プロの溶接では、溶接の品質が非常に重要です。溶接の品質によって耐久性と安全性が確保されます。溶接欠陥の 1 つは、気づかれにくく、溶接カットの美観と強度を損なう一般的な溶接欠陥です。この記事では、溶接アンダーカットの複雑さについて説明し、それが何であるか、なぜ発生するか、そして効果的に防止する方法を説明します。
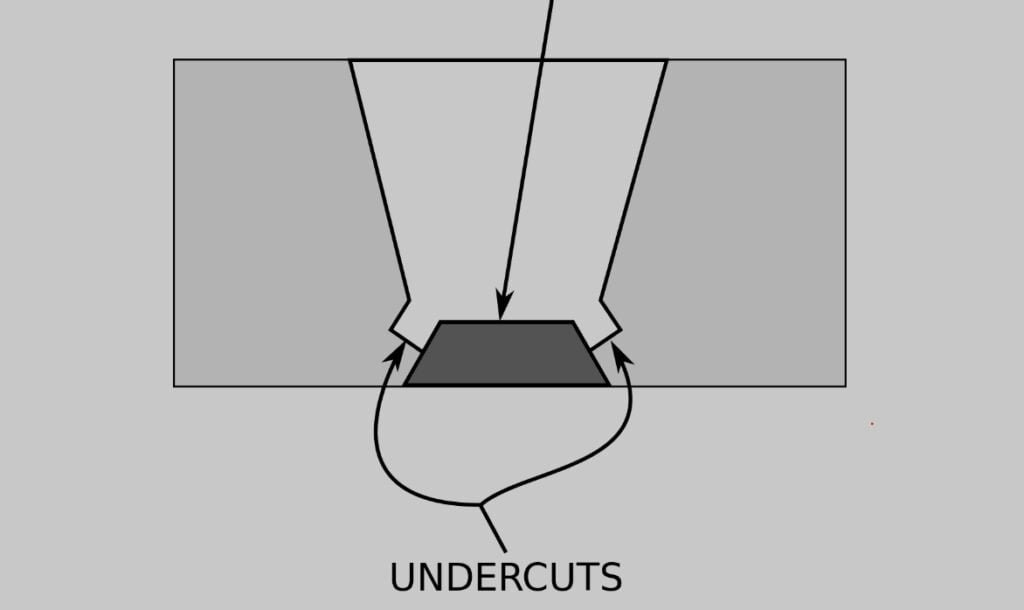
典型的な溶接欠陥はアンダーカットです。これは、溶接が母材を十分に覆っていない場合に発生します。この欠陥により、構造の完全性が著しく弱まり、溶接接合部が破損しやすくなります。
溶接部品の構造的完全性と耐久性を維持するには、アンダーカットに対処することが不可欠です。アンダーカットは応力集中や亀裂の伝播を引き起こす可能性があります。また、溶接アセンブリの故障につながる可能性もあります。
アンダーカットはよくある溶接欠陥ですが、回避可能です。アンダーカットの原因はいくつかあります。
原因を理解して対処することは、溶接継手の強度を確保する上で非常に重要です。正確なパラメータ、正しい技術、適切な材料の選択が重要になります。
溶接部のアンダーカットは溶接の完全性を損ない、完成品の強度を低下させる可能性があります。アンダーカットが溶接強度に与える影響:
アンダーカットにより、溶接の端に切り込みができます。これにより、荷重を支えることができる材料の面積が減少します。これにより、溶接の構造強度が低下し、動作時のストレスに耐える能力が低下します。
アンダーカットは材料の応力集中部として作用します。通常予想される以上に応力を増幅します。これは、振動や周期的な負荷を受ける用途では特に問題となり、溶接部品の早期破損を引き起こす可能性があります。
アンダーカットは溶接を弱めるだけでなく、亀裂が発生しやすい場所も提供します。アンダーカットの亀裂は、動作ストレスの影響を受けて広がり、構造的な破損につながる可能性があります。このリスクは、破損が壊滅的な結果をもたらす可能性がある重要な用途では特に懸念されます。
Shengen は、溶接の品質を最高レベルに保つことに尽力しています。製造工程のできるだけ早い段階でアンダーカットの兆候を特定することが不可欠です。これにより、高い基準を維持することができます。アンダーカットを特定するための当社のアプローチは次のとおりです。
目視検査は、アンダーカットを検出する最も簡単で迅速な方法です。当社の検査員は、溶接継ぎ目の不規則性を見つけるためのトレーニングを受けています。検査員は、アンダーカットの兆候となる溝や切り込みに注目します。この方法は、肉眼で見える外部のアンダーカットに有効です。検査員は、適切な照明と拡大鏡を使用することで、溶接品質を正確に評価できます。
当社では、非破壊検査 (NDT) を使用して包括的な検査を実施しています。放射線検査、磁性粒子検査、超音波検査を使用して、部品を損傷することなく内部構造を調べることができます。これらの方法により、溶接部に対する理解が深まり、目視検査では見えない問題が明らかになります。
溶接中にアンダーカットが発生しないように、溶接パラメータと溶接技術を調整します。溶接を改善し、アンダーカットの欠陥を防ぐためのヒントをいくつか紹介します。
プロセスの効率と品質を向上させながら、溶接のアンダーカットによって発生する欠陥の数を減らすことができます。
Shengen の品質保証への取り組みには、アンダーカットなどの欠陥を予防し、発生した場合には効果的に管理することが含まれます。最初のステップは、アンダーカットの重大度を正確に評価することです。これにより、必要な修理に関する決定が下されます。
アンダーカットを修理するかどうかを決める際には、いくつかの要素が関係してきます。アンダーカットの深さとサイズ、位置などです。アンダーカットを評価して、溶接が設計仕様と基準を満たすのを妨げていないかどうかを確認します。また、修理が必要かどうかを判断する際には、美観、疲労寿命、溶接の耐荷重能力も考慮します。
アンダーカットにより、材料の断面積が減少し、強度や動作時のストレスに対する耐性に影響が及ぶ可能性があります。アンダーカットの重大度を評価する際、当社は、ひび割れの原因となる可能性や既存の欠陥を広める可能性を考慮します。この評価には、溶接構造の動作環境の徹底的な分析が含まれ、これには動的負荷、温度変動、腐食性物質への曝露などの要因が含まれる場合があります。
Shengen では、アンダーカットの修復が必要な場合、特殊な技術を適用します。当社が採用している主な戦略と技術は次のとおりです。
製品の完全性と信頼性を維持するには、修理した溶接部を最高品質に保つ必要があります。当社は溶接修理、品質保証、および管理を管理しています。
Shengen 社における溶接アンダーカットの課題への取り組みと、当社が見出した解決策は、板金加工における卓越性への揺るぎない取り組みを反映しています。当社のアプローチには、品質と信頼性への取り組みに根ざした包括的かつ多面的なアプローチが含まれています。当社は溶接アンダーカットの原因を特定し、それを防止および修復するための高度な技術を導入しています。
信頼できる板金部品メーカーが必要ですか?Shengenにお任せください。当社は板金レーザー切断、曲げ加工、表面仕上げ、板金溶接を専門としています。 シェンゲンに連絡を取る 今日、専門家に助けを求める!
特定の溶接で許容されるアンダーカットの量は、プロジェクトの標準と仕様によって異なります。ほとんどの構造用途では、0.5 mm を超えるアンダーカットは許容されないとされています。ただし、これは規制機関の要件やエンジニアリング要件に応じて変更される可能性があります。
溶接アンダーカットのリスクを排除するのは困難です。しかし、優れた技術、適切な機器設定、ベストプラクティスに従うことで、リスクを大幅に軽減できます。アンダーカットのリスクを最小限に抑えるには、継続的なトレーニング プログラムを実施し、高度な技術を使用し、品質に重点を置く必要があります。このリスクを軽減して管理することが不可欠です。
未処理の溶接アンダーカットは、時間の経過とともにアイテムの構造的完全性を損なう可能性があります。その結果、耐荷重能力が低下し、応力集中が増加し、亀裂が発生する可能性があります。
特定の溶接プロセスは、主に熱入力または金属移動メカニズムが原因で、アンダーカットの影響を受けやすくなります。ガスメタルアーク溶接とシールドメタルアーク溶接はどちらも、アンダーカットの影響を受けやすい傾向があります。これは、適切に制御されていない場合に特に当てはまります。一方、ガスタングステンアーク溶接では、より正確な熱制御が可能で、アンダーカットの可能性が低くなります。
その他のリソース
溶接規格 – 出典: ESAB
溶接欠陥ガイド – 出典: シェンゲンファブ
非破壊検査 – 出典: Wikipedia
溶接シールドガス選択ガイド – 出典: リンデダイレクト
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。