Modern product designs often require tight bends, clean finishes, and high repeatability. However, not all bending methods can meet those needs. Press brake forming could be the solution. It offers precise control, works with different metals, and suits small and large batches.
Press brake forming sounds simple, but there’s more to it. Please keep reading to see how it works and why it matters for your project.
What Is Press Brake Forming?
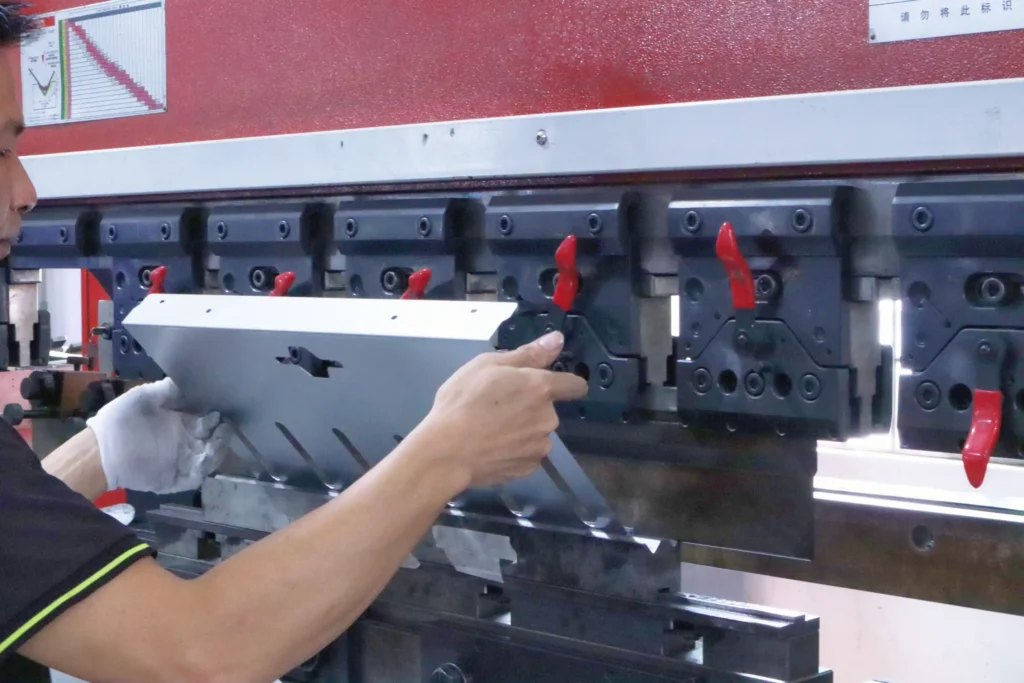
Press brake forming is a process that bends sheet metal by pressing it between a punch and a die. The punch moves down to push the metal into the die, creating a bend. The angle and shape depend on the punch, die, and press depth.
The key idea behind press brake forming is controlled force. The press brake applies pressure along a straight axis. This force bends the metal without cutting or breaking it.
The bending angle depends on how far the punch travels into the die. Material type, thickness, and width also affect the result. Operators can adjust force, speed, and position for better accuracy.
Key Components of a Press Brake
A press brake has a few main parts:
- Frame: The body that holds everything in place.
- Ram (or Slide): Moves up and down to press the punch into the die.
- Punch: The top tool that shapes the metal.
- Die: The bottom tool that supports the bend.
- Back gauge: Helps position the metal sheet correctly before bending.
- Control system: Manual or CNC, it sets and manages bending parameters.

How Does Press Brake Work?
Knowing the steps of press brake forming helps you understand where precision and planning matter most. Each stage affects your part’s final shape, quality, and efficiency.
Step 1: Preparing the Material
Start by choosing the right sheet metal. Thickness, size, and type affect how it bends. Make sure the sheet is flat, clean, and free of scratches. This helps prevent errors during bending.
Then, check your bend line positions. Mark them clearly or load the design into the CNC system if it’s automated.
Step 2: Setting Up the Press Brake
Install the right punch and die based on the desired bend radius and material. Make sure they’re properly aligned and securely locked in place.
Adjust the back gauge. It positions the metal so the bend lands in the correct spot. For CNC systems, input the part dimensions and bend angles into the control unit.
Step 3: Positioning the Sheet Metal
Place the sheet against the back gauge. The gauge holds it in the correct position for each bend. Operators check the alignment to make sure the sheet sits flat and straight.
Some press brakes use clamping systems to hold the sheet in place.
Step 4: Bending the Metal
Once everything is set, the ram lowers the punch into the die. Depending on the die, this action forces the metal into a V or U shape.
The press stops when the set depth or angle is reached. CNC machines monitor this in real-time using sensors and software.
Step 5: Inspecting the Result
After bending, check the part. Measure the angle, position, and dimensions. If it’s off, adjust the press brake or the back gauge before the next cycle.
Repeat the process for each bend in the part. Multi-bend parts may require repositioning the sheet between bends.
Common Materials Used in Press Brake Forming
The material choice affects the bending process. Different metals behave differently under pressure. Here’s a look at everyday materials used in press brake forming.
- Mild Steel: Mild steel is the most used material in press brake work. It’s strong, affordable, and easy to form. It bends without cracking and holds its shape well.
- Stainless Steel: Stainless steel is more rigid and more resistant to corrosion. It needs more force to bend than mild steel.
- Aluminum: Aluminum is lightweight and corrosion-resistant. It bends easily but is more prone to cracking if overworked.
- Copper and Brass: Copper and brass are softer and more decorative. They bend well but can scratch or deform if not handled carefully.
- Galvanized Steel: Galvanized steel has a zinc coating that resists rust. It bends like mild steel but requires clean tools to avoid damaging the coating.
Types of Press Brakes
Each press brake type has unique advantages for different manufacturing needs. Here’s how they compare.
Mechanical Press Brakes
Mechanical press brakes use a flywheel powered by an electric motor. When engaged, the flywheel drives the ram down to bend the metal.
These machines are fast and strong. They work well for simple, repetitive jobs. However, they offer less control during the stroke and require more adjustments once the motion begins.
Hydraulic Press Brakes
Hydraulic press brakes use hydraulic cylinders to move the ram. This gives more control over speed and force.
They are slower than mechanical ones but safer and more versatile. They can handle thicker materials and produce more consistent bends. They are widely used in most fabrication shops.
Pneumatic Press Brakes
Pneumatic press brakes use air pressure to power the ram. They are fast and quiet but not as powerful as other types.
These are often used for thin materials or small parts. They suit high-volume, low-force tasks.
Electric Press Brakes
Electric press brakes use servo motors instead of hydraulics or flywheels. They offer high accuracy, energy efficiency, and lower maintenance.
They are ideal for parts that need tight tolerances. Faster setup and quieter Operation make them popular in clean or high-tech environments.
Hybrid Press Brakes
Hybrid press brakes combine hydraulic and electric systems. They offer the control of electric drives with the power of hydraulics.
This gives smoother movement, faster cycles, and better energy use. They are a modern choice for shops needing precision and power.

Press Brake Forming: Pros and Cons
Press brake forming is widely used for a reason. It works for many parts and gives accurate results. But like any process, it has its trade-offs. Here’s a clear look at what it does well and where it can fall short.
Pros
- Precision: Press brakes offer tight control over bend angles and part dimensions. CNC models can hit the same result every time.
- Versatility: Works with many materials and thicknesses. It can form simple parts or complex shapes with multiple bends.
- Scalability: Suitable for one-off prototypes or high-volume runs. Easy to repeat parts once set up.
- Clean Finish: Bends the material without cutting or rough edges. Often, there is no need for extra finishing steps.
- Tooling Variety: Wide range of punch and die shapes for different angles, radii, and profiles.
Cons
- Setup Time: The first setup takes time, especially for custom parts. Tool changes and alignment can be slow.
- Springback: After bending, the metal may try to return to its original shape. This needs to be corrected by adjusting the angle.
- Limitations on Shape: Can’t make very complex or closed profiles. Only straight bends are possible per stroke.
- Material Limits: Some metals may crack or warp if the bend radius is too tight.
- Skilled Operation Needed: Precision bending needs experienced operators or advanced CNC systems to avoid waste.
Forming Techniques and Methods
Different bending methods can produce different results. Others use less force. Knowing how each works helps you choose the right one for your part.
Air Bending
Air bending is the most common method. The punch presses the metal into the die without touching the bottom.
Only the edges of the metal contact the die. The bend angle depends on how deep the punch goes. This method uses less force and allows for flexibility with angles. However, it also causes more spring back, so compensation is needed.
Bottom Bending
Bottom bending pushes the sheet to the bottom of the die. The punch presses the metal until it touches the die walls and base.
This gives better angle control and less springback. However, it requires more force than air bending and requires matching punch and die sets.
Coining
Coining uses very high force to press the punch deep into the material. The metal is squeezed into the die shape.
This method gives the most precise bends and the least springback. However, it wears out tools faster and uses more energy. It is used when tight tolerances are needed.
Hemming and Seaming
Hemming folds the sheet over onto itself to create a clean, rounded edge, while seaming joins two sheets with a folded edge.
These techniques are often used in enclosures, doors, or safety covers. They usually follow an air bend or bottom bend.
Offsets and Step Bends
Offset bends from two angles in a single stroke to create a Z-shape. Step bends form flat areas between bends.
These are used in brackets, clips, or parts that need clearance. Special tools may be required for clean results.
Challenges and Considerations in Press Brake Forming
Even with a reliable machine and suitable materials, bending metal isn’t always easy. These challenges must be managed to keep production smooth and accurate.
Springback
Springback occurs when metal tries to return to its original shape after bending. Once pressure is released, the bend opens up slightly.
It’s more noticeable in high-strength metals or sharp bends. To fix this, operators often overbend slightly or use coining. Accurate compensation is key for repeatable results.
Material Variability
Not all sheets bend the same, even with the same specs. Small changes in thickness, grain direction, or hardness can affect the bend.
This leads to inconsistent angles or warping. Testing the batch and adjusting the setup helps reduce errors.
Tooling Selection and Wear
Choosing the right punch and die affects bend accuracy and part quality. A mismatch can lead to cracking, uneven bends, or tool damage.
Over time, tools wear out and lose sharpness. Worn tools create poor edges and angles. Regular inspection and replacement are needed.
Machine Calibration and Setup
Press brakes need proper calibration. A misaligned ram or loose back gauge causes off-center bends or angle shifts.
Setup time can also slow production, especially for small batches or complex parts. CNC systems help but still require skilled input.
Comparison with Other Metal Forming Techniques
Choosing the right forming method depends on your project needs. Here’s how to press brake forming compared with other common metal forming techniques in speed, cost, and flexibility.
| Technique | Strengths | Limitations | Best Use Case |
|---|---|---|---|
| Press Brake Forming | Accurate bends, flexible for custom parts, low setup cost | Slower for large volumes, limited to straight-line bends | Prototypes, brackets, enclosures |
| Roll Forming | High speed, consistent output for long parts | High tooling cost, not ideal for short or complex parts | Long panels, rails, structural channels |
| Stamping | Fast production, combines cutting and forming | Expensive dies, limited to fixed designs | High-volume production of detailed parts |
| Folding Machines | Clean bends near cutouts, minimal surface marks | Limited complexity, slower than press brakes | Large doors, panels, parts with tight tolerances |
| Manual Bending | Low cost, no machines needed | Poor accuracy, not repeatable, labor-intensive | Simple parts, repairs, one-off prototypes |
Conclusion
Press brake forming is a reliable and flexible method for bending sheet metal. It works with different materials, supports a range of part designs, and offers good precision for both low and high-volume needs. With the right tools, setup, and technique, it helps achieve consistent, high-quality results.
Need help with custom sheet metal parts or deciding if press brake forming fits your project? Contact our team today for a fast quote and expert support.
More Resources:
Comparing Metal Bending Techniques – Source: OneMonroe
The Impact of Automation on Fabrication – Source: Motion
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


