Il sottosquadro di saldatura viene spesso classificato come un semplice difetto estetico. Tuttavia, in officina e in ingegneria strutturale, viene trattato come una grave responsabilità meccanica. Il sottosquadro rimuove fisicamente il materiale di base lungo il bordo della saldatura, riducendo direttamente l'area della sezione trasversale effettiva del giunto.
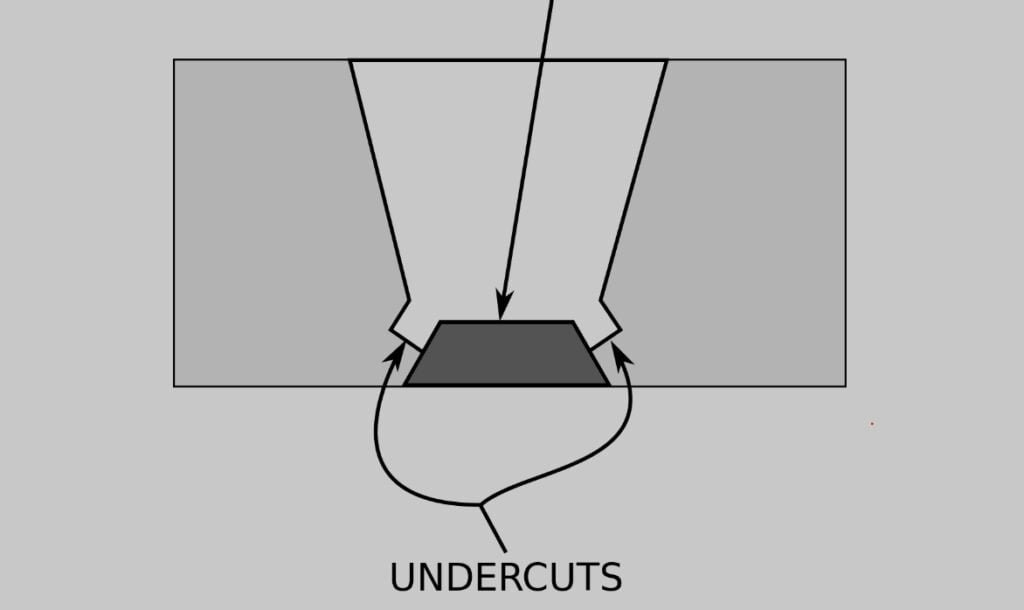
Un sottosquadro di saldatura è un difetto critico di scanalatura fuso nel metallo di base in corrispondenza del punto di saldatura e non riempito dal materiale di apporto. Ciò riduce lo spessore della sezione trasversale del pezzo e crea un'impennata delle tensioni soggetta a rottura per fatica, in genere a causa dell'eccessivo apporto di calore o di velocità di avanzamento troppo elevate.
Questa analisi tecnica esamina i meccanismi fisici che rendono pericoloso l'undercut. Inoltre, verranno trattate le variabili specifiche dell'officina che lo innescano, come stabilire controlli di produzione stabili e le soglie critiche per decidere se riparare o scartare un pezzo fabbricato.
Perché il sottosquadro di saldatura diventa un problema strutturale?
Il sottosquadro altera radicalmente la geometria e le proprietà meccaniche di un assemblaggio saldato. Quando un pezzo si rompe a causa di un sottosquadro, raramente è dovuto a una mancanza di volume complessivo della saldatura; si rompe perché il difetto compromette specificamente l'integrità strutturale localizzata.
Perdita di materiale del cordone di saldatura
La realtà fisica di un sottosquadro è una perdita letterale di metallo base. Durante il processo di saldatura, l'intenso calore dell'arco fonde il materiale di base in corrispondenza della punta di saldatura, la giunzione critica tra la superficie di saldatura e il metallo di base.
Se il metallo d'apporto non scorre correttamente per sostituire questo volume fuso, si lascia dietro di sé una scanalatura o un avvallamento permanente. Questo difetto riduce lo spessore progettato della lamiera esattamente al limite del giunto, abbassando immediatamente la capacità di carico di quella specifica sezione.
Concentrazione dello stress
Gli ingegneri calcolano la distribuzione del carico sulla base di uno spessore uniforme del materiale e di transizioni strutturali uniformi. Un sottosquadro interrompe tutto questo, introducendo una intaglio geometrico netto e irregolare direttamente sulla superficie.
Quando le forze di tensione o di flessione vengono applicate alla parte saldata, le linee di sollecitazione non possono scorrere senza problemi attraverso il giunto. Al contrario, si comprimono e si moltiplicano intorno alla radice dell'intaglio. Questa concentrazione di tensioni localizzate costringe il metallo in corrispondenza dell'intaglio a sopportare un carico significativamente più elevato, spingendolo pericolosamente vicino al suo limite di snervamento.
Iniziazione della cricca da fatica
Mentre un carico statico potrebbe non rompere immediatamente un pezzo con un piccolo sottosquadro, i carichi dinamici raccontano una storia completamente diversa. Nei macchinari pesanti, nei telai dei veicoli o nei recipienti a pressione, i pezzi sono sottoposti a vibrazioni e sollecitazioni cicliche continue.
La concentrazione di sollecitazioni in corrispondenza di una scanalatura sottosquadro agisce come la perfetto sito di nucleazione per la fatica del metallo. Le microcricche iniziano a formarsi alla base dell'intaglio e si propagano nel tempo attraverso la zona termicamente alterata (HAZ), portando a un cedimento strutturale prematuro molto prima della durata prevista del componente.
Cause di sottosquadro di saldatura in officina
L'undercut è raramente un evento casuale; è il risultato diretto di una mancata corrispondenza dei parametri di saldatura, della tecnica dell'operatore o della manipolazione del materiale. Per identificare la causa principale è necessario esaminare il bilanciamento del calore e del deposito di materiale.
Bilanciamento dell'apporto di calore
La causa più comune dell'undercut è eccessivo apporto di calore. Quando la corrente di saldatura (amperaggio) o la tensione dell'arco sono troppo elevate per lo spessore specifico della lamiera, l'arco scava in modo troppo aggressivo nel metallo di base.
Questa energia termica eccessiva fonde una trincea più ampia e profonda del previsto. Di conseguenza, si crea una cavità che il volume standard di filo d'apporto fuso non riesce a riempire prima che la pozza di saldatura si congeli.
Velocità di deposizione del metallo di riempimento
Il sottosquadro si verifica anche quando l'apporto di calore è adeguato, ma la velocità di deposizione del metallo d'apporto è troppo bassa. In Saldatura MIG (GMAW)Questo indica tipicamente un velocità di avanzamento del filo (WFS) che non è sincronizzato con la tensione.
L'arco sposta con forza il metallo di base, ma l'inadeguata fornitura di filo di apporto lascia i bordi a corto di ossigeno. Questo disallineamento operativo produce una scanalatura distinta e non riempita che corre nettamente lungo la punta superiore della saldatura.
Angolo della torcia e forza d'arco
Nella saldatura manuale e semiautomatica, l'angolo della torcia determina esattamente la direzione della forza dell'arco. Questo è molto evidente nei giunti a T e nelle saldature di raccordo. Se l'angolo di lavoro è fortemente inclinato verso la piastra verticale, l'arco inciderà la superficie verticale.
La gravità trascina quindi il bagno di saldatura fuso verso il basso. prima che possa bagnarsi nella sgorbia verticale. Ciò lascia un evidente sottosquadro sul bordo superiore del giunto. Il mantenimento di un angolo di lavoro equilibrato e di un leggero angolo di trascinamento (in genere da 10° a 15°) è necessario per distribuire correttamente il calore e spingere il metallo d'apporto nelle punte.
Velocità di marcia Stabilità
Una velocità di avanzamento incoerente destabilizza rapidamente la dinamica del bagno di saldatura. Spostamento della torcia troppo veloce L'errore è frequente: la forza dell'arco scava il metallo, ma la velocità di avanzamento impedisce alla pozza di fuso di tenere il passo e di penetrare nei bordi della saldatura.
Al contrario, muoversi troppo lentamente può causare un accumulo eccessivo di calore in un'area localizzata. Questo fonde eccessivamente il metallo di base e causa la fuoriuscita o il collasso della pozza, trascinando di fatto il materiale lontano dai punti di saldatura anziché riempirli.
Sensibilità dei materiali e dei processi
La scelta del materiale influisce direttamente sulla sensibilità all'undercut. La conducibilità termica specifica di un metallo base e la fluidità della pozza fusa determinano esattamente ciò che accade sul bordo del giunto nel momento in cui i parametri di saldatura si allontanano dall'obiettivo.
Comportamento della saldatura MIG
La saldatura MIG (GMAW) è altamente suscettibile al sottosquadro a causa della sua dipendenza dalla stretta sincronizzazione della tensione e della velocità di avanzamento del filo. Quando si opera in modalità di trasferimento a spruzzoL'arco è incredibilmente potente e caldo, progettato per una penetrazione profonda sulle lastre più spesse.
Se la velocità di traslazione dell'operatore supera la velocità di deposizione del filo di apporto di anche da 10% a 15%Questo arco ad alta energia scava essenzialmente una trincea. Il filo di apporto non riesce a fondere abbastanza velocemente per riempire il vuoto. Ciò rende la MIG molto sensibile alla velocità di avanzamento, soprattutto su piste robotizzate automatizzate dove i parametri sono bloccati ma si verificano piccole variazioni del giunto.
Flusso della piscina a saldare in alluminio
L'alluminio rappresenta una sfida unica perché la sua conducibilità termica è circa cinque volte superiore a quello dell'acciaio al carbonio. Il metallo allontana rapidamente il calore dalla zona di saldatura. Per compensare, gli operatori spesso aumentano l'amperaggio, ma l'alluminio fuso ha una viscosità molto bassa: scorre quasi come acqua.
Se la forza dell'arco è troppo elevata, questa pozza altamente fluida viene facilmente espulsa dal giunto. Poiché il metallo circostante raffredda i bordi così rapidamente, l'alluminio fuso spostato si congela prima di poter fluire di nuovo e bagnato nelle dita dei piedilasciando un taglio netto.
Acciaio inox Risposta termica
A differenza dell'alluminio, gli acciai inossidabili (come il 304 e 316) hanno una scarsa conducibilità termica, per cui il calore dell'arco rimane intensamente localizzato. Inoltre, l'acciaio inossidabile fuso è intrinsecamente lento e altamente viscoso.
Quando viene applicato un calore eccessivo (ad esempio, superando un apporto termico di 1,5 kJ/mm su lamiere sottili), il metallo di base nel punto di saldatura si scioglie. Tuttavia, il bagno di saldatura, spesso e lento, non si espande facilmente verso l'esterno per riempire il vuoto. Questo surriscaldamento localizzato, combinato con una scarsa fluidità della pozza, rende l'acciaio inossidabile altamente incline al sottosquadro, richiedendo un controllo preciso dei parametri e spesso miscele di gas di protezione specializzate per migliorare la tensione superficiale.
Prevenzione dei difetti: Controlli di produzione in officina
Gli impianti di produzione di massa di alto livello non si affidano alla "correzione" dell'undercut, ma progettano il processo per evitarlo. Per eliminare questo difetto è necessario spostare l'attenzione dalla cabina di saldatura alle fasi di progettazione del processo e di preparazione a monte.
Controllo dei parametri WPS
Una produzione stabile si basa sull'eliminazione delle congetture dell'operatore. Ogni saldatura strutturale deve essere eseguita secondo una procedura convalidata. Specifiche di procedura di saldatura (WPS).
Un WPS rigoroso definisce l'esatto Finestra operativa ±5% per amperaggio, tensione, velocità di avanzamento e flusso di gas per uno specifico spessore di materiale. Costringendo gli operatori a rispettare questi parametri, la fabbrica impedisce meccanicamente gli squilibri calore-filo. Questa rigorosa osservanza riduce i costi di rilavorazione manuale, garantendo un'elevata resa al primo passaggio.
Coerenza con la forma
Molti sottosquadri sono in realtà causati taglio laser o pressa piegatrice reparto, non dal saldatore. Un cattivo adattamento dei pezzi crea spazi di giunzione incoerenti. Ad esempio, se una fessura supera 1,5 mm o 10% dello spessore del materiale su un foglio sottile, l'operatore è costretto a rallentare e a intrecciare eccessivamente la torcia per colmare il vuoto.
Questo indugio localizzato pompa un calore incontrollato nel metallo di base, fondendo inevitabilmente le dita. Tolleranze di taglio laser strettamente controllate a monte sono il modo più economico per eliminare la rilavorazione della saldatura a vallemigliorando drasticamente il ROI complessivo della produzione.
Preparazione della superficie
I contaminanti superficiali alterano fisicamente il comportamento della pozza fusa. Scaglie di laminazione, ossidi pesanti, fluidi da taglio o ruggine possono modificare drasticamente il comportamento della pozza fusa. tensione superficiale del metallo di base, impedendo al metallo d'apporto fuso di penetrare agevolmente nei bordi del giunto.
Obbligo di una rigorosa pulizia meccanica per rimuovere almeno gli ossidi Da 10 a 15 mm di distanza dal bordo del giunto è fondamentale. Questa zona pulita impedisce all'arco di vagare e di mordere aggressivamente le dita dei piedi, assicurando che la pozzanghera si bagni perfettamente a filo con il metallo madre.
Monitoraggio del processo in tempo reale
Nella moderna prototipazione rapida e nella produzione automatizzata, affidarsi esclusivamente all'ispezione visiva post-saldatura è un costoso inconveniente. Le linee di produzione avanzate utilizzano sistemi di monitoraggio dell'arco in tempo reale che tracciano continuamente le micro-fluttuazioni di tensione e amperaggio in millisecondi.
Se il sistema rileva un picco di tensione (che indica che la lunghezza dell'arco è aumentata e sta scricchiolando il metallo), regola automaticamente la velocità di avanzamento del filo o ne provoca l'arresto immediato. Questo controllo ad anello chiuso individua le condizioni esatte che causano il sottosquadro, in modo coerente. riducendo i tassi di scarto dei grandi volumi di oltre 30% e mantenere il costo per pezzo rigorosamente sotto controllo.

Identificazione dei difetti: Standard di ispezione e compromessi di riparazione
La risaldatura non dovrebbe mai essere la reazione predefinita a un sottosquadro. Sottoporre un difetto minore a un secondo ciclo termico spesso degrada la struttura più del difetto originale.
Limiti pratici dell'ispezione visiva
La prima linea di difesa è un'accurata ispezione visiva con l'ausilio di un apparecchio calibrato. Calibro V-WAC (Criteri di accettazione visiva della saldatura). Poiché l'undercut si confonde con la punta della saldatura, è notoriamente difficile da individuare in un'officina affollata.
Una regola pratica e immediata è il "test dell'unghia": se un'unghia si incastra perfettamente nella scanalatura lungo la punta della saldatura, il difetto è sufficientemente netto. acutezza delle tacche da giustificare una misurazione fisica. In questa fase, la profondità e la lunghezza esatta del sottosquadro devono essere registrate rispetto ai disegni tecnici per determinare la fase successiva.
Tolleranze AWS e ISO
I criteri di accettazione sono rigorosamente definiti da standard internazionali, non da opinioni personali o preferenze dell'operatore. Sotto AWS D1.1 (Codice di saldatura strutturale - Acciaio)una profondità di sottosquadro fino a 1 mm (1/32 di pollice) potrebbe essere accettabile per strutture staticamente caricate e non critiche.
Tuttavia, per le parti sottoposte a carico ciclico, dove la fatica è la modalità di guasto principale, la tolleranza si riduce drasticamente. ISO 5817 Livello B (il livello di qualità più elevato) stabilisce che il sottosquadro non deve superare 0,5 mm. Nelle applicazioni aerospaziali altamente critiche o con carichi dinamici, la tolleranza è pari allo zero assoluto.
Verifica NDT
L'ispezione visiva è inutile per i sottosquadri interni o alla radice, in particolare nei giunti a penetrazione profonda, nei tubi strutturali pesanti o nelle configurazioni di tubi. Per lamiere strutturali ad alta sollecitazione o componenti a pressione, Controlli non distruttivi (NDT) è obbligatorio.
Tecniche come Test a ultrasuoni (UT) o Test radiografici (RT) per guardare sotto la superficie. L'UT è eccezionalmente efficace nel far rimbalzare le onde sonore sulla geometria nascosta di un sottosquadro radicale, fornendo agli ingegneri dati precisi e quantificabili sulla perdita di spessore effettivo interno.
Miscelazione meccanica vs. risaldatura
Quando un sottosquadro è leggermente al di fuori delle tolleranze accettabili (ad esempio, misura 0,6 mm quando il limite è di 0,5 mm), l'istinto immediato è spesso quello di aggiungere una passata di saldatura rapida. Spesso si tratta di un errore.
Se il metallo di base è abbastanza spesso, miscelazione meccanica con una fresa in metallo duro o un disco lamellare. La rettifica della tacca tagliente in una transizione liscia e raggiata (in genere una conicità di 3:1 o 4:1) elimina completamente la concentrazione di stress. La miscelazione meccanica è molto più economica, veloce e strutturalmente più sicura che sottoporre il pezzo a un'altra esplosione di calore estremo.
Quando la risaldatura crea nuovi problemi
Quando la saldatura di riparazione è assolutamente richiesta dal codice, deve essere trattata come una procedura altamente invasiva. L'immissione di calore localizzato in un giunto finito altera in modo permanente la metallurgia e la stabilità dimensionale dell'intero assemblaggio.
Degradazione della ZTA
Ogni singola saldatura crea una zona termicamente alterata (ZTA), un'area del metallo di base che non è stata fusa, ma la cui microstruttura è stata permanentemente alterata dal calore estremo.
La risaldatura di un sottosquadro espande notevolmente questa ZTA. In materiali come l'acciaio inox 304 o gli acciai a bassa lega ad alta resistenza (HSLA), questo shock termico secondario provoca forte crescita dei grani e precipitazione di carburo. Il risultato fisico è una perdita localizzata di resistenza alla trazione, una diminuzione della tenacità agli urti e un drastico calo della resistenza alla corrosione proprio sul bordo del giunto.
Cicli di calore ripetuti
I metalli hanno una rigida memoria termica. Sottoponendo una posizione specifica a un ciclo termico secondario (riscaldamento, fusione e raffreddamento rapido) cambia radicalmente le sue proprietà meccaniche.
Negli acciai al carbonio, il rapido raffreddamento di una saldatura di riparazione piccola e localizzata può causare la formazione di martensite fragile. Sebbene la scanalatura sottosquadro possa essere fisicamente riempita e visivamente accettabile, la riparazione ha segretamente creato una zona altamente fragile e sensibile alle cricche, proprio nel punto in cui le sollecitazioni di carico dinamico saranno più elevate.
Distorsione e sollecitazione residua
Aggiungere una passata di riparazione significa aggiungere più metallo d'apporto fuso, che si restringe intrinsecamente quando si raffredda. Questo introduce una massiccia e localizzata forze di ritiro residue nel componente.
In particolare nella lavorazione della lamiera, questo ciclo di calore secondario causa gravi deformazioni e distorsioni angolari. Un pezzo che inizialmente non ha superato un'ispezione visiva della saldatura può passare la rilavorazione della saldatura, per poi fallire immediatamente. controlli di tolleranza dimensionale alla stazione finale di controllo qualità perché il telaio o l'involucro è ormai permanentemente deformato.
Conclusione
Il sottosquadro di saldatura è più di un difetto superficiale. Modifica la geometria del punto di saldatura, riduce lo spessore effettivo del materiale e aumenta la concentrazione delle sollecitazioni nelle strutture caricate. In ambienti di produzione, anche un piccolo sottosquadro può causare cricche da fatica, errori di ispezione, costi di rilavorazione o riduzione della vita utile.
Una qualità di saldatura stabile non deriva da regolazioni per tentativi ed errori in officina. Dipende da parametri di saldatura controllati, da un montaggio coerente, da un'adeguata preparazione delle superfici e dalla convalida del processo prima dell'inizio della produzione.
Shengen aiuta i clienti a ridurre i difetti di saldatura sia in fase di prototipazione che di produzione in serie. Il nostro team di ingegneri esamina la progettazione dei giunti di saldatura, la selezione dei materiali, le condizioni di montaggio e i parametri di produzione prima dell'avvio della produzione. Inviateci i vostri disegni o i requisiti del progetto per discutere il vostro prossimo progetto di fabbricazione saldata.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata

Texturizzazione laser dei metalli: preparazione, progettazione orientata alla produzione (DFM) e controllo dei costi

Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
