Manufacturers often struggle to join metal parts efficiently and reliably. Traditional welding methods can be slow, costly, and require highly skilled operators. Electric Resistance Welding (ERW) offers a solution to these challenges. This process combines speed, precision, and cost-effectiveness for various metal joining applications.
Electric Resistance Welding is a process that joins metal parts by passing an electric current through them while applying pressure. The resistance to this current generates heat, which melts the metal at the contact points. As the molten metal cools, it forms a solid bond between the pieces.
Are you curious about how ERW works in practice? Let’s explore the details of this welding technique. We’ll cover its applications, advantages, and why it’s a go-to method for many industries.
Types of Electric Resistance Welding
Electric Resistance Welding comes in various forms. Each type has its unique applications and benefits.
Spot Welding
Definition and Applications of Spot Welding
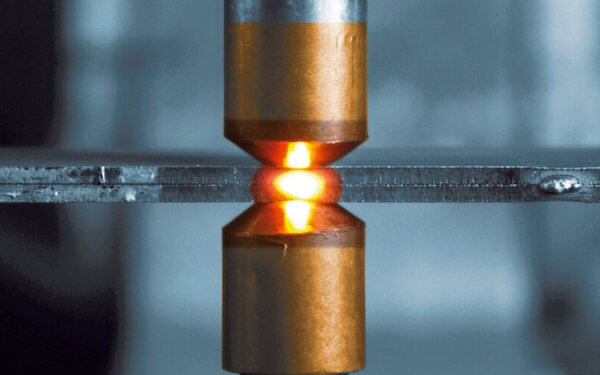
Spot welding joins metal sheets at specific points. It uses copper electrodes to apply pressure and pass an electric current through the metal. The heat generated melts the metal, creating a weld nugget when cooled. This method is widely used in automotive manufacturing, appliance production, and electronics assembly.
Critical Advantages of Spot Welding
Spot welding offers several benefits. It’s fast, making it ideal for high-volume production. The process is easily automated, improving consistency and efficiency. Spot welds are solid and clean, requiring little to no finishing. This method works well with various metals, including steel, aluminum, and nickel alloys.
Seam Welding
What is Seam Welding?
Seam welding is a continuous version of spot welding. It uses wheel-shaped electrodes that roll along the joint, creating a series of overlapping spot welds. This results in a long, continuous weld seam. Depending on the application, the process can be intermittent or continuous.
Typical Uses of Seam Welding
Seam welding shines in applications requiring long, leak-proof joints. It’s commonly used to produce fuel tanks, drums, and pipes. The food industry uses seam welding for cans and containers. It’s also found in the manufacturing of radiators and heat exchangers. Seam welding provides solid and reliable joints for products that need to be watertight or airtight.
Projection Welding
How Projection Welding Differs from Other Methods
Projection welding stands out from other ERW methods. It uses raised areas, or projections, on one of the workpieces. These projections concentrate on the welding current and pressure. When the current flows, the projections collapse, forming the weld. This technique allows for precise control of weld size and location.
Common Industries Using Projection Welding
The automotive industry relies heavily on projection welding, which is used to attach nuts, bolts, and studs to sheet metal. The electronics sector uses it for battery connections and minor component assembly. Appliance manufacturers employ projection welding for internal parts and fastenings. It’s also common in the production of electrical switchgear and transformers.
Flash Welding
The Flash Welding Process Explained
Flash welding is a unique ERW process. It involves bringing two metal pieces together under pressure. A high current passes through the contact point, creating intense heat. This heat causes the metal to melt and “flash” away. The pieces are forced together as the flashing occurs, forming a solid weld across the cross-section.
Where Flash Welding is Most Effective
Flash welding excels in joining large, symmetrical parts. It’s ideal for welding railroad rails, creating continuous pipelines, and manufacturing automotive axles. The aerospace industry uses flash welding for jet engine parts. It’s also practical for joining dissimilar metals, making it valuable in specialized manufacturing.
High-Frequency Resistance Welding (HFRW)
Overview of HFRW
HFRW uses high-frequency electrical currents to create welds. The high frequency concentrates the heat at the surface of the metal. This allows for fast, efficient welding without heating the entire workpiece. HFRW produces clean, narrow welds with minimal heat-affected zones.
Applications of HFRW in Pipe Manufacturing
HFRW is a go-to method in pipe manufacturing. It creates longitudinal seams in steel pipes. The process can weld pipes at high speeds, making it ideal for mass production. HFRW produces pipes with smooth internal and external weld beads, which is crucial for applications in oil and gas, water transportation, and structural support.
How Electric Resistance Welding Works
Electric Resistance Welding (ERW) is a fascinating process that combines electrical and mechanical principles. Let’s examine its workings and key elements.
The Science Behind Electric Resistance Welding
ERW relies on a simple yet powerful concept: electrical resistance. When an electric current flows through a conductor, it encounters resistance, which generates heat. In ERW, we use this heat to melt and join metals. The process concentrates the current at the point of contact between the metal pieces, creating a localized heat zone perfect for welding.
Understanding Heat Generation in ERW
Heat generation in ERW is all about Joule heating. As current passes through the metal, it encounters resistance. The heat produced depends on current, resistance, and time. By controlling these variables, welders can achieve the precise temperature for different metals and thicknesses. The heat melts the metal at the joint, creating a weld pool that solidifies into a strong bond.
The Role of Pressure in ERW Processes
Pressure plays a crucial role in ERW. It serves two primary purposes. First, it ensures good contact between the metal pieces, which is essential for current flow and heat generation. Second, pressure helps force out impurities and oxides from the weld zone.
Critical Equipment Used in ERW
ERW relies on specialized equipment to achieve precise results. The main components include:
- Power supply: Provides the electrical current needed for welding.
- Electrodes: Conduct current to the workpieces and apply pressure.
- Control system: Manages current flow, timing, and pressure application.
- Cooling system: Prevents overheating of equipment and workpieces.
- Fixtures: Hold the workpieces in place during welding.

Materials Suitable for Electric Resistance Welding
Electric Resistance Welding (ERW) is versatile in terms of materials. However, not all metals are equally suitable for this process. Let’s explore which materials work best with ERW and why.
Metals That Can Be Welded with ERW
ERW works well with a range of metals. Steel is the most common, but there are other options. Other suitable materials include:
- Low-carbon steel
- Stainless steel
- Nickel alloys
- Aluminum alloys
- Copper alloys
- Titanium alloys
The critical factor is electrical resistivity. Metals with moderate resistivity work best. They generate enough heat for welding without requiring excessive current.
Advantages of Using Steel in ERW
Steel is the go-to material for ERW. It offers several advantages:
- Consistent electrical properties
- Good heat conductivity
- High strength after welding
- Wide availability
- Cost-effectiveness
Steel’s electrical resistance is ideal for ERW. It generates heat efficiently at the weld point, resulting in strong, reliable welds. Different grades of steel can be welded to suit various applications.
Advantages of Electric Resistance Welding
High Efficiency and Speed
- Completes welds in seconds, enabling high production rates
- Ideal for mass manufacturing operations
- Automated systems handle continuous welding with minimal downtime
- Reduces labor costs and increases overall productivity
Minimal Material Distortion
- Produces welds with smaller heat-affected zones than many other methods
- Localized heating minimizes distortion in the surrounding material
- Crucial for maintaining the integrity of thin-walled parts
- Less post-weld processing is required, saving time and resources
Energy Efficiency in the Welding Process
- It uses electrical energy efficiently by generating heat directly at the weld point
- Minimizes energy waste compared to methods that heat larger areas
- Requires less overall energy input than some other welding techniques
- Lower operating costs and reduced environmental impact
Cost-Effectiveness of ERW for Large-Scale Production
- Initial setup costs are offset by speed and efficiency in high-volume production
- Lower labor costs due to high level of automation possible
- Allows use of thinner materials in some applications, reducing raw material expenses
- Precision minimizes scrap and rework, further cutting production costs

Challenges and Limitations of Electric Resistance Welding
Thickness Limitations of Weldable Materials
- Best suited for thin to medium-thickness materials, typically up to 3mm
- Difficulty in welding thicker materials due to increased power requirements
- Uneven heating can occur in thicker pieces, leading to inconsistent welds
- May require alternative welding methods for heavy-duty applications
Potential Issues with Weld Quality
- Risk of incomplete fusion if welding parameters are not correctly set
- Possibility of internal defects that are not visible on the surface
- Susceptibility to contamination from surface oxides or coatings
- Challenges in achieving consistent weld quality across long seams
Necessary Pre-Welding Preparation
- Requires clean, oxide-free surfaces for optimal weld quality
- May need degreasing or chemical cleaning of workpieces
- Precise alignment of parts is critical for successful welding
- The potential need for specialized fixturing or positioning equipment
Maintenance of ERW Equipment
- Regular inspection and replacement of electrode wheels or contact tips
- Periodic calibration of welding parameters to maintain consistency
- Cleaning and maintenance of power supply and control systems
- Potential downtime for equipment repairs or adjustments
Conclusion
Electric Resistance Welding is a powerful, efficient method for joining metals. It offers speed, precision, and cost-effectiveness, making it ideal for many manufacturing applications. While ERW has limitations in material thickness and requires careful preparation, its benefits often outweigh these challenges. ERW continues to evolve as technology advances, expanding its capabilities and applications across industries.
Do you need a reliable sheet metal parts manufacturer? Shengen is the place to go. We specialize in sheet metal laser cutting, bending, surface finish, and CNC Machining. Reach out to Shengen Today and seek help from professionals!
FAQs
What is the difference between ERW and arc welding?
ERW uses electrical resistance to generate heat, while arc welding creates an electric arc between an electrode and the workpiece. ERW is faster and more suitable for thin materials, while arc welding handles thicker materials and offers more versatility in joint types.
Can all metals be welded using electric resistance welding?
Not all metals are suitable for ERW. It works best with metals that have moderate electrical resistance, like steel. Some non-ferrous metals can be welded but may require special techniques. Highly conductive metals like pure copper are challenging for ERW.
How does ERW impact production efficiency in the automotive industry?
ERW significantly boosts efficiency in automotive production. It allows for rapid, automated welding of body panels and components. The speed and consistency of ERW enable high-volume production, reducing assembly time and labor costs while maintaining quality.
What is the voltage for electric resistance welding?
The voltage for ERW varies depending on the specific application and material thickness. Typically, it ranges from 4 to 12 volts. However, the current is more critical in ERW, ranging from 1,000 to 100,000 amperes. Combining low voltage and high current is vital to ERW’s effectiveness.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


