La qualité de la soudure est cruciale en soudage professionnel. Il garantit durabilité et sécurité. Un défaut de soudure, qui passe souvent inaperçu et détruit l'esthétique et la résistance d'une coupe de soudure, est un défaut de soudure courant. Cet article explore les complexités de la contre-dépouille de soudage et explique de quoi il s'agit, pourquoi elle se produit et comment la prévenir efficacement.
Contre-dépouille de soudage : les bases
Qu’est-ce que la contre-dépouille de soudage ?
Définition et aperçu
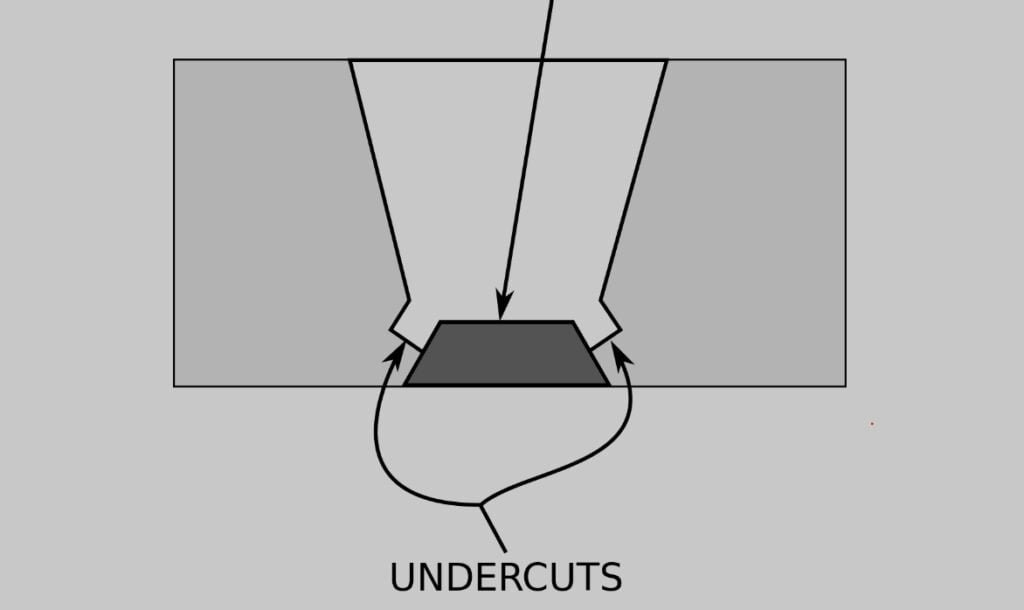
Un défaut typique de soudage est la contre-dépouille. Cela se produit lorsque la soudure ne recouvre pas correctement le métal de base. Ce défaut pourrait affaiblir considérablement l’intégrité structurelle, rendant le joint soudé plus vulnérable à la rupture.
Types de contre-dépouilles en soudage
- Contre-dépouille externe : La contre-dépouille est visible sous la forme d’une rainure sur la surface. Ceci est plus facile à détecter et donc à corriger. Sa présence indique une possible faiblesse du soudage qui nécessite une attention immédiate.
- Contre-dépouille interne: Cette contre-dépouille doit être plus évidente que la contrepartie externe. Cela se produit à l’intérieur de la soudure et peut être plus difficile à détecter. Cela nécessite des méthodes d’inspection sophistiquées pour être détecté. Il est plus difficile à détecter mais présente un risque sérieux pour l’intégrité structurelle de la soudure.
Il est essentiel de lutter contre la sous-cotation dans les pratiques de soudage.
Il est essentiel de remédier aux contre-dépouilles pour maintenir l’intégrité structurelle et la durabilité des composants soudés. Les contre-dépouilles peuvent provoquer des concentrations de contraintes et la propagation de fissures. Ils peuvent également conduire à la rupture d'un assemblage soudé.
Contre-dépouille de soudage : quelles sont les causes ?
La sous-cotation est un défaut de soudage courant mais évitable. Plusieurs facteurs peuvent en être la cause.
- Apport de chaleur excessif: Lorsque le réglage du courant ou de la tension est trop élevé, le métal de base fondra plus rapidement que les métaux d’apport ne peuvent combler le vide. Cela entraîne des contre-dépouilles sur les bords de la soudure.
- Mauvaise manipulation des électrodes: Un angle d'électrode incorrect ou une électrode de mauvaise taille peut mal diriger la chaleur, provoquant une répartition inégale et, par conséquent, une contre-dépouille.
- Matériau de remplissage ou air de protection inapproprié: Un mauvais matériau d'apport ou des gaz de protection peuvent entraîner des disparités dans le comportement thermique des métaux de base et de la soudure, qui peuvent se manifester par des contre-dépouilles ou des espaces dus à une fusion inadéquate.
- Pratiques de soudage défectueuses: Une mauvaise technique ou une vitesse de soudage inappropriée peut empêcher le matériau d'apport de pénétrer dans le métal de base ou de fusionner, provoquant des faiblesses telles que des contre-dépouilles.
- Compromettre l’intégrité des électrodes: L'utilisation d'une électrode humide ou contaminée peut déstabiliser l'arc et compromettre la pureté du bain de fusion, augmentant ainsi le risque de contre-dépouilles et d'autres défauts.
Comprendre et traiter les causes est crucial pour garantir la solidité des joints soudés. Cela met en évidence l’importance de paramètres précis, d’une technique correcte et de la sélection de matériaux appropriés.
Les effets de l’intégrité de la soudure sur la contre-dépouille
Le fait de couper une soudure peut nuire à son intégrité, compromettant ainsi la résistance du produit fini. Comment la sous-cotation affecte la résistance de la soudure :
Faiblesses de la structure
La contre-dépouille crée une encoche au bord de la soudure. Cela réduit la surface de matériau pouvant supporter la charge. Cela réduit la résistance structurelle d’une soudure et la rend moins capable de résister aux contraintes opérationnelles.
Points de concentration des contraintes
Les contre-dépouilles peuvent agir comme des concentrateurs de contraintes dans les matériaux. Ils amplifient le stress au-delà de ce à quoi nous nous attendons habituellement. Ceci est particulièrement problématique pour les applications soumises à des vibrations ou à des charges cycliques, car cela peut provoquer une défaillance prématurée du composant soudé.
Initiation au crack : avantages potentiels
Les contre-dépouilles affaiblissent non seulement la soudure, mais fournissent également un site propice à la formation de fissures. Les fissures en contre-dépouille peuvent se propager sous l’influence des contraintes opérationnelles, entraînant une défaillance structurelle. Ce risque est particulièrement préoccupant pour les applications critiques, où une panne pourrait avoir des conséquences catastrophiques.
Identification et prévention des contre-dépouille de soudage
Signes et symptômes de sous-cotation
Shengen s'engage à garantir que nos soudures sont de la plus haute qualité. Il est essentiel d’identifier les signes de contre-dépouille le plus tôt possible dans le processus de production. Cela nous aidera à maintenir nos normes élevées. Voici notre approche pour identifier la contre-dépouille :
Techniques d'inspection visuelle
L’inspection visuelle est le moyen le plus simple et le plus rapide de détecter les contre-dépouille. Nos inspecteurs suivent une formation pour détecter les irrégularités du cordon de soudure. Ils se concentrent sur les rainures et les encoches, ce qui pourrait indiquer une sous-cotation. Cette méthode fonctionne bien pour les contre-dépouilles externes visibles à l’œil nu. Les inspecteurs peuvent évaluer la qualité des soudures avec précision en utilisant des outils d’éclairage et de loupe appropriés.
Utilisation de tests non destructifs (méthodes CND)
Nous utilisons des méthodes non destructives (CND) pour effectuer une inspection complète. Nous pouvons examiner la structure interne sans endommager les composants grâce à des tests radiographiques, à une inspection par magnétoscopie et à des tests par ultrasons. Ces méthodes approfondissent notre compréhension de la soudure. Ils découvrent des problèmes invisibles à l’inspection visuelle.
Prévenir une soudure en contre-dépouille
Nous ajustons les paramètres et les techniques de soudage pour éviter les contre-dépouilles pendant le soudage. Voici quelques conseils pour améliorer votre soudage et prévenir les défauts de contre-dépouille.
- Paramètres optimaux de tension et de courant: Trouver le sweet spot est essentiel. Le but est de trouver le bon équilibre entre chaleur et projections. Un tableau de soudage ou une calculatrice vous aidera à déterminer les paramètres corrects de matériau et d’épaisseur.
- Angle et taille précis de l'électrode: L'angle de l'électrode doit permettre une répartition uniforme de la chaleur sur la perle. Le plus souvent, les soudeurs utilisent des angles de 90 degrés pour le soudage horizontal ou plat. Ils utilisent des angles de 45 degrés pour les courses verticales et une légère inclinaison de 5 à 15 degrés pour les applications aériennes. Il est également essentiel de faire correspondre la taille de l'électrode avec l'épaisseur du métal de base et la conception du joint. Une électrode plus fine produira un bassin de soudure plus petit et un arc plus concentré, réduisant ainsi le risque de contre-dépouille.
- Choisir le bon métal d’apport: En sélectionnant une charge aux propriétés similaires à celles du métal de base (résistance à la traction, malléabilité et dilatation thermique), vous pouvez réduire les fissures et les déformations causées par les contraintes thermiques. Les gaz de protection doivent être sélectionnés avec soin pour protéger le bain de fusion de la contamination et de l'oxydation. Les options vont de l'argon, de l'hélium ou du dioxyde de carbone pour les matériaux non ferreux, de l'oxygène ou du dioxyde de carbone pour les aciers au carbone, à un mélange d'argon, de dioxyde de carbone et d'oxygène pour les aciers inoxydables.
- Technique et rythme de soudage améliorés: Il est essentiel d’affiner vos techniques de soudage pour obtenir des cordons de soudure lisses et homogènes. Vous pouvez maintenir une production de chaleur uniforme en minimisant le tissage et l’oscillation des électrodes. Cela évitera la sous-cotation. La vitesse de soudage doit correspondre à la vitesse de dépôt du métal d'apport et à la fusion du métal de base. Une fusion excessive peut se produire si le rythme de soudage est trop lent, tandis qu'un rythme rapide pourrait compromettre la pénétration ou la fusion.
- Entretien: Il est essentiel de garder les électrodes propres et sèches. Pour éviter l'humidité qui peut provoquer une porosité, une fragilisation par l'hydrogène et des instabilités de l'arc, stockez-les dans des conditions sèches ou utilisez un sèche-linge. Le nettoyage des électrodes avant le soudage pour éliminer les contaminants garantira un bain de fusion pur.
Vous pouvez réduire le nombre de défauts causés par la sous-cotation de vos soudures tout en améliorant l’efficacité et la qualité du processus.

Réparation et correction des contre-dépouille de soudure
Évaluation de la gravité des contre-dépouilles
L'approche de Shengen en matière d'assurance qualité comprend la prévention des défauts tels que les contre-dépouilles et leur gestion efficace lorsqu'ils se produisent. La première étape consiste à évaluer avec précision la gravité de la contre-dépouille. Cela éclairera nos décisions sur les réparations nécessaires.
Critères de réparation
Lorsqu’on décide de réparer une contre-dépouille, plusieurs facteurs entrent en jeu. Ceux-ci incluent la profondeur et la taille de la contre-dépouille et son emplacement. Nous évaluons la contre-dépouille pour voir si elle empêche la soudure de répondre aux spécifications et aux normes de conception. Nous prenons également en compte l'esthétique, la résistance à la fatigue et la capacité portante de la soudure pour déterminer si une réparation est nécessaire.
Évaluation de l'impact de l'intégrité structurelle
Les contre-dépouilles peuvent réduire la surface transversale du matériau, affectant sa résistance et sa résistance aux contraintes opérationnelles. Lors de l'évaluation de la gravité d'une contre-dépouille, nous prenons en compte son potentiel à provoquer des fissures ou à propager des défauts existants. Cette évaluation comprend une analyse approfondie de l'environnement opérationnel de la structure soudée, qui peut inclure des facteurs tels que les charges dynamiques, les fluctuations de température et l'exposition à des matériaux corrosifs.
Techniques de réparation des contre-dépouille
Shengen applique des techniques spécialisées si la contre-dépouille doit être réparée. Voici quelques-unes des principales stratégies et techniques que nous utilisons :
Techniques de réparation des soudures
- Soudage: Le meulage de la zone de contre-dépouille est souvent la première étape de nombreux processus de réparation. Cela créera une surface uniforme et propre, exempte de défauts. Cette préparation est indispensable pour une soudure solide et sans défauts. Après avoir meulé la zone, elle est soigneusement ressoudée, en respectant des paramètres de soudage optimisés pour éviter de réintroduire des contre-dépouilles ou d'autres défauts.
- Traitement thermique de préchauffage et de post-soudage (PWHT): Pour les matériaux pouvant souffrir de défauts liés aux contraintes, il est indispensable de préchauffer avant de ressouder. Ces processus réduisent les contraintes résiduelles et le risque de fissuration, donnant ainsi à la soudure de réparation les meilleures chances de réussite.
Techniques de remplissage et de finition
- Remplissage avec du métal soudé: Le métal soudable est censé remplir une rainure lors de sa manipulation. Il est essentiel de contrôler le processus de soudage avec précision pour intégrer pleinement le métal d'apport au matériau de base et à la soudure existante sans provoquer de défauts supplémentaires.
- Finition pour améliorer l'intégrité structurelle: La réparation restaurera ou améliorera la surface du composant dans son état d'origine. Il faudra peut-être moudre, polonais, ou usiner la zone pour qu'elle corresponde au matériau environnant structurellement et esthétiquement.
Contrôle et assurance qualité
Pour maintenir l’intégrité et la fiabilité de nos produits, nous devons garantir la plus haute qualité des soudures réparées. Nous gérons la réparation des soudures, l’assurance qualité et le contrôle.
Assurer la qualité de la soudure réparée
- Adhérence: Aux normes de soudage, tous les travaux de réparation sont effectués conformément aux normes de soudage reconnues.
- Personnel qualifié: Seuls des soudeurs certifiés et qualifiés peuvent effectuer des réparations, garantissant le plus haut niveau d'expertise.
- Contrôle continu: Les superviseurs et les experts en contrôle qualité supervisent le processus de réparation. Ils veillent à ce que toutes les procédures soient correctement suivies.
Tests et validation après réparation
- Inspection visuelle: Chaque soudure réparée est soumise à un examen visuel approfondi afin de détecter des défauts ou des irrégularités.
- Contrôles Non Destructifs (CND): Nous utilisons diverses méthodes CND pour garantir l’intégrité structurelle.
- Essai mécanique: Dans certains cas, des essais mécaniques, tels que des essais de traction et de pliage, sont effectués pour valider les performances de la soudure réparée dans des circonstances de service simulées.
Conclusion
Notre parcours chez Shengen à travers les défis du soudage en contre-dépouille et les solutions que nous avons trouvées reflètent notre engagement inébranlable envers l'excellence dans la fabrication de la tôle. Notre approche comprend une approche globale et multidimensionnelle ancrée dans notre engagement envers la qualité et la fiabilité. Nous identifions les causes des contre-dépouilles de soudage, puis mettons en œuvre des technologies avancées pour les prévenir et les réparer.
Vous avez besoin d'un fabricant de pièces de tôlerie fiable ? Shengen est l'entreprise qu'il vous faut. Nous sommes spécialisés dans la découpe laser de tôles, le pliage, la finition de surface et le soudage de tôles. Contacter Shengen Aujourd'hui, demandez l'aide de professionnels !
FAQs :
Quelle quantité de contre-dépouille peut-on autoriser lors du soudage ?
La quantité de contre-dépouille autorisée dans une soudure particulière dépend des normes et des spécifications du projet. Les contre-dépouilles supérieures à 0,5 mm dans la plupart des applications structurelles sont considérées comme inacceptables. Cependant, cela peut être sujet à changement en fonction des exigences de l'organisme de réglementation et des exigences techniques.
Est-il possible d’éliminer le risque de contre-dépouille de soudure ?
Éliminer le risque de contre-dépouille de soudure est un défi. Cependant, nous pouvons le réduire considérablement avec une bonne technique, des réglages d’équipement appropriés et le respect des meilleures pratiques. Pour minimiser le risque de sous-cotation, vous devez disposer d’un programme de formation continue, utiliser des technologies de pointe et vous concentrer sur la qualité. Il est essentiel de réduire et de gérer ce risque.
Quels sont les effets d’une contre-dépouille de soudure non traitée sur une structure dans le temps ?
Une contre-dépouille de soudure non traitée peut endommager l’intégrité structurelle d’un article au fil du temps. Cela peut entraîner une capacité portante réduite, une concentration de contraintes accrue et l'apparition de fissures.
Existe-t-il un procédé de soudage spécifique plus susceptible de provoquer une sous-cotation que d’autres ?
Des procédés de soudage spécifiques peuvent être plus sensibles à la sous-cotation en raison principalement de l'apport de chaleur ou du mécanisme de transfert de métal. Le soudage à l’arc sous gaz métallique et le soudage à l’arc sous protection métallique ont tendance à être plus sensibles à la sous-cotation. Cela est particulièrement vrai s’il n’est pas correctement contrôlé. Le soudage à l’arc au gaz tungstène, quant à lui, offre un contrôle plus précis de la chaleur et réduit le risque de sous-cotation.
Plus de ressources :
Normes de soudage – Source : ESAB
Guide des défauts de soudage – Source : Shengenfab
Contrôle non destructif – Source : Wikipédia
Guide de sélection des gaz de protection pour le soudage – Source : Lindedirect
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Acier inoxydable résistant aux empreintes digitales : comment fonctionne-t-il et comment le choisir ?

OEM ou fabrication en sous-traitance : Comment choisir le bon modèle pour votre projet

Coûts d'installation et coûts unitaires dans la fabrication de tôles
