Les contre-dépouilles de soudage sont souvent considérées à tort comme de simples défauts esthétiques. Cependant, dans l'atelier et dans l'ingénierie structurelle, il est traité comme une responsabilité mécanique stricte. Le contre-dépouillement enlève physiquement du matériau de base le long du bord de la soudure, ce qui réduit directement la section transversale effective du joint.
Une contre-dépouille de soudage est un défaut de rainure critique fondu dans le métal de base au niveau du bord de la soudure et non rempli par le matériau d'apport. Cela réduit l'épaisseur de la section transversale de la pièce et crée de fortes contraintes susceptibles de provoquer une rupture par fatigue, généralement due à un apport de chaleur excessif ou à des vitesses de déplacement trop rapides.
Cette analyse technique examine les mécanismes physiques qui rendent les contre-dépouilles dangereuses. Nous aborderons également les variables spécifiques de l'atelier qui le déclenchent, la manière d'établir des contrôles de production stables et les seuils critiques pour décider s'il faut réparer ou mettre au rebut une pièce fabriquée.
Pourquoi les contre-dépouilles de soudage deviennent-elles un problème structurel? ?
Le contre-dépouillement modifie fondamentalement la géométrie et les propriétés mécaniques d'un assemblage soudé. Lorsqu'une pièce se brise à cause d'une contre-dépouille, c'est rarement à cause d'un manque de volume global de la soudure ; elle se brise parce que le défaut compromet spécifiquement l'intégrité structurelle localisée.
Perte de matériau au niveau du pied de la soudure
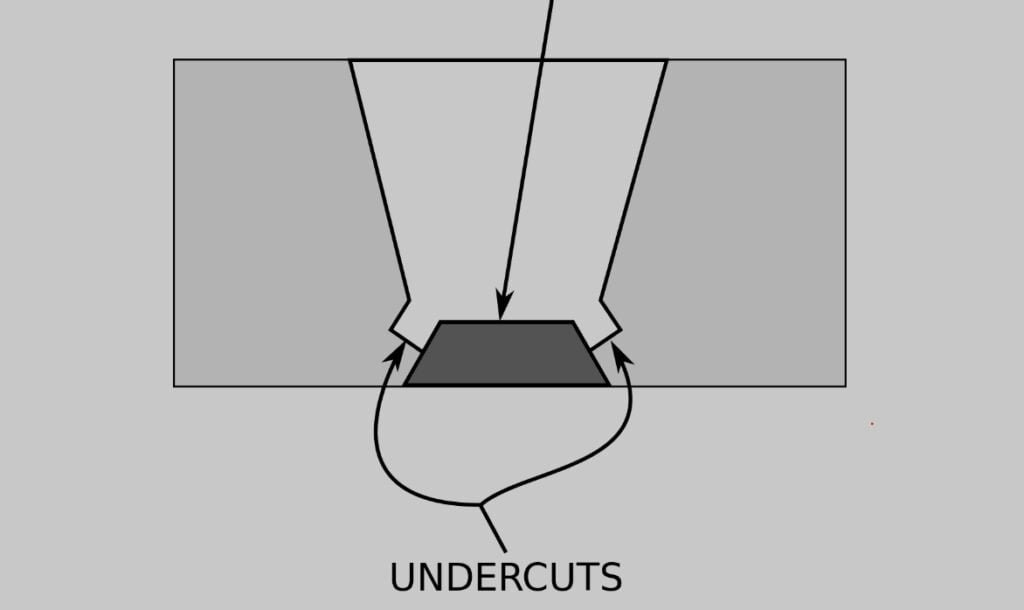
La réalité physique d'une contre-dépouille est une perte littérale de métal de base. Au cours du processus de soudage, la chaleur intense de l'arc fait fondre le matériau de base au niveau de la pointe de la soudure - la jonction critique entre la surface de la soudure et le métal de base.
Si le métal d'apport ne s'écoule pas correctement pour remplacer ce volume fondu, une rainure ou un sillon permanent est laissé derrière. Ce défaut réduit l'épaisseur prévue de la tôle exactement à la limite du joint, ce qui réduit immédiatement la capacité de charge de cette section spécifique.
Concentration du stress
Les ingénieurs calculent la répartition des charges sur la base d'une épaisseur de matériau uniforme et de transitions structurelles harmonieuses. Un contre-dépouillement perturbe cette répartition en introduisant une entaille géométrique aiguë et irrégulière directement dans la surface.
Lorsque des forces de tension ou de flexion sont appliquées à la pièce soudée, les lignes de contrainte ne peuvent pas s'écouler facilement à travers le joint. Au lieu de cela, elles se compriment et se multiplient autour de la racine de la contre-dépouille. Cette concentration de contraintes localisées oblige le métal au niveau de l'entaille à supporter une charge nettement plus élevée, le rapprochant dangereusement de sa limite d'élasticité.
Initiation des fissures de fatigue
Si une charge statique peut ne pas casser immédiatement une pièce présentant une légère contre-dépouille, il en va tout autrement des charges dynamiques. Dans les machines lourdes, les châssis de véhicules ou les cuves sous pression, les pièces subissent des vibrations continues et des contraintes cycliques.
La concentration de contraintes au niveau d'une rainure en contre-dépouille agit comme le site de nucléation parfait pour la fatigue du métal. Des microfissures commencent à se former au fond de l'entaille et se propagent dans la zone affectée thermiquement (ZAT) au fil du temps, entraînant une défaillance structurelle prématurée bien avant la durée de vie prévue du composant.
Causes des contre-dépouilles de soudage dans l'atelier
Les contre-dépouilles sont rarement le fruit du hasard ; elles sont le résultat direct d'une inadéquation des paramètres de soudage, de la technique de l'opérateur ou de la manipulation du matériau. Pour identifier la cause première, il faut examiner l'équilibre entre la chaleur et le dépôt de matériau.
Bilan des apports de chaleur
L'élément déclencheur le plus courant de la contre-dépouille est apport de chaleur excessif. Lorsque le courant de soudage (ampérage) ou la tension de l'arc sont réglés trop haut pour l'épaisseur spécifique de la tôle, l'arc s'enfonce beaucoup trop agressivement dans le métal de base.
Cette énergie thermique excessive fait fondre une tranchée plus large et plus profonde que prévu. Par conséquent, elle crée une cavité que le volume standard de fil d'apport fondu ne peut tout simplement pas remplir avant que la flaque de soudure ne gèle.
Taux de dépôt du métal d'apport
La contre-dépouille se produit également lorsque l'apport de chaleur est adéquat, mais que le taux de dépôt du métal d'apport est trop faible. Dans ce cas, le taux de dépôt du métal d'apport est trop faible. Soudage MIG (GMAW)Cela indique généralement que l'on est en présence d'un Vitesse d'avance du fil (WFS) qui n'est pas synchronisée avec la tension.
L'arc déplace avec force le métal de base, mais l'apport insuffisant de fil d'apport laisse les bords affamés. Cette inadéquation opérationnelle se traduit par une rainure distincte, non remplie, qui s'étend proprement le long du bord supérieur de la soudure.
Angle du chalumeau et force de l'arc
Dans le cas du soudage manuel et semi-automatique, l'angle de la torche détermine exactement l'endroit où la force de l'arc est dirigée. Ceci est très visible dans les joints en T et les soudures d'angle. Si l'angle de travail est fortement orienté vers la plaque verticale, l'arc creusera la surface verticale.
La gravité tire alors le bain de soudure en fusion vers le bas avant qu'il ne soit mouillé dans la gouge verticale. Cela laisse une contre-dépouille proéminente sur le bord supérieur du joint. Le maintien d'un angle de travail équilibré et d'un léger angle de traînée (généralement de 10° à 15°) est nécessaire pour répartir correctement la chaleur et faire pénétrer le métal d'apport dans les orteils.
Vitesse de déplacement Stabilité
Une vitesse de déplacement irrégulière déstabilise rapidement la dynamique du bain de soudure. Un passage trop rapide de la flamme est une erreur fréquente ; la force de l'arc creuse le métal, mais la vitesse de déplacement rapide empêche la flaque de fusion de se maintenir et de s'infiltrer dans les bords de la soudure.
Inversement, se déplacer trop lentement peut provoquer une accumulation excessive de chaleur dans une zone localisée. Le métal de base fond alors excessivement et la flaque se répand ou s'effondre, ce qui a pour effet d'éloigner le matériau des points de soudure au lieu de les remplir.
Sensibilité des matériaux et des processus
Le choix du matériau a un impact direct sur la sensibilité aux contre-dépouilles. La conductivité thermique spécifique d'un métal de base et la fluidité de la flaque de fusion déterminent exactement ce qui se passe au bord du joint au moment où les paramètres de soudage s'écartent de la cible.
Comportement en soudage MIG
Le soudage MIG (GMAW) est très sensible au décolletage car il repose sur une synchronisation stricte de la tension et de la vitesse d'alimentation du fil. Lorsque l'on travaille en mode de transfert par pulvérisationL'arc est incroyablement puissant et chaud, conçu pour une pénétration profonde sur des plaques plus épaisses.
Si la vitesse de déplacement de l'opérateur dépasse la vitesse de dépôt du fil d'apport de même 10% à 15%Cet arc à haute énergie creuse essentiellement une tranchée. Le fil d'apport ne peut tout simplement pas fondre assez vite pour combler le vide. Le procédé MIG est donc très sensible à la vitesse de déplacement, en particulier sur les pistes robotisées automatisées où les paramètres sont verrouillés mais où des variations mineures des joints peuvent se produire.
Débit de la piscine en aluminium soudé
L'aluminium présente un défi unique car sa conductivité thermique est d'environ cinq fois supérieure à celle de l'acier au carbone. Le métal évacue rapidement la chaleur de la zone de soudure. Pour compenser, les opérateurs augmentent souvent l'ampérage, mais l'aluminium fondu a une très faible viscosité - il s'écoule presque comme de l'eau.
Si la force de l'arc est trop élevée, cette flaque très fluide est facilement expulsée du joint. Comme le métal environnant refroidit les bords très rapidement, l'aluminium fondu déplacé gèle avant de pouvoir refluer et de s'écouler vers l'extérieur. mouillé jusqu'aux orteilset laisse une contre-dépouille nette.
Acier inoxydable Réponse à la chaleur
Contrairement à l'aluminium, les qualités d'acier inoxydable (telles que 304 et 316) ont une mauvaise conductivité thermique, ce qui fait que la chaleur de l'arc reste intensément localisée. En outre, l'acier inoxydable en fusion est intrinsèquement lent et très visqueux.
Lorsqu'une trop grande quantité de chaleur est appliquée (par exemple, en dépassant un apport de chaleur de 1,5 kJ/mm sur les tôles minces), le métal de base au niveau du point de soudure fond. Cependant, le bain de soudure, épais et peu fluide, ne s'écoule pas facilement vers l'extérieur pour combler le vide. Cette surchauffe localisée, combinée à une mauvaise fluidité de la flaque, rend l'acier inoxydable très vulnérable aux contre-dépouilles, ce qui nécessite un contrôle précis des paramètres et souvent des mélanges de gaz de protection spécialisés pour améliorer la tension superficielle.
Prévention des défauts : Contrôles de la production en atelier
Les usines de fabrication en série de haut niveau ne se contentent pas de "réparer" les contre-dépouilles ; elles conçoivent le processus de manière à les éviter. Pour éliminer ce défaut, il faut déplacer l'attention de la cabine de soudage vers l'ingénierie du processus et les étapes de préparation en amont.
Contrôle des paramètres WPS
La stabilité de la fabrication repose sur l'élimination des conjectures de l'opérateur. Chaque soudure structurelle doit être exécutée selon une procédure validée. Spécification de la procédure de soudage (WPS).
Un WPS strict définit l'exacte ±5% fenêtre d'exploitation pour l'ampérage, la tension, la vitesse de déplacement et le débit de gaz pour une épaisseur de matériau spécifique. En obligeant les opérateurs à respecter ces paramètres, l'usine empêche mécaniquement les déséquilibres entre la chaleur et le fil. Ce respect strict réduit les coûts de reprise manuelle en garantissant un rendement élevé au premier passage.
Cohérence du Fit-Up
De nombreuses contre-dépouilles sont en fait causées dans le découpe au laser ou presse plieuse et non par le soudeur. Un mauvais ajustement des pièces crée des écarts incohérents entre les joints. Par exemple, si un écart dépasse 1,5 mm ou 10% de l'épaisseur du matériau sur une feuille mince, l'opérateur est obligé de ralentir et de tresser excessivement la torche pour combler le vide.
Cette persistance localisée pompe une chaleur incontrôlée dans le métal de base, ce qui fait inévitablement fondre les orteils. Des tolérances de découpe au laser étroitement contrôlées en amont constituent le moyen le plus rentable de réduire les coûts. éliminer les reprises de soudure en avalce qui améliore considérablement le retour sur investissement global de la production.
Préparation de la surface
Les contaminants de surface modifient physiquement le comportement de la flaque en fusion. La calamine, les oxydes lourds, les fluides de coupe ou la rouille peuvent modifier radicalement le comportement de la flaque en fusion. tension superficielle du métal de base, empêchant le métal d'apport fondu de s'écouler en douceur sur les bords du joint.
Obligation de procéder à un nettoyage mécanique strict pour éliminer les oxydes au minimum 10 mm à 15 mm du bord du joint est essentielle. Cette zone propre empêche l'arc de se déplacer et de mordre agressivement dans les orteils, ce qui garantit que la flaque se mouille parfaitement au ras du métal de base.
Surveillance des processus en temps réel
Dans le domaine du prototypage rapide moderne et de la fabrication automatisée, se fier uniquement à l'inspection visuelle après soudage est une responsabilité coûteuse. Les lignes de production avancées utilisent systèmes de surveillance de l'arc électrique en temps réel qui suivent en continu les micro-fluctuations de tension et d'ampérage en quelques millisecondes.
Si le système détecte un pic de tension (indiquant que la longueur de l'arc a augmenté et creuse le métal), il ajuste automatiquement la vitesse d'alimentation du fil ou déclenche un arrêt immédiat. Ce système de contrôle en boucle fermée détecte les conditions exactes qui provoquent les contre-dépouilles, et ce de manière constante. réduire les taux de rebut des gros volumes de plus de 30% et en maîtrisant strictement le coût par pièce.

Identification des défauts : Normes d'inspection et compromis de réparation
Le ressoudage ne doit jamais être la réaction par défaut à une contre-dépouille. Soumettre un défaut mineur à un second cycle thermique dégrade souvent la structure plus que le défaut d'origine.
Limites pratiques de l'inspection visuelle
La première ligne de défense consiste en une inspection visuelle minutieuse à l'aide d'un appareil de mesure calibré. Jauge V-WAC (Visual Weld Acceptance Criteria). Le contre-dépouillement se fondant dans le bord de la soudure, il est notoirement difficile à repérer dans un atelier en pleine activité.
Une règle pratique et immédiate est le "test de l'ongle" : si l'ongle s'accroche proprement dans la rainure le long de la pointe de la soudure, le défaut est suffisamment marqué. acuité de l'encoche pour justifier une mesure physique. À ce stade, la profondeur et la longueur exactes du contre-dépouillement doivent être consignées sur les dessins techniques afin de déterminer l'étape suivante.
Tolérances AWS et ISO
Les critères d'acceptation sont strictement définis par des normes internationales, et non par une opinion personnelle ou une préférence de l'opérateur. Dans le cadre de AWS D1.1 (Code de soudage structurel - acier)une profondeur de contre-dépouille allant jusqu'à 1mm (1/32 pouce) peut être acceptable pour des structures non critiques chargées statiquement.
Toutefois, pour les pièces soumises à des charges cycliques où la fatigue est le principal mode de défaillance, la tolérance diminue considérablement. ISO 5817 niveau B (le niveau de qualité le plus élevé) impose que la contre-dépouille ne dépasse pas 0,5 mm. Dans les applications aérospatiales ou à charge dynamique hautement critiques, la tolérance est nulle.
Vérification par CND
L'inspection visuelle est inutile pour les contre-dépouilles internes ou radiculaires, en particulier dans les joints à pénétration profonde, les tubes structuraux lourds ou les configurations de tuyaux. Pour les tôles structurales soumises à de fortes contraintes ou les composants sous pression, Contrôles Non Destructifs (CND) est obligatoire.
Des techniques telles que Contrôle par ultrasons (UT) ou Tests radiographiques (RT) sont déployés pour regarder sous la surface. L'UT est exceptionnellement efficace pour faire rebondir les ondes sonores sur la géométrie cachée d'une contre-dépouille de racine, fournissant aux ingénieurs des données exactes et quantifiables sur la perte d'épaisseur effective interne.
Mélange mécanique ou ressoudage
Lorsqu'une contre-dépouille sort légèrement des tolérances acceptables (par exemple, elle mesure 0,6 mm alors que la limite est de 0,5 mm), l'instinct immédiat est souvent d'ajouter une passe de soudure rapide. C'est souvent une erreur.
Si le métal de base est suffisamment épais, mélange mécanique avec une fraise en carbure ou un disque à lamelles. Le meulage de l'encoche vive en une transition lisse et arrondie (généralement une conicité de 3:1 ou 4:1) élimine complètement la concentration de contraintes. Le mélange mécanique est nettement moins coûteux, plus rapide et structurellement plus sûr que de soumettre la pièce à une nouvelle explosion de chaleur extrême.
Quand le ressoudage crée de nouveaux problèmes
Lorsqu'une soudure de réparation est absolument requise par le code, elle doit être traitée comme une procédure hautement invasive. Le fait de réinjecter de la chaleur localisée dans un joint fini modifie de façon permanente la métallurgie et la stabilité dimensionnelle de l'ensemble de l'assemblage.
Dégradation HAZ
Chaque soudure crée une zone affectée par la chaleur (HAZ) - une zone de métal de base qui n'a pas été fondue mais dont la microstructure a été modifiée de façon permanente par une chaleur extrême.
Le ressoudage d'une contre-dépouille élargit considérablement cette ZHA. Dans des matériaux tels que l'acier inoxydable 304 ou les aciers faiblement alliés à haute résistance (HSLA), ce choc thermique secondaire provoque les effets suivants croissance sévère des grains et précipitation de carbure. Le résultat physique est une perte localisée de la résistance à la traction, une diminution de la résistance aux chocs et une baisse drastique de la résistance à la corrosion au niveau du bord du joint.
Cycles de chauffage répétés
Les métaux ont une mémoire thermique stricte. En soumettant un endroit spécifique à une cycle thermique secondaire (chauffage, fusion et refroidissement rapide) modifie fondamentalement ses propriétés mécaniques.
Dans les aciers au carbone, le refroidissement rapide d'une petite soudure de réparation localisée peut entraîner la formation de martensite fragile. Même si la rainure est maintenant physiquement remplie et visuellement acceptable, la réparation a secrètement créé une zone très fragile, sensible aux fissures, exactement là où la contrainte de charge dynamique sera la plus élevée.
Distorsion et contraintes résiduelles
L'ajout d'une passe de réparation signifie que l'on ajoute davantage de métal d'apport en fusion, qui se rétracte intrinsèquement en refroidissant. Cela introduit des les forces de retrait résiduelles dans le composant.
En particulier dans la fabrication de tôles, ce cycle thermique secondaire provoque de graves déformations et distorsions angulaires. Une pièce qui a d'abord échoué lors d'un contrôle visuel de la soudure peut réussir la reprise de la soudure, mais échouer immédiatement. contrôle des tolérances dimensionnelles au poste de contrôle final parce que le châssis ou le boîtier est maintenant déformé de façon permanente.
Conclusion
Les contre-dépouilles de soudage sont plus qu'un simple défaut de surface. Il modifie la géométrie du bord de la soudure, réduit l'épaisseur effective du matériau et augmente la concentration des contraintes dans les structures chargées. Dans les environnements de production, même une petite contre-dépouille peut entraîner des fissures de fatigue, des échecs d'inspection, des coûts de reprise ou une réduction de la durée de vie.
Une qualité de soudage stable n'est pas le fruit d'essais et d'erreurs dans l'atelier. Elle dépend de paramètres de soudage contrôlés, d'un ajustement cohérent, d'une préparation de surface appropriée et de la validation du processus avant le début de la production.
Chez Shengen, nous aidons nos clients à réduire les défauts de soudure, tant au niveau du prototypage que de la production en série. Notre équipe d'ingénieurs examine la conception des joints de soudure, la sélection des matériaux, les conditions d'ajustement et les paramètres de fabrication avant le début de la production. Envoyez-nous vos dessins ou les exigences du projet pour discuter de votre prochain projet de fabrication soudée.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes


Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
