When you bend metal, sometimes it doesn’t stay where you want it. You form it to a certain angle, release the force, and then—bam—it moves back. This problem, known as springback, can compromise accuracy and waste time. If you’ve ever dealt with parts that didn’t match specs after bending, springback is likely the reason. So what causes it, and how can you fix it?
This guide explains what springback is, its influencing factors, and how to control it. You’ll get clear steps you can use right away.
Understanding Springback in Sheet Metal Forming
Springback is a common issue that affects part accuracy during the bending process. To manage it, we first need to understand what it is, why it occurs, and where it is most commonly found.
What is Springback?
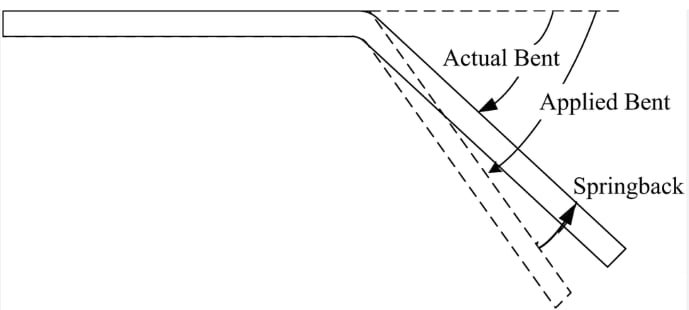
Springback refers to a material’s tendency to revert to its original shape after being bent. When force bends the metal, it deforms both elastically and plastically. After the force is removed, the elastic part tries to recover. This rebound is what we call springback.
It’s most noticeable when the bend angle ends up more open than intended. This difference between the intended shape and the actual shape is the springback effect.
Why Springback Occurs: The Science Behind It
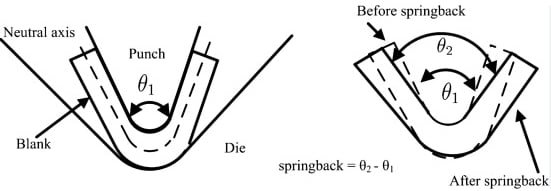
Springback happens because of elastic recovery. When metal is bent, it stretches on the outside and compresses on the inside. Part of that stretch is elastic—it snaps back when the pressure is gone.
The amount of springback depends on the material’s yield strength, thickness, bend radius, and bending method. Harder materials, such as stainless steel, usually spring back more than softer ones, like aluminum.
Overview of Common Forming Scenarios Affected by Springback
Springback shows up in most bending processes. This includes air bending, bottoming, and coining. Air bending sees the most springback because the punch doesn’t force the metal into the die.
It’s also common in U-bending and V-bending. Larger bend radii or higher-strength metals make it worse. Thin materials can also surprise you with more springback than expected.
Mechanics Behind Springback
To control springback, it’s helpful to understand what is happening inside the metal. Let’s look at how metal deforms, where stress builds up, and what factors increase or reduce springback.
Elastic vs. Plastic Deformation
When metal bends, it first stretches elastically. This means it changes shape but can still go back to its original form. If the force increases, the metal enters plastic deformation. That’s when the shape change becomes permanent.
Springback happens because, after forming, the elastic part snaps back while the plastic part stays. The more elastic energy stored, the more the metal springs back.
The Role of Residual Stress
Bending builds stress inside the metal. These leftover stresses, known as residual stresses, remain in the part even after the pressure is removed.
The outer surface of the bend has tension. The inner surface has compression. When forming ends, these opposing forces try to balance out, which causes the part to move back slightly.
Factors Influencing Springback Behavior
Several things affect how much springback occurs. These include:
- Material type: High-strength metals spring back more.
- Thickness: Thinner sheets usually spring back more because there’s less material to resist the recovery.
- Bend radius: Larger radii result in more springback.
- Bend angle: Shallow bends are more affected than deep ones.
- Tooling method: Air bending gives more springback than bottoming or coining.
Measuring Springback
Accurate springback measurement is crucial to achieving optimal bend results. Using real data helps engineers make reliable adjustments in production.
Angle Comparison
One standard method is comparing the intended bend angle to the actual angle after forming. For example, if you aim for a 90° bend but measure 94° after creating, you have 4° of springback.
In high-volume production, using a digital protractor or laser angle gauge can help record repeatable results with ±0.1° accuracy. This method is fast and works well for flat parts and standard angles.
Springback Factor
The springback factor (K) is a ratio that helps predict outcomes. It’s calculated as:
K = Final Angle / Bent Angle Before Release
For example, if you bent a part to 85°, and after release it measures 90°, then:
K = 90 / 85 = 1.06
A springback factor between 1.03 and 1.10 is typical for materials such as stainless steel or high-strength steel. Softer materials, such as aluminum, may range between 1.01 and 1.03.
Trial and Error
Despite the use of tools and formulas, trial and error remains a widely used approach. Many shops produce a few test bends and adjust them until the part meets the specifications. This approach works well when bending new materials or using custom tools.
For example, shops may pre-bend sample parts, record the springback angle for each material thickness, and log those values for future jobs. These shop-floor databases often save time and reduce rework.
Material Properties and Their Impact on Springback
The type of metal you choose plays a significant role in how much springback you’ll get. Different materials behave differently based on their strength and stiffness.
Role of Young’s Modulus and Yield Strength
Young’s Modulus measures a material’s stiffness. The higher it is, the more the metal resists stretching. Yield strength tells you how much stress the material can handle before it starts to deform permanently.
High-strength materials store more elastic energy during bending. When the force is removed, they release more of that energy, resulting in greater springback.
How does Alloy Composition affect springback?
Different alloys behave in various ways. A slight change in composition can affect hardness, ductility, and elasticity. These traits influence how much the material springs back.
For example, heat-treated aluminum or hardened steel can be more challenging to form and more prone to springback than their softer counterparts.
Comparing Springback in Steel, Aluminum, and Other Metals
Steel typically exhibits higher springback than aluminum due to its greater strength. Stainless steel, in particular, shows strong springback because of its high yield strength and hardness.
Aluminum is softer and more ductile, so it tends to spring back less. Copper and brass are also more formable, showing lower springback.
Titanium, like stainless steel, is strong and lightweight, but it tends to spring back significantly, which can make it more challenging to form precisely.
Process Parameters Affecting Springback
Bending is not just about material. The process settings you choose can also affect the amount of springback that occurs. Small changes in tooling or speed can make a big difference.
Influence of Bending Radius and Angle
A large bend radius increases springback. The metal doesn’t deform as much plastically, so more of it tries to recover.
Tighter bends force more plastic deformation, which helps reduce the amount of springback. Also, smaller bend angles tend to spring back more than sharp or deep angles.
Effect of Punch Speed and Pressure
High punch speeds can increase springback, especially in thin metals. Fast bending doesn’t allow the material to settle into its shape fully.
Using more pressure during bending can help reduce springback. This is because more force forces the metal deeper into the plastic zone, leaving less elastic energy to bounce back.
Temperature Considerations in Reducing Springback
Forming at higher temperatures can reduce springback. Heat softens the material and lowers its yield strength. This makes it easier to create and reduces the elastic recovery.
Warm forming is often used for high-strength materials, such as titanium or advanced steel. But it requires special equipment and adds extra steps to the process.
Techniques to Minimize Springback
You can’t stop springback completely, but you can control it. Several practical methods help shape the part closer to your design from the start.
Overbending and Compensation Strategies
Overbending means bending the metal past the desired angle. When the springback occurs, the part returns to the correct shape. This is one of the most common and straightforward ways to address springback.
You can also adjust bend allowances in your design or use trial parts to find the right overbend angle. It’s a mix of experience and measurement.
Use of Dies and Tooling Adjustments
Different bending methods give different results. Bottoming and coining use more force, pressing the part tightly into the die. This reduces springback compared to air bending.
Adjusting the die opening width and punch radius also helps. A tighter die and sharper punch reduce the room for elastic recovery. Tool alignment and wear also matter—damaged tools can exacerbate springback.
Heat Treatment and Stress Relief Methods
Some metals respond well to stress relief. After forming, heating the part can relax internal stresses and stabilize the shape. This is common for stainless steel and titanium parts.
For precision applications, annealing the metal before forming can lower springback. But this step takes extra time and cost, so it’s used mainly when tight tolerances are critical.
Conclusion
Springback is a natural part of the sheet metal forming process. Factors like material strength, bend radius, tooling, and forming method all play a role. By understanding how springback works and utilizing the proper tools, angles, and techniques, you can minimize its effect.
Are you seeking assistance with tight-tolerance sheet metal parts or custom prototyping? Contact us today to discuss your project and get expert support from our experienced engineering team.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


