Manufacturing precision parts presents constant challenges. Engineers and designers often need help achieving tight tolerances while keeping costs manageable. Peripheral milling offers a solution by combining high accuracy with efficient material removal, but many professionals still need to decide when to use this technique versus other machining methods.
The following sections summarize everything technical professionals need to know about peripheral milling, from fundamental concepts to advanced optimization strategies. We’ll examine real-world applications and practical tips gleaned from decades of machining experience.
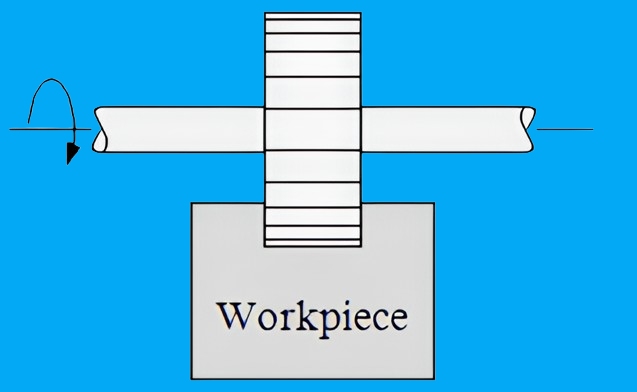
What is Peripheral Milling?
Peripheral milling is a cutting process where the tool’s outer diameter performs the primary cutting action. The cutting edges rotate perpendicular to the workpiece surface, removing material in a controlled manner. This technique delivers excellent surface finishes and tight dimensional control, making it ideal for precision components.
Understanding the Basics of Peripheral Milling
Metal cutting requires precise control and deep technical knowledge. The peripheral milling process offers unique advantages that set it apart from traditional machining methods. Let’s examine the core concepts that make this technique powerful.
How Peripheral Milling Differs from Other Milling Techniques
Milling operations vary in how they engage with the workpiece material. Each method serves specific purposes and offers distinct advantages for different manufacturing scenarios.
Face Milling vs. Peripheral Milling
Face milling:
- Utilizes the cutter’s front face to remove large amounts of material quickly, ideal for creating flat surfaces on large workpieces like base plates and structural components
- Creates horizontal surfaces with a typical roughness of Ra 1.6-3.2 micrometers, suitable for most industrial applications
- Requires higher horsepower due to larger contact area, typically 20-30% more power consumption than peripheral milling
Peripheral milling:
- Employs the cutter’s outer diameter to achieve precise vertical cuts and complex contours, perfect for creating detailed features and precision components
- Produces superior surface finishes with roughness values as low as Ra 0.4 micrometers through optimized cutting parameters
- Offers excellent chip evacuation due to the focused cutting zone, reducing heat buildup and extending tool life
Slotting and Profile Milling Comparison
Slotting characteristics:
- Demands full tool engagement, which increases cutting forces by up to 300% compared to profile milling, requiring robust tool selection
- Requires significant machine power and rigid setups to handle the increased cutting loads and maintain accuracy
- Limited to straight cuts but achieves maximum material removal rates of up to 100 cubic inches per minute in aluminum
Profile milling benefits:
- Utilizes partial tool engagement (typically 30-60% of tool diameter) for better control and reduced cutting forces
- Maintains lower operating temperatures due to interrupted cutting action, extending tool life by up to 50%
- Capable of producing complex 3D shapes with tolerances as tight as ±0.0005 inches
Core Components of Peripheral Milling
Success relies on proper equipment selection and setup. Each component plays a critical role in achieving desired results.
The Cutting Tool: Types and Features
Advanced tool characteristics:
- End mills: Versatile tools with 2-8 flutes, offering helix angles from 30-45 degrees for optimal chip evacuation and cutting efficiency
- Shell mills: Large diameter cutters (2-12 inches) with indexable inserts, providing cost-effective solutions for heavy stock removal
- Helical cutters: Specialized tools with progressive helix angles (35-50 degrees) for reduced chatter and improved surface finish
- Ball nose cutters: Precision tools for 3D contours, available with radii from 0.5-25mm for various detail levels

Types of Peripheral Milling Techniques
Selecting the proper milling technique directly impacts part quality, tool life, and production efficiency. Each method offers specific advantages for different manufacturing scenarios. Here’s an in-depth look at the main approaches.
Conventional Peripheral Milling
Conventional milling moves the tool against the workpiece feed direction. The cutter enters the material at zero chip thickness and exits at maximum thickness. This approach benefits machines with backlash issues or when working with hard surface materials.
Climb Peripheral Milling
Climb milling reverses the tool rotation relative to the feed direction. The cutter enters at maximum chip thickness and exits at zero. This method reduces tool wear, improves surface finish, and requires less cutting force. Modern CNC machines typically default to climb milling for most applications.
High-Speed Peripheral Milling
High-speed techniques push cutting velocities beyond traditional limits. This approach reduces cutting forces and heat generation while increasing material removal rates. The process demands rigid tooling and precise machine control but delivers exceptional productivity gains.
Micro Peripheral Milling
Micromilling operates at miniature scales with specialized tools. The process creates features measured in microns while maintaining tight tolerances. This technique serves industries like medical device manufacturing and precision electronics.
Tool Material Options
Tool material selection drives machining performance and economics. Advanced materials expand the possibilities for challenging applications. The correct choice balances cost, durability, and cutting capabilities.
High-Speed Steel (HSS)
HSS tools offer cost-effective solutions for basic machining tasks. These tools maintain hardness at moderate temperatures and resist wear during standard operations. Their toughness makes them suitable for interrupted cuts and variable machining conditions.
Carbide Tools
Carbide defines the standard for modern high-performance machining. These tools combine extreme hardness with good toughness. Their thermal stability allows higher cutting speeds, while their wear resistance extends tool life in demanding applications.
Diamond-Coated Tools
Diamond coatings push performance boundaries in specific applications. Their supreme hardness handles abrasive materials like graphite and ceramics. The coating reduces friction and heat generation during cuts, though costs limit their use to specialized scenarios.

Techniques and Best Practices
Mastering peripheral milling requires a deep understanding of cutting parameters and process control. These technical guidelines help achieve optimal performance while extending tool life.
Optimal Cutting Parameters
Precision parameter selection is one of the primary factors affecting machining success and productivity. Balancing these elements ensures consistent part quality and efficient production.
Spindle Speed and Feed Rate
Speed calculations and optimization:
- Calculate optimal cutting speed using material-specific speed factors (V = π × D × N ÷ 12)
- Match spindle RPM to tool diameter and material properties
- Aluminum: 800-1500 SFM
- Steel: 300-600 SFM
- Stainless: 150-400 SFM
- Titanium: 100-300 SFM
Feed rate determination:
- Calculate chip load based on material hardness and tool diameter
- Soft materials: 0.004-0.008 inches per tooth
- Hard materials: 0.001-0.003 inches per tooth
- Adjust for the number of flutes and surface finish requirements
- Monitor power consumption to optimize feed rates
Depth of Cut and Width of Cut
Cutting depth strategies:
- Roughing: 1.0-1.5 times tool diameter for maximum material removal
- Finishing: 0.2-0.5 times tool diameter for surface quality
- Adjust based on machine rigidity and material properties
- Consider tool deflection at various cutting depths
Width of cut management:
- Maintain 30-60% radial engagement for stable cutting
- Reduce width for more complex materials and more extended tools
- Increase width for maximum productivity in stable conditions
- Calculate maximum width based on available spindle power
Strategies for Chip Evacuation
Proper chip management prevents recutting and ensures consistent cutting conditions.
Coolant Usage
Application techniques:
- High-pressure coolant (500-1000 PSI) for deep pockets
- Direct nozzle positioning at the cutting zone
- Flow rate calculations based on cutting parameters
- Coolant concentration monitoring (8-12% for most applications)
Air Blast Systems
Implementation guidelines:
- Minimum pressure requirements of 90 PSI
- Multiple nozzle positioning for complete coverage
- Compressed air quality standards (ISO 8573-1)
- Integration with MQL systems for optimal performance
Minimizing Tool Wear
We are extending tool life through strategic process control and monitoring.
Toolpath Optimization
Programming strategies:
- Trochoidal toolpaths for consistent chip load
- Dynamic feed rate adjustment in corners
- Lead-in/lead-out path optimization
- Avoid sudden direction changes
- Maintain constant chip load through CAM optimization
Heat Management Techniques
Temperature control methods:
- Pulse-cutting techniques for heat dissipation
- Strategic coolant delivery systems
- Thermal monitoring through spindle sensors
- Coating selection based on thermal properties
- Rest periods for thermal stability in precision work
Conclusion
Peripheral milling is a fundamental machining process in modern manufacturing. From aerospace components to medical devices, this technique delivers the precision and surface quality that the industry demands. The process continues to evolve with new tools and technologies.
Professional machinists find success through careful parameter selection and consistent maintenance practices. Proper tool selection, cutting strategies, and problem-solving skills drive reliable outcomes. These fundamentals remain constant even as technology advances.
Hey, I'm Kevin Lee

For the past 10 years, I’ve been immersed in various forms of sheet metal fabrication, sharing cool insights here from my experiences across diverse workshops.
Get in touch
Kevin Lee
I have over ten years of professional experience in sheet metal fabrication, specializing in laser cutting, bending, welding, and surface treatment techniques. As the Technical Director at Shengen, I am committed to solving complex manufacturing challenges and driving innovation and quality in each project.
Related Resource

Fingerprint Resistant Stainless Steel: How It Works,and How to Choose


