多くの溶接プロジェクトでは、高荷重に耐える強靭で 耐久性のある接合部が必要とされます。開先溶接は、標準的な隅肉溶接では十分でない場合の解決策を提供します。この特殊な溶接は、より深い溶け込みと、金属片間のより強固な接続を実現します。
開先溶接についてもっと知りたいですか?基本的な概念から溶接記号、適切なサイジング・テクニックまで、すべてをカバーします。
開先溶接とは、通常、金属の端に開先を切り込む ことによって、溶接用の金属を準備する工程で ある。開先溶接は、片方または両方の端が斜めに切断された2つの金属片を接合する。これにより溝ができ、溶接電極が入りやすくなり、接合部の強度が増す。
単純な隅肉溶接とは異なり、開先溶接は金属 の厚さが3/8インチ(9.5mm)を超える場合に使用 される。斜めにカットすることで、厚い材 料を完全に貫通させることができる。
開先によって溶接の溶け込みが深くなり、接合 部が強化される。堅牢な接続を必要とする厚い材料を扱う場合に特に有効です。
ベベル角は通常15°から60°で、角度が異なれば用途も異なる:
開先が急なほどアクセスは良くなるが、溶加材を多く必要とするため、コストと溶接収縮が増大する。
開先溶接は、いくつかある開先溶接の種類のひとつで、それぞれに特有の用途と利点がある。
開先溶接は、2つの金属片を斜めに接合し、V字型の溝を作る。このタイプの溶接は、強力な接合部を必要とする厚い材料に最適です。
隅肉溶接は、2つの金属片を直角に接合する。隅肉溶接は三角形の断面を形成し、軽い材料や、接合部の強度がそれほど重要でない場合によく用いられる。
開先溶接とV溝溶接は似ているが同じではない。開先 溶接では、1枚の金属片に角度をつけ、1本のV字型 の溝を作る。
しかし、V開先溶接では、両方の金属片に角度を付け、二重のV字型の開先を作る。V字型開先 溶接は、より深い溶け込みが必要な厚い材 料によく使用される。
開先溶接継手には、さまざまなプロジェクトのニーズに対応するため、いくつかのバリエーションがあります。それぞれのタイプには、さまざまな材料や荷重要件に特有の利点があります。
シングル開先バット・ジョイントは、一方の金属片のエッジが傾斜し、もう一方の金属片は平らなままである。これにより、溶接用のV字型の隙間ができる。片方の金属片が厚い場合や、片側からのみ溶接する場合に有効である。この継手は強度が高く、建築や製造業でよく使われる。
ダブル・ベベル・バット・ジョイントは、両方の金属片が開先され、二重のV字型の溝が形成される。この設計は、より強固な溶接を必要とする厚い材料向けである。二重開先により溶接の溶け込みが深くなり、継手がより強固になる。重機械、造船、構造物プロジェクトで一般的である。
開先開先溶接は、片開先突合せ継手のようなも のだが、開先端がわずかに湾曲している。このカーブ形状は、必要な溶加材の量を 減らしながら溶接強度を向上させる。深い溶け込みを提供し、パイプラインや圧力容器のような高応力領域で使用される。
開先溶接は、多くの溶接用途で明確な利点をも たらしている。開先溶接は、より単純な溶接タイプでは対応でき ない問題を解決する。
開先溶接は、溶接部の表面積を大きくすること で強度を高める。これにより、溶接部が接合部 の奥深くまで浸透し、強度が増す。角度のついたエッジは、接合部にかかる荷重をより均等に分散するのに役立つ。
開先溶接は、厚い材料に特に効果的である。角度のついたエッジがより深い溝を作り、溶接部が接合部により深く入り込むため、金属片間の結合がより強固になる。
溶接記号は、溶接の必要条件を伝えるための 言語である。これらの記号の読み方を学ぶことで、ミスを防ぎ、適切な溶接を行うことができる。
開先溶接記号は、溶接工や加工工に正確な要件を伝える標準化されたシステムに従っている。
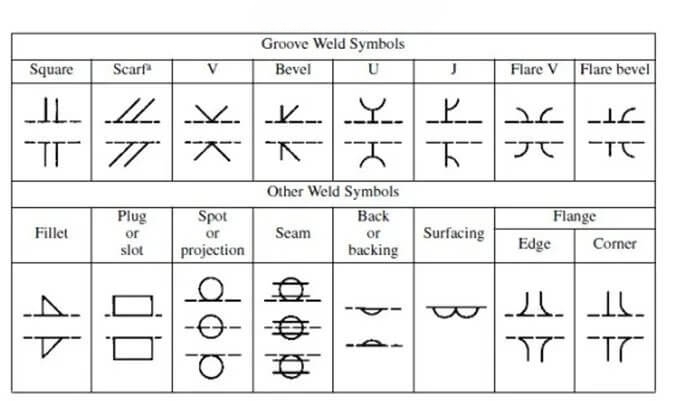
溶接記号表は、溶接のための世界共通語 を作成する。開先溶接の場合、重要な要素には以下が含まれる:
米国溶接協会(AWS)は、世界中の加工業者が同じ情報を一貫して解釈できるよう、これらの記号を標準化している。
完全な開先溶接のシンボルには以下が含まれる:
これらすべての要素が組み合わさって、溶接工に完全な指示を与える。
開先溶接の注記を正しく読むことで、溶接が設計仕様に適合する。
溶接記号は、特定の配置ルールで設計図面に表示される:
配置はシンボルに文脈を与え、溶接が実際の部品のどこに属するかを示す。
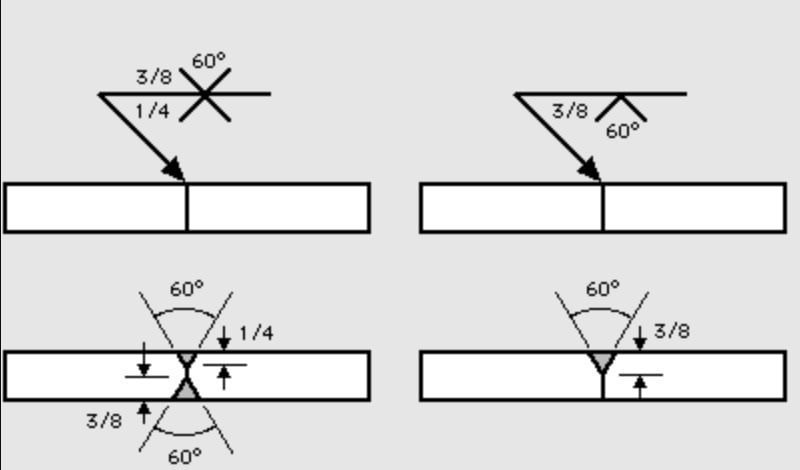
開先溶接吹き出しの重要な寸法は以下の通り:
ベベル角: 度測定として表示される(例:30度、45度)
ルート・ギャップ: 溶接記号の根元の寸法として現れる。
深さ: 溶接サイズの後に括弧内の寸法として表示される。
効果的な喉 ルートから溶接面までの距離。
これらの寸法を理解することで、溶接部が強度要件を満たし、相手部品と適切に適合することが保証される。
開先溶接の適切な寸法は、継手の強度と性能に 直接影響する。これらの寸法を正しく測定することで、不具合を防止し、溶接部が要件を満たすようにします。
開先角度は、溶接の強度を決定する重要な 要素である。開先角度が大きいと、より広い開先が形成され、 溶接の溶け込みが深くなり、接合部の強度が増す。しかし、角度を大きくすると、より多くの 溶加材を必要とし、溶接にかかる時間とコストが増 加する。
薄い素材には、小さめの開先角度(約30度)で十分な場合が多い。厚い材料には、適切な貫通と強度を確保するため、より大きな角度(60度まで)が必要になる場合がある。
開先を適切に準備することで、欠陥のない強固な 溶接の基礎が築かれる。正しい技術により、均一な角度ときれいなエッジが確保され、良好な融着が促進されます。
強力な開先溶接を行うには、適切なエッジの 準備が不可欠である。まず、金属エッジをクリーニングし、汚れ、錆、油分を取り除く。次に、開先を切断する部分に印をつける。分度器や角度ガイドを使用し、正しい角度を確保する。
印をつけたら、切断中に動かないように金属を固定する。作業を進める前に、寸法と角度を再確認する。
開先切断にはいくつかの方法があり、それぞれに利点がある:
開先溶接は、丈夫で長持ちする接合部が必要な作業に最適です。ここでは、開先溶接が最適に機能する日常的な状況を紹介する:
開先溶接は重要な溶接方法である。特に厚い材料や応力の高い用途では、強靭で長持ちする継手を作ることができる。金属に角度をつけてエッジをカットすることで、開先 溶接は溶接部をより深くすることができる。これによって継ぎ手の強度が増し、荷重が均等に分散されます。
溶接プロジェクトでお困りですか? お問い合わせ 専門家のアドバイスやお見積もりをご希望の方は、今すぐご連絡ください。お客様のニーズに合わせて、強力で信頼性の高い溶接のお手伝いをいたします。
過去10年間、私はさまざまな形態の板金加工に没頭し、さまざまなワークショップでの経験から得たクールな洞察をここで共有してきた。
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。
1営業日以内にご連絡いたします。接尾辞が"@goodsheetmetal.com "のメールにご注意ください。