Molti involucri in lamiera non superano con successo il passaggio dal CAD 3D alla fase di produzione. Anche se un progetto può sembrare impeccabile sullo schermo, ignorare i limiti standard delle presse piegatrici, gli spazi liberi per gli utensili e le tolleranze dei materiali comporta inevitabilmente ritardi nella produzione e un immediato superamento dei costi.
Con oltre un decennio di esperienza nel portare avanti progetti dalla prototipazione rapida alla produzione in serie, il nostro team di ingegneri riscontra costantemente lo stesso schema: i componenti che funzionano bene come singoli prototipi spesso richiedono una riprogettazione strutturale prima di poter essere prodotti in modo efficiente su larga scala.
Questa guida va dritta al sodo, tralasciando la teoria. Illustra le regole precise del Design for Manufacturing (DFM) — dalle formule per i raggi di curvatura all’integrazione dei componenti hardware — necessarie per progettare involucri strutturalmente solidi, facili da assemblare e altamente convenienti da produrre.
Requisiti che impediscono la progettazione di un involucro non adeguato
Prima di aprire un programma CAD, è necessario definire i vincoli fondamentali del progetto. Tralasciare questa fase porta spesso alla realizzazione di componenti o involucri troppo complessi che non funzionano correttamente nell'applicazione reale.
Adattare la scelta dei materiali all'ambiente operativo
L'ambiente in cui opererà l'involucro determina la scelta dei materiali e finitura superficiale. Per ambienti interni a temperatura controllata, acciaio laminato a freddo trattato con un verniciatura a polvere standard di solito è sufficiente e conveniente.
Se l'unità è destinata a essere esposta a elevata umidità, ambienti marini o sostanze chimiche corrosive, l'utilizzo di alluminio 5052 o acciaio inossidabile 304/316 previene il cedimento strutturale prematuro e la formazione di ruggine.
Mantenere distanze di 5-10 mm per i layout interni
Le dimensioni fisiche dell'involucro dipendono interamente dai componenti al suo interno. Iniziate il processo di progettazione individuando i componenti interni più ingombranti, quali alimentatori, circuiti stampati (PCB) e trasformatori.
È prassi comune lasciare uno spazio libero minimo compreso tra 5 mm e 10 mm tra i componenti elettrici sotto tensione e le pareti metalliche. Ciò contribuisce a prevenire i cortocircuiti e definisce il volume interno minimo richiesto.
Assicurarsi che vi sia spazio sufficiente per gli strumenti di montaggio
I tecnici addetti al montaggio e il personale addetto alla manutenzione hanno bisogno di uno spazio adeguato per lavorare. La progettazione deve tenere conto delle dimensioni fisiche degli utensili — quali cacciaviti, rivettatrici o chiavi dinamometriche — necessari per fissare gli elementi di fissaggio interni.
Un comune DFM Un errore comune consiste nel posizionare i distanziatori di montaggio troppo vicino a una flangia interna piegata. Ciò richiede spesso l'uso di cacciaviti speciali ad angolo retto oppure fa sì che l'elemento di fissaggio interferisca con il raggio di curvatura. Una regola di progettazione sicura consiste nel lasciare almeno [diametro dell'utensile + 5 mm] di spazio libero da qualsiasi curvatura interna.
Definire tempestivamente i gradi di protezione IP per orientare la progettazione di giunti e giunture
I gradi di protezione IP (Ingress Protection) o NEMA influenzano direttamente il modo in cui devono essere progettati i giunti dell’involucro. Per i gradi da IP20 a IP40, dove le principali preoccupazioni ambientali riguardano la polvere e i detriti di piccole dimensioni, si ricorre solitamente alla saldatura a punti standard o a giunti intermittenti.
Per ottenere un grado di protezione IP65 o superiore è generalmente necessario ricorrere alla saldatura continua a giunto e all’integrazione di guarnizioni di tenuta a pressione. Questi requisiti modificano il disegno in piano e aumentano in modo significativo i tempi di levigatura post-saldatura.
Utilizzare gli obiettivi di volume per determinare i metodi di produzione
Il volume del materiale, i tempi di configurazione della pressa piegatrice e i metodi di assemblaggio determinano il prezzo finale per unità. Un involucro complesso che richiede un ricorso massiccio alla saldatura manuale potrebbe essere accettabile per un prototipo rapido a basso volume.
Tuttavia, con l’aumentare dei volumi, i metodi di produzione devono adattarsi. Per lotti inferiori a 500 unità, i progetti con incastri a linguetta e fessura tagliati al laser e saldati manualmente risultano spesso convenienti dal punto di vista economico. Quando i volumi superano le 1.000 unità, la riprogettazione con profili a U stampati e elementi di fissaggio PEM riduce significativamente il costo della manodopera per unità.
Scelte strutturali che riducono i rischi legati alla flessione, alla saldatura e alle tolleranze
La geometria di base dell'involucro determina la facilità con cui esso si muove attraverso il taglio laser e piegatura fasi. La scelta di approcci strutturali standard riduce al minimo lo spreco di materiale e diminuisce il rischio di errori dimensionali.
Privilegiare le basi a forma di U per ridurre al minimo gli scarti e i tempi di configurazione
Le basi a forma di U sono molto diffuse nell'industria manifatturiera perché sono strutturalmente rigide e semplici da lavorare. Realizzata a partire da un unico foglio piatto con due pieghe principali, questa forma richiede tempi di configurazione minimi sulla pressa piegatrice.
È ideale per apparecchiature montate su rack, quadri di comando industriali e unità da tavolo standard, riducendo al minimo gli scarti di materiale.
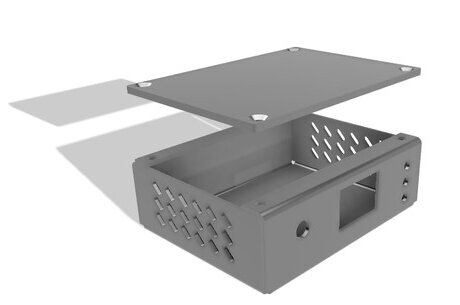
Utilizzare coperture a forma di L per facilitare l'accesso all'interno
I pannelli a forma di L vengono spesso utilizzati in combinazione con basi a forma di U per completare un involucro in due parti. Questa configurazione consente agli operatori di accedere liberamente ai componenti interni da due diverse angolazioni durante l'assemblaggio finale.
Poiché richiedono una sola piegatura a 90 gradi, i profili a L mantengono un’elevata precisione dimensionale e sono altamente efficienti da produrre su larga scala.
Implementare giunti a linguetta e scanalatura per eliminare i dispositivi di fissaggio personalizzati per la saldatura
Quando è necessario saldare o unire in modo permanente componenti in lamiera, i progetti con sistema a linguetta e scanalatura consentono di allineare automaticamente i componenti. Questo approccio basato sull'autofissaggio riduce la necessità di ricorrere a costose maschere di saldatura su misura.
Inoltre, riduce al minimo gli errori di allineamento manuale durante l'assemblaggio. Si tratta di una scelta strutturale efficace che garantisce il rispetto di tolleranze strette, dal primo prototipo fino alle serie di produzione complete.
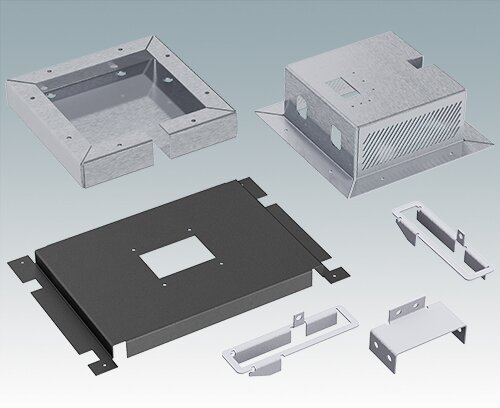
Suddividere le geometrie complesse per migliorare l'utilizzo del materiale
Un unico profilo piatto complesso con più pieghe riduce il numero totale di pezzi separati, ma aumenta il rischio di collisioni durante la piegatura sulla pressa piegatrice. Inoltre, il taglio può risultare molto inefficiente.
Un disegno piatto complesso in un unico pezzo potrebbe comportare lo scarto di 40% di lamiera. Suddividendolo in due parti a forma di L è possibile migliorare l'utilizzo del materiale, disponendole in modo efficiente sul piano di taglio della macchina laser. I progetti composti da più parti si basano su viti e rivetti, il che può aumentare leggermente i tempi di assemblaggio ma riduce in modo affidabile il costo totale del materiale.
Progettare fori sovradimensionati per assorbire l'accumulo delle tolleranze
Le tolleranze standard nella piegatura della lamiera variano in genere da ±0,2 mm a ±0,5 mm, a seconda dello spessore del materiale. Quando più parti piegate vengono assemblate con bulloni, queste lievi variazioni dimensionali si sommano.
La progettazione di fori di montaggio leggermente sovradimensionati o l'utilizzo di aperture a fessura per i componenti da accoppiare consente di compensare tali variazioni. Ciò previene errori di allineamento durante la fase di assemblaggio finale e riduce le rilavorazioni in officina.
Dettagli DFM che facilitano il taglio e la piegatura
La trasformazione di un modello 3D in un pezzo fisico richiede l'appiattimento della geometria e la modellatura fisica del pezzo. Piccole sviste nel CAD spesso si traducono in notevoli difficoltà nella realizzazione degli stampi in officina. La standardizzazione di specifiche caratteristiche progettuali riduce i tempi di configurazione delle macchine e previene i difetti del materiale.
Mantenere un raggio di curvatura costante per eliminare i ritardi di configurazione
Ogni volta che un raggio di curvatura In caso di modifiche al progetto, gli operatori delle presse piegatrici devono arrestare la macchina e sostituire gli utensili. In un ambiente di produzione standard, la sostituzione di un singolo punzone e di una matrice richiede in genere dai 15 ai 30 minuti.
Se un singolo involucro richiede tre diversi raggi di curvatura, il solo tempo di fermo macchina farà lievitare drasticamente il costo unitario, soprattutto nel caso di ordini di piccole quantità. Una prassi industriale standard consiste nell’utilizzare un unico raggio di curvatura pari allo spessore del materiale (1T) per l’intero pezzo.
Assicurarsi che l'altezza delle flange superi i limiti minimi della pressa piegatrice
Le flange devono essere sufficientemente lunghe da poggiare saldamente sulla matrice a V inferiore durante il processo di piegatura. Se una flangia è troppo corta, il materiale scivolerà all’interno della matrice, causando piegature deformate o segni di lavorazione evidenti.
Una regola tecnica consolidata prevede che le flange siano progettate con una lunghezza pari ad almeno quattro volte lo spessore del materiale, più il raggio di curvatura (4T + R). Se è assolutamente necessario utilizzare una flangia più corta, potrebbe essere necessario ricorrere a utensili su misura o a lavorazioni successive alla curvatura, il che comporta un aumento del prezzo unitario.
Posizionare i fori al di fuori della zona di deformazione da piegatura
Quando la lamiera viene piegata, il materiale si allunga sul lato esterno del raggio e si comprime su quello interno. I fori o le aperture posizionati troppo vicino alla linea di piegatura assumono una forma ovale durante questa deformazione.
Per evitare che ciò accada, la formula standard utilizzata in ingegneria prevede che il bordo di qualsiasi foro sia posizionato ad una distanza dalla linea di piegatura pari ad almeno 2,5 volte lo spessore del materiale, più il raggio di curvatura (2,5T + R). Ciò garantisce che i componenti si incastrino correttamente senza richiedere alcuna limatura manuale sul banco di montaggio.
Aggiungere dei rilievi di piegatura per evitare lo strappo del materiale
Quando si piega una flangia che non si estende per l'intera lunghezza del bordo di una lamiera, il materiale negli angoli adiacenti si strappa a causa delle sollecitazioni localizzate. I rilievi di piegatura sono piccoli intagli praticati in questi punti di sollecitazione per consentire al metallo di piegarsi in modo netto.
Questi scavi dovrebbero in genere essere più larghi dello spessore del materiale e più profondi del raggio di curvatura. Trascurare questo dettaglio comporta spesso la formazione di microfessurazioni che, nel tempo, compromettono l'integrità strutturale dell'involucro.
Fornire modelli piatti puliti per evitare ritardi di progettazione
Sebbene i modelli 3D siano fondamentali per la convalida del progetto, in officina si lavora con i disegni piatti in 2D. L'invio di file con linee non unite o con deduzioni di piegatura mancanti rallenta la programmazione delle macchine.
Ma soprattutto, se il disegno in piano viene calcolato utilizzando un fattore K errato, le dimensioni finali del pezzo piegato risulteranno fuori tolleranza. I produttori a contratto professionali in genere segnalano questo problema e mettono il progetto in “sospensione tecnica”. Questo scambio di comunicazioni per verificare le dimensioni corrette comporta solitamente una perdita di tempo di produzione compresa tra uno e due giorni.

Pianificare l'hardware e l'accessibilità prima del montaggio
La qualità di un involucro dipende interamente dal suo assemblaggio finale. La scelta di elementi di fissaggio non adeguati o la mancata considerazione degli spazi liberi necessari per gli utensili possono trasformare una fase di produzione semplice in un collo di bottiglia che richiede un grande impiego di manodopera. Pianificare tempestivamente l'integrazione degli elementi di fissaggio garantisce il regolare funzionamento della linea di assemblaggio.
Utilizzare elementi di fissaggio PEM, ma mantenere distanze di sicurezza dai bordi
La filettatura diretta su lamiere di spessore inferiore a 1,5 mm comporta spesso il danneggiamento della filettatura in presenza di coppie di serraggio standard. Gli elementi di fissaggio autoaggancianti, come i dadi e i perni PEM, garantiscono filettature resistenti, riutilizzabili e in grado di sostenere carichi elevati.
Tuttavia, poiché questi elementi di fissaggio richiedono un’elevata pressione per spostare il metallo, posizionarli troppo vicino al bordo del pezzo costituisce un errore comune nella progettazione per la fabbricazione (DFM). Il metallo spostato spingerà verso l’esterno, causando un evidente rigonfiamento del bordo e un’imprecisione dimensionale. Verificare sempre la distanza minima dalla linea centrale al bordo specificata dal produttore prima di definire definitivamente la posizione dei fori.
Utilizzare distanziatori ciechi per un esterno pulito e a tenuta stagna
Quando i componenti interni richiedono punti di fissaggio ma l'esterno dell'involucro deve rimanere visivamente a filo, si ricorre solitamente a distanziatori ciechi. Questi vengono inseriti a pressione nella superficie interna del metallo senza penetrare nella superficie esterna.
Questo approccio garantisce un aspetto esteriore elegante e professionale. Poiché non sono presenti fori passanti, elimina anche i potenziali punti di ingresso di polvere o umidità, rendendolo particolarmente vantaggioso per il raggiungimento di specifici gradi di protezione IP.
Verifica dello spazio libero fisico per gli strumenti di assemblaggio automatizzati
Anche se un elemento di fissaggio si adatta perfettamente all’assieme CAD, i tecnici devono poterlo raggiungere fisicamente sul banco di lavoro. Il posizionamento degli elementi di fissaggio in angoli interni stretti costringe all’uso di utensili manuali, il che aumenta in modo significativo i tempi di lavorazione.
Lasciare sempre uno spazio libero adeguato, sia in verticale che in orizzontale, per le rivettatrici pneumatiche standard o gli avvitatori a batteria. La progettazione che consenta l’accesso automatizzato agli utensili è fondamentale nel passaggio dalla fase prototipale alla produzione in serie.
Isolare i punti di montaggio del circuito stampato per evitare lo strappo dei pad di saldatura
I circuiti stampati sono estremamente rigidi. Durante il trasporto o nelle prove di caduta, i grandi pannelli in lamiera subiscono lievi deformazioni e poi tornano alla forma originale.
Se un circuito stampato viene montato in modo rigido su un’ampia campata di lamiera non rinforzata, questa forza di rimbalzo si trasferirà direttamente alla scheda, spesso strappando i pad di saldatura dai componenti a montaggio superficiale. Per evitare ciò, utilizzare staffe interne dedicate oppure posizionare i distanziatori del circuito stampato in prossimità degli angoli strutturali, dove la lamiera è più rigida.
Progettare punti di fissaggio dedicati per il passaggio dei cavi
I cavi interni non fissati rischiano di rimanere incastrati quando il coperchio dell'involucro viene chiuso definitivamente. Anziché affidarsi a supporti adesivi per fascette serracavi — che spesso cedono a causa degli sbalzi termici e dell'usura nel tempo — è opportuno progettare soluzioni permanenti integrate direttamente nella lamiera.
I passacavi punzonati o i ponti di fissaggio dedicati in lamiera garantiscono un percorso di instradamento permanente. Ciò consente di mantenere i cablaggi al sicuro da spigoli vivi, parti in movimento o componenti che generano calore per tutta la durata di vita dell'apparecchiatura.
Incorporare i requisiti relativi al controllo termico, alla tenuta, alle interferenze elettromagnetiche (EMI) e alla finitura
La progettazione avanzata degli involucri va oltre la semplice geometria. Quando le apparecchiature vengono installate sul campo, devono gestire il calore interno, bloccare le interferenze elettromagnetiche e resistere alle condizioni ambientali. Una progettazione che non tenga conto di queste realtà fisiche comporta spesso costose modifiche successive alla messa in servizio.
Utilizzare lamelle orientabili e distanziatori per il controllo passivo del calore
I componenti interni ad alta potenza generano calore che deve essere dissipato per evitare guasti alle apparecchiature. Anziché affidarsi a semplici fori, la ventilazione direzionale persiane vengono spesso utilizzati per guidare le correnti di convezione naturale e aspirare l'aria più fredda dal fondo del vano.
Sui pannelli verticali, orientare sempre le feritoie stampate verso il basso. Ciò consente all’aria calda di fuoriuscire, fungendo al contempo da schermo fisico contro la polvere in caduta e l’ingresso di liquidi, contribuendo così a mantenere i livelli di protezione IP di base. Quando non è possibile utilizzare ventole di raffreddamento attive, il montaggio dei componenti che generano calore direttamente sullo chassis tramite cuscinetti termici consente di dissipare efficacemente il calore sull’ampia superficie metallica.
Controllare la compressione delle guarnizioni per garantire gradi di protezione IP affidabili
Per ottenere un grado di protezione IP65 o superiore sono necessarie guarnizioni continue, solitamente realizzate in gomma, silicone o schiuma applicata in loco. Tuttavia, il semplice fatto di inserire una guarnizione piatta tra due pannelli di lamiera spesso, con il passare del tempo, provoca lo spostamento del materiale dalla sua posizione.
Per evitare una compressione eccessiva, progettare un orlo piegato in lamiera o utilizzare un distanziatore di altezza specifica che funga da fermo fisico. Ciò garantisce che la guarnizione venga compressa solo secondo le specifiche del produttore — in genere da 20% a 30% — mantenendo una tenuta stagna senza danneggiare la gomma.
Progettazione di giunti sovrapposti e mascheratura per la schermatura EMI
I dispositivi elettronici devono spesso superare rigorosi test relativi alle interferenze elettromagnetiche (EMI) o alle interferenze in radiofrequenza (RFI). Un errore di progettazione comune consiste nell’applicare un rivestimento in polvere non conduttivo su tutta la struttura, il che interrompe la continuità elettrica tra le parti di accoppiamento.
Per realizzare una gabbia di Faraday efficace, progettare giunture sovrapposte e indicare chiaramente le aree da mascherare sul disegno di produzione. Le aree da mascherare devono essere semplici e lineari. L’applicazione del nastro adesivo per alte temperature è un’operazione manuale; geometrie di mascheratura complesse rallentano notevolmente la linea di finitura e aumentano i costi di manodopera.
Limitare la saldatura continua per evitare la deformazione termica
La realizzazione di saldature continue lungo ogni giunzione aumenta notevolmente la resistenza strutturale, ma genera un enorme apporto di calore nel pezzo. Nelle lamiere sottili (meno di 2 mm), questo calore concentrato provoca gravi deformazioni e alterazioni dimensionali difficili da correggere.
Per raddrizzare lamiere sottili deformate dal calore è necessario ricorrere alla martellatura manuale o al raddrizzamento a fiamma, operazioni che comportano costi di manodopera non scalabili e lasciano difetti superficiali visibili. A meno che non sia richiesta una tenuta ermetica per il grado di protezione IP, la saldatura a punti (saldatura intermittente) o la saldatura a punti è solitamente sufficiente. Questi metodi riducono l’apporto di calore e mantengono sotto controllo i costi di produzione.
Adattare le finiture superficiali ai requisiti relativi al materiale e alle tolleranze
Le finiture superficiali proteggono il metallo, ma modificano anche le dimensioni fisiche finali del pezzo. La verniciatura a polvere aggiunge in genere da 0,05 mm a 0,15 mm di spessore per superficie, il che può causare gravi problemi di tolleranza se i giochi interni o le guide di scorrimento sono stretti.
Indicare sempre in modo esplicito le dimensioni critiche come “post-galvanizzazione” o “post-verniciatura” sul disegno tecnico. Per l’acciaio laminato a freddo, è necessario applicare un rivestimento in polvere o una zincatura per prevenire la ruggine. Gli involucri in alluminio sono spesso anodizzati, un trattamento che indurisce la superficie senza aumentarne significativamente lo spessore.
Conclusione
Una progettazione efficace degli involucri in lamiera non consiste semplicemente nel sistemare i componenti all’interno di un involucro, ma nel rendere tale involucro producibile, riproducibile ed economicamente vantaggioso. Applicando questi principi di DFM sin dalle prime fasi, gli ingegneri possono ridurre i tassi di scarto sulla pressa piegatrice, eliminare i colli di bottiglia causati dalle operazioni manuali durante l’assemblaggio e abbassare il prezzo unitario finale.
Se state mettendo a punto il progetto di un involucro e avete bisogno di una valutazione della producibilità, il nostro team di ingegneri di Shengen possiamo esservi d'aiuto. Con oltre 10 anni di esperienza nella lavorazione della lamiera, supportiamo progetti che vanno dalla prototipazione rapida alla produzione in serie. Garantiamo che i vostri componenti passino senza intoppi dal CAD all'officina, con una qualità affidabile e tempi di produzione efficienti.
Domande frequenti
Qual è il materiale in lamiera più adatto per le strutture esterne?
Per gli ambienti esterni o corrosivi, l’alluminio 5052 o l’acciaio inossidabile 304/316 rappresentano le scelte standard. L’alluminio è più leggero, più facile da lavorare e naturalmente resistente alla corrosione. L’acciaio inossidabile offre una maggiore resistenza agli urti e una maggiore rigidità per gli ambienti industriali più difficili, ma è più difficile da tagliare e piegare, il che aumenta i costi di lavorazione.
Qual è lo spessore consigliato della lamiera per un involucro industriale generico?
La maggior parte delle custodie industriali e commerciali di uso comune utilizza materiali con uno spessore compreso tra 1,2 mm e 2,0 mm (da 18 gauge a 14 gauge). Questo intervallo di spessori offre un equilibrio estremamente pratico: garantisce una rigidità strutturale sufficiente a proteggere i componenti interni, pur rimanendo abbastanza sottile da poter essere facilmente lavorato con taglierine laser e presse piegatrici standard.
Perché i fori di montaggio sul mio modello piatto si allungano dopo la piegatura?
È probabile che i fori siano posizionati troppo vicino alla linea di piegatura e che si trovino all’interno della zona di deformazione. Quando il metallo viene piegato, il materiale si allunga sul raggio esterno. Per evitare la deformazione dei fori, assicurarsi che il bordo di ogni foro si trovi ad una distanza dalla linea di piegatura pari ad almeno 2,5 volte lo spessore del materiale, più il raggio di piegatura.
A partire da quale volume di produzione è opportuno passare dal taglio laser alla lavorazione con stampi (stampaggio)?
Per volumi inferiori a 5.000 unità, il taglio laser e le presse piegatrici CNC rimangono la soluzione più conveniente grazie all’assenza di costi di attrezzaggio. Quando i volumi annuali superano le 10.000 unità, è opportuno investire in stampi personalizzati per lo stampaggio della lamiera. La drastica riduzione del tempo di ciclo per unità a quella scala compensa ampiamente l’investimento iniziale negli stampi.
Ciao, sono Kevin Lee

Negli ultimi 10 anni mi sono immerso in varie forme di lavorazione della lamiera, condividendo qui le mie esperienze in diverse officine.
Contattate
Kevin Lee
Ho oltre dieci anni di esperienza professionale nella fabbricazione di lamiere, con specializzazione nel taglio laser, nella piegatura, nella saldatura e nelle tecniche di trattamento delle superfici. In qualità di direttore tecnico di Shengen, mi impegno a risolvere sfide produttive complesse e a promuovere innovazione e qualità in ogni progetto.
Risorsa correlata


Acciaio elettrozincato: guida alla lavorazione e alla scelta

Punzonatura e taglio laser: Costi, velocità e compromessi DFM
