Hinterschneidungen beim Schweißen werden oft als bloßer Schönheitsfehler abgetan. In der Werkstatt und in der Bautechnik wird er jedoch als eine strikte mechanische Haftung behandelt. Durch den Hinterschnitt wird entlang der Schweißnahtkante Grundmaterial abgetragen, wodurch sich die effektive Querschnittsfläche der Verbindung direkt verringert.
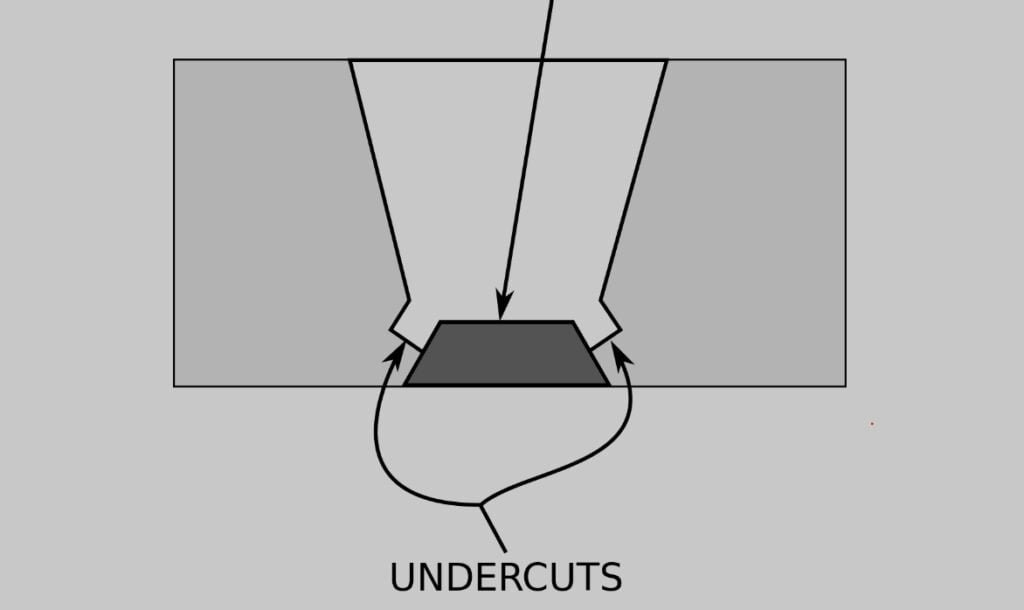
Ein Schweißhinterschnitt ist ein kritischer Rillenfehler, der an der Schweißnahtspitze in den Grundwerkstoff eingeschmolzen und nicht durch Zusatzwerkstoff aufgefüllt wird. Dadurch verringert sich die Querschnittsdicke des Bauteils und es entstehen scharfe Spannungserhöhungen, die anfällig für Ermüdungsversagen sind und in der Regel durch übermäßige Wärmezufuhr oder zu hohe Verfahrgeschwindigkeiten verursacht werden.
In diesem technischen Überblick werden die physikalischen Mechanismen untersucht, die Hinterschneidungen gefährlich machen. Wir werden auch die spezifischen Variablen in der Werkstatt behandeln, die sie auslösen, wie man stabile Produktionskontrollen einrichtet und die kritischen Schwellenwerte für die Entscheidung, ob ein hergestelltes Teil repariert oder verschrottet werden soll.
Warum Hinterschnitt beim Schweißen zu einem strukturellen Problem wird?
Hinterschnitte verändern die Geometrie und die mechanischen Eigenschaften einer geschweißten Baugruppe grundlegend. Wenn ein Teil aufgrund von Hinterschneidungen versagt, ist dies selten auf ein fehlendes Gesamtvolumen der Schweißnaht zurückzuführen; es versagt, weil der Fehler speziell die örtliche strukturelle Integrität beeinträchtigt.
Materialverlust an der Schweißnaht
Die physikalische Realität eines Hinterschnitts ist ein buchstäblicher Verlust von Grundwerkstoff. Während des Schweißvorgangs schmilzt der Grundwerkstoff durch die starke Hitze des Lichtbogens an der Schweißnaht - der kritischen Verbindung zwischen der Schweißfläche und dem Grundwerkstoff - auf.
Wenn das Zusatzmetall nicht richtig einfließt, um dieses geschmolzene Volumen zu ersetzen, bleibt eine dauerhafte Rille oder ein Graben zurück. Dieser Makel reduziert die geplante Dicke des Blechs genau an der Grenze der Fuge, wodurch die Tragfähigkeit des betreffenden Abschnitts sofort sinkt.
Stress-Konzentration
Ingenieure berechnen die Lastverteilung auf der Grundlage einer gleichmäßigen Materialstärke und glatter struktureller Übergänge. Eine Hinterschneidung unterbricht dies, indem sie eine scharfe, unregelmäßige geometrische Kerbe direkt auf die Oberfläche.
Wenn Zug- oder Biegekräfte auf das geschweißte Teil einwirken, können die Spannungslinien nicht gleichmäßig durch die Verbindung fließen. Stattdessen verdichten und vervielfachen sie sich um die Wurzel des Hinterschnitts. Diese örtliche Spannungskonzentration zwingt das Metall an der Kerbe, eine wesentlich höhere Last zu tragen, wodurch es gefährlich nahe an seine Streckgrenze heranrückt.
Initiierung von Ermüdungsrissen
Während eine statische Belastung ein Teil mit einer kleinen Hinterschneidung vielleicht nicht sofort zum Brechen bringt, sieht es bei dynamischen Belastungen ganz anders aus. In Schwermaschinen, Fahrzeugrahmen oder Druckbehältern sind die Teile ständigen Vibrationen und zyklischen Belastungen ausgesetzt.
Die Spannungskonzentration an einer hinterschnittenen Rille wirkt als perfekte Keimzelle für Metallermüdung. An der Unterseite der Kerbe bilden sich Mikrorisse, die sich im Laufe der Zeit durch die Wärmeeinflusszone (WEZ) ausbreiten und zu einem vorzeitigen Versagen der Struktur führen, lange bevor die erwartete Lebensdauer des Bauteils erreicht ist.
Ursachen für Schweißunterschnitt in der Werkstatt
Hinterschneidungen treten selten zufällig auf, sondern sind das direkte Ergebnis einer Fehlanpassung der Schweißparameter, der Arbeitstechnik oder der Materialhandhabung. Um die Grundursache zu ermitteln, muss das Gleichgewicht von Wärme und Materialauftrag untersucht werden.
Wärmeeintrag Bilanz
Der häufigste Auslöser für Unterschreitungen ist übermäßige Wärmezufuhr. Wenn der Schweißstrom (Stromstärke) oder die Lichtbogenspannung für die jeweilige Blechdicke zu hoch eingestellt ist, gräbt sich der Lichtbogen viel zu aggressiv in das Grundmetall ein.
Diese übermäßige Wärmeenergie schmilzt einen breiteren und tieferen Graben als vorgesehen. Infolgedessen entsteht ein Hohlraum, den das Standardvolumen an geschmolzenem Schweißdraht einfach nicht füllen kann, bevor die Schweißlache gefriert.
Abscheiderate für Zusatzwerkstoffe
Hinterschneidungen treten auch dann auf, wenn die Wärmezufuhr ausreichend ist, aber die Abscheidungsrate des Schweißzusatzes zu niedrig ist. Unter MIG-Schweißen (GMAW)deutet dies in der Regel auf eine Drahtvorschubgeschwindigkeit (WFS) die nicht mit der Spannung synchronisiert ist.
Der Lichtbogen verdrängt das Grundmetall, aber die unzureichende Zufuhr von Schweißdraht lässt die Kanten verhungern. Diese Fehlanpassung führt zu einer ausgeprägten, nicht gefüllten Rille, die sauber am oberen Rand der Schweißnaht verläuft.
Brennerwinkel und Lichtbogenkraft
Beim manuellen und halbautomatischen Schweißen gibt der Winkel des Brenners genau vor, wohin die Lichtbogenkraft gerichtet ist. Dies ist besonders bei T-Stößen und Kehlnähten zu beobachten. Wenn der Arbeitswinkel stark auf die vertikale Platte ausgerichtet ist, wird der Lichtbogen die vertikale Oberfläche aushöhlen.
Die Schwerkraft zieht dann das geschmolzene Schweißbad nach unten. bevor es in die vertikale Fuge eindringen kann. Dies hinterlässt einen deutlichen Hinterschnitt an der Oberkante der Verbindung. Die Beibehaltung eines ausgewogenen Arbeitswinkels und eines leichten Schleppwinkels (typischerweise 10° bis 15°) ist erforderlich, um die Wärme richtig zu verteilen und den Schweißzusatz in die Fugen zu drücken.
Fahrgeschwindigkeitsstabilität
Eine uneinheitliche Fahrgeschwindigkeit destabilisiert schnell die Dynamik des Schweißbades. Zu schnelles Bewegen der Fackel ist ein häufiger Fehler; die Kraft des Lichtbogens ritzt das Metall, aber die hohe Fahrgeschwindigkeit verhindert, dass die Schmelzepfütze mithalten kann und in die Kanten der Schweißnaht gespült wird.
Umgekehrt, zu langsam bewegen kann einen übermäßigen Hitzestau in einem begrenzten Bereich verursachen. Dies führt zu einem übermäßigen Schmelzen des Grundmetalls und dazu, dass die Pfütze ausläuft oder zusammenbricht, wodurch Material von den Schweißnähten weggezogen wird, anstatt sie zu füllen.
Material- und Prozessempfindlichkeit
Die Materialauswahl wirkt sich direkt auf die Hinterschneidungsempfindlichkeit aus. Die spezifische Wärmeleitfähigkeit eines Grundwerkstoffs und die Fließfähigkeit des Schmelzbades bestimmen genau, was an der Fügekante passiert, sobald die Schweißparameter vom Ziel abweichen.
Verhalten beim MIG-Schweißen
Das MIG-Schweißen (GMAW) ist sehr anfällig für Hinterschneidungen, da es auf die strikte Synchronisierung von Spannung und Drahtvorschubgeschwindigkeit angewiesen ist. Beim Betrieb in SprühübertragungsmodusDer Lichtbogen ist unglaublich kraftvoll und heiß und für ein tiefes Eindringen in dickere Bleche ausgelegt.
Übersteigt die Fahrgeschwindigkeit des Bedieners die Abscheidegeschwindigkeit des Zusatzdrahtes um sogar 10% bis 15%Dieser hochenergetische Lichtbogen gräbt im Wesentlichen einen Graben. Der Schweißdraht kann einfach nicht schnell genug schmelzen, um den Hohlraum zu füllen. Dies macht MIG sehr empfindlich gegenüber der Verfahrgeschwindigkeit, insbesondere bei automatisierten Roboterbahnen, bei denen die Parameter festgelegt sind, aber geringfügige Abweichungen bei den Verbindungen auftreten.
Aluminium Schweißen Pool Flow
Aluminium stellt eine besondere Herausforderung dar, denn seine Wärmeleitfähigkeit beträgt etwa fünfmal höher als die von Kohlenstoffstahl. Das Metall zieht die Wärme schnell aus der Schweißzone ab. Um dies auszugleichen, erhöhen die Bediener oft die Stromstärke, aber geschmolzenes Aluminium hat eine sehr niedrige Viskosität - es fließt fast wie Wasser.
Wenn die Lichtbogenkraft zu hoch ist, wird diese sehr flüssige Pfütze leicht aus der Verbindung herausgeschleudert. Da das umgebende Metall die Kanten so schnell abkühlt, gefriert das verdrängte geschmolzene Aluminium, bevor es zurückfließen kann und nass bis in die Zehenund hinterlässt einen scharfen Unterschnitt.
Rostfreier Stahl Wärmeverhalten
Im Gegensatz zu Aluminium sind rostfreie Stahlsorten (wie z. B. 304 und 316) haben eine schlechte Wärmeleitfähigkeit, was dazu führt, dass die Hitze des Lichtbogens sehr stark lokalisiert bleibt. Außerdem ist geschmolzener rostfreier Stahl von Natur aus träge und sehr zähflüssig.
Wenn zu viel Wärme zugeführt wird (z. B. bei Überschreitung einer Wärmezufuhr von 1,5 kJ/mm bei dünnen Blechen), schmilzt das Grundmetall an der Schweißnaht weg. Das dicke, träge Schweißbad lässt sich jedoch nicht so leicht nach außen spülen, um den Hohlraum zu füllen. Diese örtliche Überhitzung in Verbindung mit einer schlechten Fließfähigkeit des Schweißbades macht nichtrostenden Stahl sehr anfällig für Hinterschneidungen und erfordert eine präzise Steuerung der Parameter und häufig spezielle Schutzgasmischungen zur Verbesserung der Oberflächenspannung.
Fehlervermeidung: Produktionskontrollen in der Werkstatt
Hochwertige Massenproduktionsanlagen verlassen sich nicht darauf, Hinterschneidungen zu "reparieren"; sie entwickeln den Prozess so, dass sie vermieden werden. Die Beseitigung dieses Fehlers erfordert eine Verlagerung des Schwerpunkts von der Schweißkabine zurück auf die Verfahrenstechnik und die vorgelagerten Vorbereitungsphasen.
WPS-Parameter-Steuerung
Eine stabile Fertigung setzt voraus, dass der Bediener nicht mehr raten kann. Jede Konstruktionsschweißung muss nach einem validierten Verfahren ausgeführt werden. Schweißverfahrensspezifikation (WPS).
Eine strenge WPS definiert die genaue ±5% Betriebsfenster für Stromstärke, Spannung, Fahrgeschwindigkeit und Gasfluss für eine bestimmte Materialstärke. Indem die Bediener gezwungen werden, sich an diese technischen Parameter zu halten, verhindert das Werk mechanisch Ungleichgewichte zwischen Wärme und Draht. Diese strikte Einhaltung senkt die Kosten für manuelle Nacharbeit, da sie eine hohe Ausbeute beim ersten Durchgang gewährleistet.
Fit-Up-Konsistenz
Viele Hinterschneidungen werden tatsächlich in der Laserschneiden oder Abkantpresse Abteilung, nicht durch den Schweißer. Schlechte Passung der Teile führt zu uneinheitlichen Fugenabständen. Wenn zum Beispiel ein Spalt mehr als 1,5 mm oder 10% der Materialdicke auf einer dünnen Platte ist der Bediener gezwungen, die Geschwindigkeit zu verringern und den Brenner übermäßig zu bewegen, um die Lücke zu schließen.
Durch dieses örtliche Verweilen wird unkontrollierte Wärme in das Grundmetall gepumpt, was unweigerlich zum Wegschmelzen der Zehen führt. Eng kontrollierte Laserschnitt-Toleranzen im Vorfeld sind der kostengünstigste Weg, um Nacharbeit beim Schweißen zu vermeidenDadurch wird die Gesamtproduktionsrentabilität drastisch verbessert.
Vorbereitung der Oberfläche
Oberflächenverunreinigungen verändern das Verhalten der Schmelzepfütze. Walzzunder, schwere Oxide, Kühlschmierstoffe oder Rost können das Verhalten der Schmelze drastisch verändern. Oberflächenspannung des Grundmetalls, wodurch verhindert wird, dass der geschmolzene Zusatzwerkstoff reibungslos in die Fugenränder einfließt.
Vorschrift einer strikten mechanischen Reinigung zur Entfernung von Oxyden, mindestens 10 mm bis 15 mm von der Fugenkante entfernt ist entscheidend. Diese saubere Zone verhindert, dass der Lichtbogen abwandert und sich aggressiv in die Zehen bohrt, und sorgt dafür, dass die Pfütze perfekt mit dem Grundmetall abschließt.
Prozessüberwachung in Echtzeit
Im modernen Rapid Prototyping und in der automatisierten Fertigung ist es eine kostspielige Angelegenheit, sich ausschließlich auf die visuelle Prüfung nach dem Schweißen zu verlassen. Moderne Produktionslinien nutzen Echtzeit-Lichtbogenüberwachungssysteme die Spannungs- und Stromstärkeschwankungen im Millisekundenbereich kontinuierlich verfolgen.
Wenn das System eine Spannungsspitze erkennt (die anzeigt, dass die Lichtbogenlänge zugenommen hat und das Metall aushöhlt), passt es automatisch die Drahtvorschubgeschwindigkeit an oder löst einen sofortigen Stopp aus. Dieser geschlossene Regelkreis erfasst genau die Bedingungen, die einen Unterschnitt verursachen, und sorgt für eine gleichbleibende Qualität. Verringerung der Ausschussrate bei großen Mengen um über 30% und die Kosten pro Teil streng unter Kontrolle zu halten.

Identifizierung von Defekten: Inspektionsstandards und Kompromisse bei der Reparatur
Ein erneutes Schweißen sollte niemals die Standardreaktion auf einen Hinterschnitt sein. Wenn ein kleinerer Fehler einem zweiten Wärmezyklus unterzogen wird, wird die Struktur oft stärker geschädigt als der ursprüngliche Fehler.
Praktische Grenzwerte für die Sichtprüfung
Die erste Schutzmaßnahme ist eine gründliche Sichtprüfung mit einem kalibrierten V-WAC (Visual Weld Acceptance Criteria) Messgerät. Da die Hinterschneidung in die Schweißnahtspitze übergeht, ist sie in einer geschäftigen Werkstatt bekanntermaßen schwer zu erkennen.
Eine praktische, unmittelbare Regel ist der "Fingernageltest" - wenn ein Fingernagel sauber in der Rille entlang der Schweißnaht einrastet, ist der Fehler scharf genug. Kerbschärfe um eine physische Messung zu rechtfertigen. In diesem Stadium müssen die genaue Tiefe und Länge der Hinterschneidung anhand der technischen Zeichnungen aufgezeichnet werden, um den nächsten Schritt zu bestimmen.
AWS- und ISO-Toleranzen
Die Akzeptanzkriterien sind streng durch internationale Normen definiert, nicht durch persönliche Meinungen oder Präferenzen der Betreiber. Unter AWS D1.1 (Schweißnormen für Stahlkonstruktionen)eine Hinterschnitttiefe von bis zu 1mm (1/32 Zoll) könnte für statisch belastete, unkritische Strukturen akzeptabel sein.
Bei zyklisch belasteten Teilen, bei denen Ermüdung die Hauptversagensart ist, sinkt die Toleranz jedoch drastisch. ISO 5817 Stufe B (die höchste Qualitätsstufe) schreibt vor, dass der Unterschnitt nicht größer sein darf als 0,5 mm. Bei hochkritischen Anwendungen in der Luft- und Raumfahrt oder bei dynamischer Belastung ist die Toleranz gleich null.
NDT-Prüfung
Eine Sichtprüfung ist bei Innen- oder Wurzelhinterschneidungen nutzlos, insbesondere bei tiefen Durchdringungsverbindungen, schweren Konstruktionsrohren oder Rohrkonfigurationen. Für hochbelastete Strukturbleche oder druckhaltende Komponenten, Zerstörungsfreie Prüfung (NDT) ist obligatorisch.
Techniken wie Ultraschallprüfung (UT) oder Durchstrahlungsprüfung (RT) werden eingesetzt, um unter die Oberfläche zu schauen. UT ist außerordentlich effektiv, wenn es darum geht, Schallwellen von der verborgenen Geometrie einer Wurzelhinterschneidung abprallen zu lassen, was den Ingenieuren genaue, quantifizierbare Daten über den internen effektiven Dickenverlust liefert.
Mechanisches Blending vs. Rewelding
Wenn ein Hinterschnitt geringfügig außerhalb der zulässigen Toleranzen liegt (z. B. 0,6 mm, obwohl der Grenzwert bei 0,5 mm liegt), wird oft instinktiv eine schnelle Schweißnaht hinzugefügt. Dies ist häufig ein Fehler.
Wenn das Grundmetall dick genug ist, mechanische Vermischung mit einem Hartmetallfräser oder einer Fächerscheibe wird stark bevorzugt. Durch das Herausschleifen der scharfen Kerbe in einen glatten, gerundeten Übergang (typischerweise ein 3:1 oder 4:1 Konus) wird die Spannungskonzentration vollständig beseitigt. Mechanisches Abschleifen ist wesentlich billiger, schneller und strukturell sicherer, als das Teil einer weiteren extremen Hitzeeinwirkung auszusetzen.
Wenn das Umschweißen neue Probleme schafft
Wenn eine Reparaturschweißung vom Gesetzgeber zwingend vorgeschrieben ist, muss sie als hochinvasives Verfahren behandelt werden. Das Zurückführen von lokaler Wärme in eine fertige Verbindung verändert dauerhaft die Metallurgie und die Maßhaltigkeit der gesamten Baugruppe.
HAZ-Zersetzung
Bei jeder einzelnen Schweißung entsteht eine Wärmeeinflusszone (WEZ) - ein Bereich des Grundmetalls, der nicht geschmolzen wurde, sondern dessen Gefüge durch die extreme Hitze dauerhaft verändert wurde.
Durch das erneute Schweißen eines Hinterschnitts wird diese WEZ erheblich vergrößert. Bei Werkstoffen wie rostfreiem Stahl 304 oder hochfesten, niedrig legierten Stählen (HSLA) verursacht dieser sekundäre Wärmeschock starkes Kornwachstum und Karbidausscheidungen. Das physikalische Ergebnis ist ein lokaler Verlust der Zugfestigkeit, eine verringerte Schlagzähigkeit und ein drastischer Abfall der Korrosionsbeständigkeit direkt an der Verbindungsstelle.
Wiederholte Wärmezyklen
Metalle haben ein strenges thermisches Gedächtnis. Wird eine bestimmte Stelle einer sekundärer Wärmekreislauf (Erhitzen, Schmelzen und schnelles Abkühlen) seine mechanischen Eigenschaften grundlegend verändert.
Bei Kohlenstoffstählen kann die schnelle Abkühlung einer kleinen, lokal begrenzten Reparaturschweißung zur Bildung von spröder Martensit. Während die hinterschnittene Rille nun physisch gefüllt und optisch akzeptabel sein mag, hat die Reparatur insgeheim eine sehr spröde, rissempfindliche Zone geschaffen, und zwar genau dort, wo die dynamische Lastbeanspruchung am höchsten sein wird.
Verformung und Eigenspannung
Ein zusätzlicher Reparaturdurchgang bedeutet, dass mehr geschmolzener Zusatzwerkstoff hinzugefügt wird, der beim Abkühlen schrumpft. Dies führt zu massiven, lokal begrenzten Restschwindungskräfte in die Komponente.
Insbesondere bei der Blechverarbeitung führt dieser sekundäre Wärmezyklus zu starkem Verzug und Winkelverformung. Ein Teil, das zunächst eine visuelle Schweißnahtprüfung nicht bestanden hat, könnte die Nacharbeit beim Schweißen bestehen, um dann sofort zu versagen Maßtoleranzprüfungen an der endgültigen QC-Station, weil das Chassis oder Gehäuse nun dauerhaft verzogen ist.
Schlussfolgerung
Schweißnahtunterschnitt ist mehr als ein Oberflächenfehler. Er verändert die Schweißnahtgeometrie, verringert die effektive Materialstärke und erhöht die Spannungskonzentration in belasteten Strukturen. In Produktionsumgebungen kann selbst ein kleiner Hinterschnitt zu Ermüdungsrissen, Inspektionsausfällen, Nacharbeitskosten oder verkürzter Lebensdauer führen.
Stabile Schweißqualität entsteht nicht durch Versuch-und-Irrtum-Einstellungen in der Werkstatt. Sie hängt von kontrollierten Schweißparametern, gleichmäßigem Einpassen, ordnungsgemäßer Oberflächenvorbereitung und Prozessvalidierung ab, bevor die volle Produktion beginnt.
Shengen unterstützt seine Kunden bei der Reduzierung von Schweißfehlern sowohl bei der Herstellung von Prototypen als auch bei der Massenproduktion. Unser Ingenieurteam prüft die Schweißnahtkonstruktion, die Materialauswahl, die Einbaubedingungen und die Fertigungsparameter, bevor die Produktion beginnt. Senden Sie uns Ihre Zeichnungen oder Projektanforderungen, um Ihr nächstes Schweißkonstruktionsprojekt zu besprechen.
Hey, ich bin Kevin Lee

In den letzten 10 Jahren bin ich in verschiedene Formen der Blechbearbeitung eingetaucht und teile hier coole Erkenntnisse aus meinen Erfahrungen in verschiedenen Werkstätten.
Kontakt aufnehmen
Kevin Lee
Ich verfüge über mehr als zehn Jahre Berufserfahrung in der Blechverarbeitung und bin auf Laserschneiden, Biegen, Schweißen und Oberflächenbehandlungstechniken spezialisiert. Als Technischer Direktor bei Shengen bin ich bestrebt, komplexe Fertigungsherausforderungen zu lösen und Innovation und Qualität in jedem Projekt voranzutreiben.
Verwandte Ressource


Elektrolytisch verzinkter Stahl: Leitfaden zur Verarbeitung und Auswahl

Stanzen vs. Laserschneiden: Kosten, Geschwindigkeit und DFM-Zwischenziele
