O undercut de soldadura é muitas vezes mal classificado como uma mera falha cosmética. No entanto, no chão de fábrica e na engenharia estrutural, é tratado como uma responsabilidade mecânica estrita. O undercut remove fisicamente o material de base ao longo da borda da soldadura, reduzindo diretamente a área efectiva da secção transversal da junta.
Um undercut de soldadura é um defeito crítico de ranhura fundido no metal de base na extremidade da soldadura e não preenchido pelo material de enchimento. Isto reduz a espessura da secção transversal da peça e cria zonas de tensão acentuada propensas a falhas por fadiga, normalmente resultantes de uma entrada excessiva de calor ou de velocidades de deslocação demasiado rápidas.
Esta análise técnica examina os mecanismos físicos que tornam o undercut perigoso. Abordaremos também as variáveis específicas do chão de fábrica que o desencadeiam, como estabelecer controlos de produção estáveis e os limiares críticos para decidir se uma peça fabricada deve ser reparada ou eliminada.
Por que o Undercut de soldagem se torna um problema estrutural?
O undercut altera fundamentalmente a geometria e as propriedades mecânicas de um conjunto soldado. Quando uma peça falha devido a um corte inferior, raramente é devido a uma falta de volume global de soldadura; falha porque o defeito compromete especificamente a integridade estrutural localizada.
Perda de material na ponta de soldadura
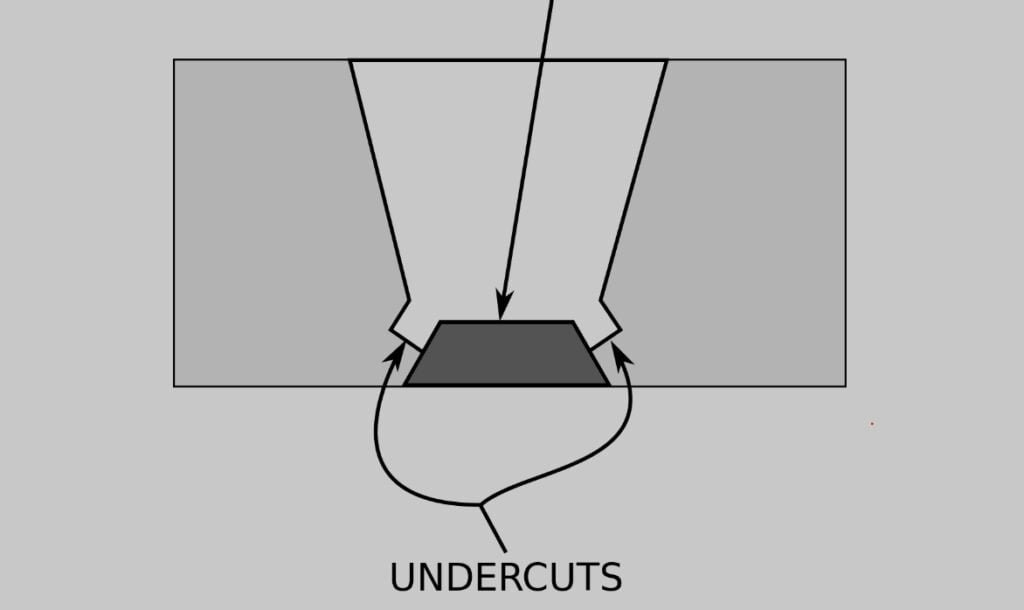
A realidade física de um undercut é uma perda literal de metal de base. Durante o processo de soldadura, o calor intenso do arco derrete o material de base no dedo do pé da soldadura - a junção crítica entre a face da soldadura e o metal de base.
Se o metal de enchimento não fluir corretamente para substituir este volume derretido, é deixada uma ranhura ou fossa permanente. Esta falha reduz a espessura projectada da chapa metálica exatamente no limite da junta, diminuindo imediatamente a capacidade de carga dessa secção específica.
Concentração de tensões
Os engenheiros calculam a distribuição da carga com base numa espessura uniforme do material e em transições estruturais suaves. Um corte inferior perturba isto ao introduzir uma entalhe geométrico irregular e acentuado diretamente na superfície.
Quando são aplicadas forças de tensão ou de flexão à peça soldada, as linhas de tensão não podem fluir suavemente através da junta. Em vez disso, comprimem-se e multiplicam-se à volta da raiz do entalhe. Esta concentração de tensão localizada força o metal no entalhe a suportar uma carga significativamente maior, empurrando-o perigosamente para perto do seu limite de elasticidade.
Início da fissura por fadiga
Embora uma carga estática possa não partir imediatamente uma peça com um pequeno corte inferior, as cargas dinâmicas contam uma história completamente diferente. Em maquinaria pesada, chassis de veículos ou recipientes sob pressão, as peças são sujeitas a vibrações contínuas e tensões cíclicas.
A concentração de tensões numa ranhura de corte inferior actua como local de nucleação perfeito para a fadiga do metal. As microfissuras começam a formar-se na parte inferior do entalhe e propagam-se através da zona afetada pelo calor (HAZ) ao longo do tempo, levando a uma falha estrutural prematura muito antes do tempo de vida útil esperado do componente.
Causas de rebaixamento de soldadura no chão de fábrica
O corte inferior raramente é uma ocorrência aleatória; é o resultado direto de uma incompatibilidade nos parâmetros de soldadura, na técnica do operador ou no manuseamento do material. Para identificar a causa principal, é necessário analisar o equilíbrio entre o calor e a deposição de material.
Balanço da entrada de calor
O gatilho mais comum para o corte inferior é entrada de calor excessiva. Quando a corrente de soldadura (amperagem) ou a tensão do arco é demasiado elevada para a espessura específica da chapa metálica, o arco penetra de forma demasiado agressiva no metal de base.
Esta energia térmica excessiva funde uma vala mais larga e mais profunda do que o pretendido. Consequentemente, cria uma cavidade que o volume padrão de fio de enchimento fundido simplesmente não consegue preencher antes que a poça de soldadura congele.
Taxa de deposição de metal de enchimento
A subcotação também ocorre quando a entrada de calor é adequada, mas a taxa de deposição do metal de adição é demasiado baixa. Em Soldadura MIG (GMAW), isto aponta normalmente para um velocidade de alimentação do fio (WFS) que está fora de sincronia com a tensão.
O arco desloca com força o metal de base, mas o fornecimento inadequado de arame de enchimento deixa os bordos sem enchimento. Este desajuste operacional resulta numa ranhura distinta, não preenchida, que corre ao longo da extremidade superior da soldadura.
Ângulo da tocha e força do arco
Na soldadura manual e semi-automática, o ângulo da tocha dita exatamente para onde é dirigida a força do arco. Isto é muito visível nas juntas em T e nas soldaduras de filete. Se o ângulo de trabalho for fortemente inclinado em direção à placa vertical, o arco irá arranhar a superfície vertical.
A gravidade puxa então a poça de fusão para baixo antes de poder ser molhado na goiva vertical. Isto deixa um rebaixo proeminente na borda superior da junta. É necessário manter um ângulo de trabalho equilibrado e um ligeiro ângulo de arrastamento (normalmente 10° a 15°) para distribuir corretamente o calor e empurrar o metal de adição para os dedos.
Velocidade de deslocação Estabilidade
Uma velocidade de deslocação inconsistente desestabiliza rapidamente a dinâmica do banho de soldadura. Mover a tocha demasiado depressa é um erro frequente; a força do arco arranca o metal, mas a velocidade de deslocação rápida impede que a poça de fusão se mantenha e se espalhe pelos bordos da soldadura.
Pelo contrário, a andar demasiado devagar pode causar uma acumulação excessiva de calor numa área localizada. Isto derrete excessivamente o metal de base e faz com que a poça se espalhe ou colapse, arrastando efetivamente o material para longe dos pontos de soldadura em vez de os preencher.
Sensibilidade do material e do processo
A seleção do material tem um impacto direto na sensibilidade do corte inferior. A condutividade térmica específica de um metal de base e a fluidez da poça de fusão determinam exatamente o que acontece na extremidade da junta no momento em que os parâmetros de soldadura se desviam do alvo.
Comportamento da soldadura MIG
A soldadura MIG (GMAW) é altamente suscetível a cortes inferiores devido à sua dependência da sincronização rigorosa da tensão e da velocidade de alimentação do fio. Quando se trabalha em modo de transferência por pulverizaçãoO arco é incrivelmente forte e quente, concebido para uma penetração profunda em placas mais grossas.
Se a velocidade de deslocação do operador exceder a velocidade de deposição do fio de enchimento em mesmo 10% a 15%Este arco de alta energia escava essencialmente uma vala. O fio de enchimento simplesmente não consegue fundir-se suficientemente rápido para preencher o vazio. Isto faz com que o MIG seja altamente sensível à velocidade de deslocação, especialmente em pistas robóticas automatizadas onde os parâmetros estão bloqueados mas ocorrem pequenas variações nas juntas.
Fluxo de piscina de solda de alumínio
O alumínio apresenta um desafio único porque a sua condutividade térmica é de aproximadamente cinco vezes superior à do aço-carbono. O metal retira rapidamente o calor da zona de soldadura. Para compensar, os operadores aumentam frequentemente a amperagem, mas o alumínio fundido tem uma viscosidade muito baixa - flui quase como água.
Se a força do arco for demasiado elevada, esta poça altamente fluida é facilmente expelida da junta. Como o metal circundante arrefece as arestas muito rapidamente, o alumínio fundido deslocado congela antes de poder fluir de volta e molhado nos dedos dos pés, deixando um corte inferior afiado.
Aço inoxidável Resposta ao calor
Ao contrário do alumínio, os tipos de aço inoxidável (como o 304 e 316) têm uma fraca condutividade térmica, fazendo com que o calor do arco permaneça intensamente localizado. Além disso, o aço inoxidável fundido é inerentemente lenta e muito viscosa.
Quando é aplicado demasiado calor (por exemplo, excedendo uma entrada de calor de 1,5 kJ/mm em chapas finas), o metal de base no ponto de soldadura derrete. No entanto, a poça de fusão espessa e lenta não é facilmente lavada para fora para preencher o vazio. Este sobreaquecimento localizado, combinado com uma fraca fluidez da poça de fusão, torna o aço inoxidável muito propenso a cortes inferiores, exigindo um controlo preciso dos parâmetros e, muitas vezes, misturas especializadas de gases de proteção para melhorar a tensão superficial.
Prevenção de defeitos: Controlos de produção no chão de fábrica
As instalações de fabrico em massa de alto nível não dependem da "correção" do corte inferior; concebem o processo para o evitar. Para eliminar este defeito, é necessário deslocar o foco da cabina de soldadura para a engenharia do processo e para as fases de preparação a montante.
Controlo dos parâmetros WPS
O fabrico estável assenta na eliminação das conjecturas do operador. Cada soldadura estrutural deve ser executada de acordo com um processo validado Especificação do procedimento de soldadura (WPS).
Uma WPS estrita define a Janela de funcionamento do ±5% para amperagem, tensão, velocidade de deslocação e fluxo de gás para uma espessura de material específica. Ao obrigar os operadores a manterem-se dentro destes parâmetros projectados, a fábrica impede mecanicamente os desequilíbrios entre o calor e o fio. Este cumprimento rigoroso reduz os custos de retrabalho manual, garantindo um elevado rendimento na primeira passagem.
Consistência de ajuste
Muitos cortes inferiores são de facto causados na corte a laser ou travão de prensa e não pelo soldador. O mau ajuste das peças cria folgas de junta inconsistentes. Por exemplo, se uma folga exceder 1,5 mm ou 10% da espessura do material numa chapa fina, o operador é forçado a abrandar e a enrolar excessivamente o maçarico para colmatar o vazio.
Esta permanência localizada bombeia calor descontrolado para o metal de base, derretendo inevitavelmente os dedos dos pés. As tolerâncias de corte a laser rigorosamente controladas a montante são a forma mais económica de eliminar o retrabalho de soldadura a jusantemelhorando drasticamente o ROI global da produção.
Preparação da superfície
Os contaminantes da superfície alteram fisicamente o comportamento da poça de fusão. A carepa, os óxidos pesados, os fluidos de corte ou a ferrugem podem alterar drasticamente a tensão superficial do metal de base, impedindo que o metal de enchimento derretido se lave suavemente nos bordos da junta.
Obrigação de uma limpeza mecânica rigorosa para remover, pelo menos, os óxidos 10 mm a 15 mm atrás do bordo da junta é fundamental. Esta zona limpa evita que o arco se desloque e morda agressivamente os dedos dos pés, assegurando que a poça de água fica perfeitamente nivelada com o metal de base.
Monitorização de processos em tempo real
Na prototipagem rápida moderna e no fabrico automatizado, confiar apenas na inspeção visual pós-soldadura é uma responsabilidade dispendiosa. As linhas de produção avançadas utilizam sistemas de monitorização de arcos em tempo real que registam continuamente micro-flutuações de tensão e amperagem em milissegundos.
Se o sistema detecta um pico de tensão (indicando que o comprimento do arco aumentou e está a escavar o metal), ajusta automaticamente a velocidade de alimentação do fio ou desencadeia uma paragem imediata. Este controlo em circuito fechado capta as condições exactas que causam o corte inferior, de forma consistente redução das taxas de refugo de grandes volumes em mais de 30% e mantendo o custo por peça estritamente sob controlo.

Identificação de defeitos: Normas de inspeção e soluções de reparação
A re-soldadura nunca deve ser a reação padrão a um corte inferior. Sujeitar um defeito menor a um segundo ciclo de calor muitas vezes degrada a estrutura mais do que o defeito original.
Limites práticos de inspeção visual
A primeira linha de defesa é uma inspeção visual minuciosa utilizando um Medidor V-WAC (Visual Weld Acceptance Criteria). Uma vez que o undercut se mistura com a ponta da soldadura, é notoriamente difícil de ver num chão de fábrica movimentado.
Uma regra prática e imediata é o "teste da unha" - se uma unha ficar bem presa na ranhura ao longo do dedo do pé da soldadura, o defeito tem uma ponta suficientemente afiada acuidade do entalhe para justificar a medição física. Nesta fase, a profundidade e o comprimento exactos do corte inferior devem ser registados nos desenhos de engenharia para determinar o passo seguinte.
Tolerâncias AWS e ISO
Os critérios de aceitação são estritamente definidos por normas internacionais e não por opiniões pessoais ou preferências do operador. Em AWS D1.1 (Código de Soldadura Estrutural - Aço), uma profundidade de corte inferior até 1mm (1/32 polegadas) pode ser aceitável para estruturas não críticas carregadas estaticamente.
No entanto, para peças sujeitas a cargas cíclicas, em que a fadiga é o principal modo de falha, a tolerância diminui drasticamente. ISO 5817 Nível B (o nível de qualidade mais elevado) determina que o corte inferior não deve exceder 0,5 mm. Em aplicações aeroespaciais ou de carga dinâmica altamente críticas, a tolerância é zero absoluto.
Verificação NDT
A inspeção visual é inútil para o rebaixamento interno ou da raiz, particularmente em juntas de penetração profunda, tubagens estruturais pesadas ou configurações de tubos. Para chapas metálicas estruturais de alta tensão ou componentes de retenção de pressão, Ensaios Não Destrutivos (END) é obrigatório.
Técnicas como Ensaio por ultra-sons (UT) ou Ensaios radiográficos (RT) são utilizados para ver por baixo da superfície. O UT é excecionalmente eficaz a fazer ricochetear ondas sonoras na geometria oculta de um corte inferior de raiz, fornecendo aos engenheiros dados exactos e quantificáveis sobre a perda de espessura interna efectiva.
Mistura mecânica vs. re-soldadura
Quando um corte inferior fica ligeiramente fora das tolerâncias aceitáveis (por exemplo, medindo 0,6 mm quando o limite é 0,5 mm), o instinto imediato é muitas vezes adicionar um passe de soldadura rápido. Isto é frequentemente um erro.
Se o metal de base for suficientemente espesso, mistura mecânica com uma rebarba de carboneto ou um disco flap é altamente preferível. O desbaste do entalhe afiado numa transição suave e radiada (normalmente um cone 3:1 ou 4:1) elimina completamente a concentração de tensão. A mistura mecânica é significativamente mais barata, mais rápida e estruturalmente mais segura do que submeter a peça a outro jato de calor extremo.
Quando a re-soldadura cria novos problemas
Quando uma soldadura de reparação é absolutamente exigida pelo código, deve ser tratada como um procedimento altamente invasivo. O retorno de calor localizado a uma junta acabada altera permanentemente a metalurgia e a estabilidade dimensional de todo o conjunto.
Degradação da ZTA
Cada soldadura cria uma Zona Afetada pelo Calor (ZAC) - uma área do metal de base que não foi fundida mas que teve a sua microestrutura permanentemente alterada pelo calor extremo.
A soldadura de um corte inferior expande significativamente esta ZTA. Em materiais como o aço inoxidável 304 ou os aços de baixa liga de alta resistência (HSLA), este choque térmico secundário provoca crescimento acentuado do grão e precipitação de carbonetos. O resultado físico é uma perda localizada de resistência à tração, uma diminuição da resistência ao impacto e uma queda drástica na resistência à corrosão, mesmo no bordo da junta.
Ciclos de aquecimento repetidos
Os metais têm uma memória térmica rigorosa. Sujeitar um local específico a uma ciclo térmico secundário (aquecimento, fusão e arrefecimento rápido) altera fundamentalmente as suas propriedades mecânicas.
Nos aços ao carbono, o arrefecimento rápido de uma pequena soldadura de reparação localizada pode causar a formação de martensite quebradiça. Embora a ranhura possa agora estar fisicamente preenchida e visualmente aceitável, a reparação criou secretamente uma zona altamente frágil e sensível a fendas, exatamente onde a tensão da carga dinâmica será mais elevada.
Distorção e tensão residual
Adicionar um passo de reparação significa adicionar mais metal de enchimento fundido, que inerentemente encolhe à medida que arrefece. Isto introduz uma enorme e localizada forças de contração residuais no componente.
Particularmente no fabrico de chapas metálicas, este ciclo de calor secundário provoca deformações e distorções angulares graves. Uma peça que inicialmente não tenha sido aprovada numa inspeção visual da soldadura pode passar no retrabalho de soldadura, mas falhar imediatamente controlos de tolerância dimensional na estação de controlo de qualidade final, porque o chassis ou a caixa está permanentemente deformado.
Conclusão
O rebaixo de soldadura é mais do que um defeito superficial. Altera a geometria da ponta da soldadura, reduz a espessura efectiva do material e aumenta a concentração de tensões em estruturas carregadas. Em ambientes de produção, mesmo um pequeno rebaixo pode levar a fissuras por fadiga, falhas de inspeção, custos de retrabalho ou redução da vida útil.
Uma qualidade de soldadura estável não resulta de ajustes de tentativa e erro no chão de fábrica. Depende de parâmetros de soldadura controlados, de um ajuste consistente, de uma preparação adequada da superfície e da validação do processo antes do início da produção total.
Na Shengen, ajudamos os clientes a reduzir os defeitos de soldadura durante a criação de protótipos e a produção em massa. A nossa equipa de engenharia revê o design da junta de soldadura, a seleção do material, as condições de ajuste e os parâmetros de fabrico antes do início da produção. Envie-nos os seus desenhos ou requisitos do projeto para discutir o seu próximo projeto de fabrico soldado.
Olá, chamo-me Kevin Lee

Nos últimos 10 anos, tenho estado imerso em várias formas de fabrico de chapas metálicas, partilhando aqui ideias interessantes a partir das minhas experiências em diversas oficinas.
Entrar em contacto
Kevin Lee
Tenho mais de dez anos de experiência profissional no fabrico de chapas metálicas, especializando-me em corte a laser, dobragem, soldadura e técnicas de tratamento de superfícies. Como Diretor Técnico da Shengen, estou empenhado em resolver desafios complexos de fabrico e em promover a inovação e a qualidade em cada projeto.
Recursos relacionados

Texturização a laser de metais: preparação, DFM e controlo de custos


Puncionamento vs corte a laser: Custo, velocidade e vantagens DFM
