Drilling holes is a common machining task, but blind holes present unique challenges. They require precise depth control, clean finishes, and careful material removal. Without the right approach, problems like poor accuracy, rough surfaces, or tool breakage can occur. Engineers and machinists need the best techniques to ensure perfect results.
Blind holes are everywhere in manufacturing, from automotive parts to consumer electronics. But getting them right requires more than just drilling. Let’s explore the key steps and tips to ensure your blind holes meet design specifications every time.
What Is a Blind Hole?
A blind hole is a hole drilled, milled, or bored into a material that doesn’t penetrate through to the other side. Unlike through holes, blind holes have a defined depth and a bottom surface. They are commonly used in applications where a fastener or component needs to sit flush or be hidden within the material.
Blind holes can be challenging to machine because of their closed-end design. Unlike through holes, where chips can exit quickly, blind holes trap chips inside. This can lead to poor surface finishes, tool wear, and even tool breakage if not appropriately managed.
Types of Blind Holes
Blind holes come in several configurations depending on the application requirements:
| Type | Description | Common Applications |
|---|---|---|
| Flat-Bottom | Ends with a flat surface perpendicular to the hole axis | Component mounting, precise depth requirements |
| Conical-Bottom | Ends with a conical point from the drill tip | General purpose applications where exact bottom geometry isn't critical |
| Threaded | Internal threads cut into the hole wall | Fastener attachment without penetrating through the material |
| Counterbored | Larger diameter section at the top of the hole | Recessed bolt heads, multi-level component assembly |
How to Drill a Blind Hole?
Drilling a blind hole requires precision and the right approach. Here’s a step-by-step guide to help you achieve accurate and clean blind holes:
Step 1:Select the Right Tool
- Use a drill bit designed for blind holes, such as a flat-bottom drill or an end mill. These tools help create a flat and smooth bottom surface.
- Ensure the drill bit is sharp and in good condition to avoid rough finishes or tool failure.
Step 2:Mark the Hole Location
- Use a center punch to mark the exact spot where the hole will be drilled. This prevents the drill bit from wandering and ensures accuracy.
Step 3:Set the Depth
- Use a depth stop on your drill press or CNC machine to control the drilling depth. Double-check the depth setting before starting to avoid errors.
Step 4:Start Drilling
- Begin drilling at a slow speed to maintain control and accuracy.
- Use peck drilling (drilling in small increments) to break up chips and allow them to escape the hole. This reduces the risk of clogging and tool damage.
Step 5:Apply Cutting Fluid
- Use cutting fluid to lubricate the drill bit and flush out chips. This improves tool life and ensures a smoother finish.
Step 6:Finish the Bottom Surface
- After drilling, use a dull tool or end mill to flatten and smooth the bottom of the hole.
- Check the surface finish with a profilometer or visual inspection to ensure it meets specifications.
Step 7:Clean the Hole
- Remove any remaining chips or debris from the hole using compressed air or a brush.
Machining Techniques for Blind Holes
Different machining processes offer unique benefits when creating blind holes. Your part requirements will determine which method works best for your application.
Drilling Blind Holes
Drilling is the most common method for creating blind holes. Use a drill bit with a flat bottom or an end mill for better results. Set the depth accurately using a depth stop or CNC programming. Use peck drilling to manage chips and cutting fluid to improve tool life and surface finish.
CNC Machining Blind Holes
CNC machining offers high precision for blind holes. Program the CNC machine to control the depth, speed, and feed rate accurately. Use tools like flat-bottom drills or end mills to achieve a smooth bottom surface. CNC machines also allow for automated peck drilling, making chip evacuation easier.
Tapping and Threading Blind Holes
Tapping blind holes requires careful attention to depth and chip removal. Use a tap designed for blind holes, which has a tapered end to help with alignment. Apply cutting fluid to reduce friction and break chips. For CNC machines, use rigid tapping to ensure precise thread depth and alignment.
Milling Blind Holes
Milling is ideal for creating flat-bottom blind holes. Use an end mill to achieve a smooth and precise bottom surface. Control the depth and feed rate to avoid tool deflection and ensure accuracy. Milling also allows for better chip evacuation compared to drilling, especially in deeper holes.

How to Clean Blind Holes?
Cleaning blind holes is a critical step to ensure they function correctly and meet quality standards. Trapped debris can cause assembly problems, corrosion, and poor adhesion when applying coatings or adhesives.
Start with compressed air to blast out loose chips and cutting fluid—use a regulated air gun with a narrow nozzle that can reach the bottom of the hole. For deeper holes, use extension tubes on your air gun to direct airflow to the bottom of the cavity.
For stubborn residue, use blind hole brushes (specialized cylindrical brushes with diameters matching your hole size). Insert the brush into the bottom of the hole and rotate it to scrub the sides and bottom surface. Combine brushing with a suitable solvent that cuts through oils and coolants.
Vacuum extraction systems can pull debris from blind holes when other methods fall short. Connect a small vacuum tube to a shop vacuum and insert it into the hole to extract particles and fluids.
For threaded blind holes, use thread cleaning tools that match your thread pitch and diameter. These specialized brushes clean between thread peaks without damaging the threads themselves.
Drill Depth Clearance in Blind Holes
Proper depth clearance is essential when machining blind holes. Without it, you face problems with chip packing, poor thread engagement, and assembly issues.
Understanding Drill Depth Clearance
Drill depth clearance refers to the extra space left at the bottom of a blind hole beyond the functional depth needed. This additional space serves several critical purposes in manufacturing and assembly.
For threaded blind holes, clearance prevents the end of the fastener from bottoming out before fully engaging the threads. Industry standards typically recommend a clearance of 1.5 times the thread pitch plus the chamfer length of the fastener.
In assembly applications, depth clearance accounts for tolerance stack-up and prevents interference between mating parts. This small buffer zone makes assembly easier and prevents stress on components.
Calculating Proper Clearance
For general machining purposes, a good rule of thumb is to add clearance equal to 10-15% of the hole diameter or at least 0.050″ (1.27mm), whichever is greater. This provides adequate space for chips and tools to run without wasting material.
For threaded holes, calculate clearance using this formula:
Clearance = (Thread Pitch × 1.5) + Fastener Chamfer Length + 0.020″
The 0.020″ is a safety factor that accounts for drill point variation and depth control limitations.
What is the Callout Symbol of a Blind Hole?
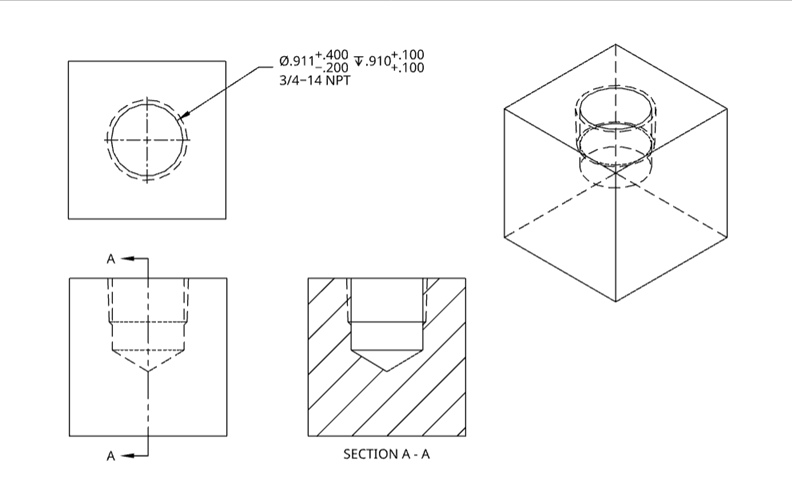
In engineering drawings, blind holes are represented using specific callout symbols to communicate their dimensions and specifications clearly. Here’s how blind holes are typically called out:
Depth Symbol (↧)
- The depth of a blind hole is indicated by the depth symbol (↧), followed by the depth value. For example, “↧ 10” means the hole has a depth of 10 mm.
Diameter Symbol (⌀)
- The diameter of the hole is indicated by the diameter symbol (⌀), followed by the diameter value. For example, “⌀ 6” means the hole has a diameter of 6 mm.
Combined Callout
- A typical blind hole callout combines the diameter and depth symbols. For example, “⌀ 6 ↧ 10” means a hole with a diameter of 6 mm and a depth of 10 mm.
Additional Specifications
- If the hole requires threading, the thread size and pitch are added. For example, “M6 x 1 ↧ 10” means a 6 mm metric thread with a 1 mm pitch and a depth of 10 mm.
- Surface finish requirements or tolerances may also be included if necessary.
Example Callout
- Blind Hole: ⌀ 8 ↧ 15
- Threaded Blind Hole: M8 x 1.25 ↧ 12
Difference Between Through-Hole and Blind Hole
Through-holes and blind holes serve different purposes in manufacturing and design. Here’s a clear breakdown of their differences:
Definition
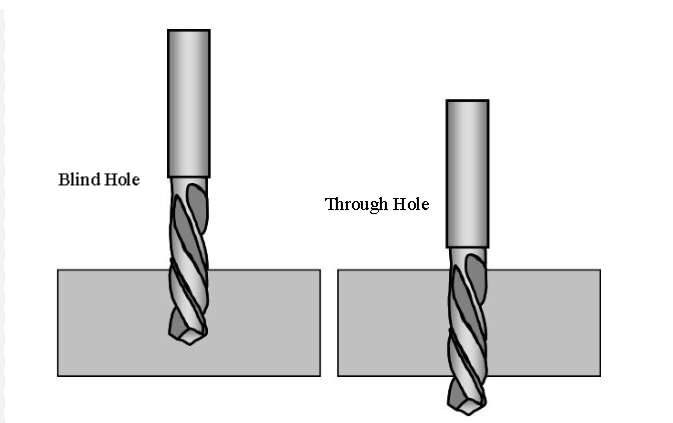
- Through-Hole: A hole that passes entirely through a material, exiting on the opposite side.
- Blind Hole: A hole that does not go all the way through the material. It has a specific depth and a closed bottom.
Applications
- Through-Hole: Commonly used for fasteners like bolts, screws, or pins that need to pass through the material. It is also used for wiring, plumbing, or ventilation.
- Blind Hole: Used for threading, fastening, or enclosure components where the hole does not need to exit the material. It is often used to hide fasteners or create a clean finish.
Machining Process
- Through-Hole: Easier to machine because chips can exit through the opposite side. There is no need to control depth precisely (unless specified).
- Blind Hole: More challenging to machine due to chip evacuation and depth control. Requires precise tools and techniques to achieve the correct depth and finish.
Other Types of Holes in Engineering and Machining
Besides blind holes and through holes, there are several other types of holes used in engineering and machining. Each type serves a specific purpose and requires unique machining techniques. Here’s an overview:
Counterbore Holes
- A counterbore hole has a larger diameter at the top and a smaller diameter below. It is used to recess fastener heads, such as bolts or screws, below the material surface.
- Example Callout: ⌀ 10 ↧ 5, ⌀ 6 ↧ 15 (a 10 mm counterbore with a depth of 5 mm and a 6 mm through-hole).
Countersink Holes
- A countersunk hole has a conical opening at the top, allowing flat-head screws or bolts to sit flush with the material surface.
- Example Callout: ⌀ 6, 90° (a 6 mm hole with a 90-degree countersink).
Tapped Holes
- A tapped hole has internal threads cut into it, allowing screws or bolts to be threaded directly into the material.
- Example Callout: M6 x 1 ↧ 10 (a 6 mm metric thread with a 1 mm pitch and a depth of 10 mm).
Spotface Holes
- A spotface hole is a shallow, flat-bottomed hole created to provide a smooth surface for fastener heads or washers. It is similar to a counterbore but shallower.
- Example Callout: ⌀ 12 ↧ 2 (a 12 mm spotface with a depth of 2 mm).
Reamed Holes
- A reamed hole is a precisely sized and smooth hole created using a reamer. It is used when tight tolerances and a fine surface finish are required.
- Example Callout: ⌀ 10 H7 (a 10 mm hole with an H7 tolerance).
Conclusion
Blind holes are holes that don’t go all the way through a material, featuring a specific depth and a closed bottom. They are widely used in industries like automotive, aerospace, and electronics for threading, fastening, and housing components. Machining blind holes requires precision, the right tools, and careful attention to depth, chip evacuation, and surface finish.
If you’re looking for expert guidance or high-quality machining services for blind holes or other complex features, we’re here to help. Contact us today to discuss your project requirements and get a customized solution tailored to your needs.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


