所的な 残留収縮力 をコンポーネントに追加する。
特に板金加工では、この二次的な熱サイクルが、激しい反りや角度の歪みを引き起こす。溶接の目視検査で不合格になった部品が、溶接の再加工で合格しても、すぐに不合格になることがある。 寸法公差チェック 筐体やエンクロージャーが永久的に歪んでいるため、最終QCステーションでは、筐体やエンクロージャーは永久的に歪んでいる。
結論
溶接アンダーカットは単なる表面欠陥ではない。溶接つま先の形状を変化させ、有効な材料厚を減少させ、負荷のかかる構造物の応力集中を増大させます。生産環境では、たとえ小さなアンダーカットでも、疲労亀裂、検査不良、手直し費用、または耐用年数の短縮につながる可能性があります。
安定した溶接品質は、現場での試行錯誤的な調整では生まれない。それは、管理された溶接パラメーター、一貫したはめあい、適切な表面処理、そして本生産を開始する前の工程検証にかかっている。
シェンゲンでは、プロトタイピングと大量生産の両方において、お客様の溶接不良を減らすお手伝いをいたします。当社のエンジニアリングチームは、生産開始前に溶接継手設計、材料選択、はめあい条件、製造パラメータを検討します。 図面をお送りください またはプロジェクトのご要望をお聞かせください。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



