Veel plaatwerkbehuizingen slagen er niet in de overstap te maken van 3D-CAD naar de werkvloer. Hoewel een ontwerp er op het scherm misschien perfect uitziet, leidt het negeren van de standaardbeperkingen van de kantpers, de vrije ruimte voor het gereedschap en de materiaaltoleranties onvermijdelijk tot productievertragingen en onmiddellijke kostenoverschrijdingen.
Met meer dan tien jaar ervaring in het begeleiden van projecten van snelle prototyping naar massaproductie, ziet ons engineeringteam steeds weer hetzelfde patroon: onderdelen die als afzonderlijke prototypes goed functioneren, moeten vaak structureel worden herontworpen voordat ze op grote schaal efficiënt kunnen worden geproduceerd.
Deze handleiding laat de theorie achterwege. Er worden de precieze regels voor Design for Manufacturing (DFM) uiteengezet – van formules voor buigradii tot de integratie van hardware – die nodig zijn om behuizingen te ontwerpen die constructief degelijk, eenvoudig te monteren en zeer kostenefficiënt te produceren zijn.
Vereisten die voorkomen dat er een ongeschikte behuizing wordt ontworpen
Voordat een CAD-programma wordt geopend, moeten de fundamentele randvoorwaarden van het project worden vastgesteld. Het overslaan van deze fase leidt vaak tot overgedimensioneerde onderdelen of behuizingen die in de praktijk niet naar behoren functioneren.
Pas de materiaalkeuze aan de gebruiksomgeving aan
De omgeving waarin de behuizing zal worden gebruikt, is bepalend voor de materiaalkeuze en oppervlaktebehandeling. Voor binnenomgevingen met een geregelde temperatuur, koudgewalst staal dat is behandeld met een standaard poedercoating is meestal voldoende en kosteneffectief.
Als het apparaat wordt blootgesteld aan hoge luchtvochtigheid, maritieme omgevingen of corrosieve chemicaliën, voorkomt het gebruik van 5052-aluminium of 304/316-roestvrij staal voortijdig structureel falen en roestvorming.
Houd bij interne opstellingen een tussenruimte van 5-10 mm aan
De afmetingen van de behuizing hangen volledig af van de componenten die erin worden ondergebracht. Begin het ontwerpproces door de grootste interne onderdelen in kaart te brengen, zoals voedingen, printplaten (PCB’s) en transformatoren.
Het is gebruikelijk om een minimale afstand van 5 mm tot 10 mm aan te houden tussen onder spanning staande elektrische onderdelen en de metalen wanden. Dit helpt kortsluiting te voorkomen en zorgt voor het vereiste interne basisvolume.
Zorg ervoor dat er voldoende ruimte is voor het montagegereedschap
Montagetechnici en onderhoudspersoneel hebben voldoende werkruimte nodig. Bij het ontwerp moet rekening worden gehouden met de afmetingen van het gereedschap – zoals schroevendraaiers, klinknagelpistolen of momentsleutels – dat nodig is om interne onderdelen vast te zetten.
Een veelvoorkomend DFM Een veelgemaakte fout is dat bevestigingsafstandhouders te dicht bij een interne gebogen flens worden geplaatst. Hiervoor zijn vaak speciale haakse schroevendraaiers nodig, of het bevestigingsmiddel raakt in conflict met de buigradius. Een veilige technische regel is om ten minste [gereedschapsdiameter + 5 mm] vrije ruimte te laten ten opzichte van elke binnenbocht.
Bepaal de IP-classificaties in een vroeg stadium om het ontwerp van naden en verbindingen te sturen
De IP- (Ingress Protection) of NEMA-classificaties hebben een directe invloed op de manier waarop de verbindingen van de behuizing moeten worden ontworpen. Voor de classificaties IP20 tot en met IP40, waarbij vooral stof en kleine vuildeeltjes de belangrijkste omgevingsfactoren zijn, wordt doorgaans gebruikgemaakt van standaard puntlassen of ontwerpen met onderbroken lasnaden.
Om een beschermingsgraad van IP65 of hoger te bereiken, zijn doorgaans doorlopende naadlassen en de integratie van afdichtingspakkingen onder druk vereist. Deze eisen hebben invloed op het ontwerp van het platte patroon en zorgen voor een aanzienlijke toename van de slijptijd na het lassen.
Gebruik volumedoelstellingen om productiemethoden te bepalen
Het materiaalvolume, de insteltijden van de kantpers en de assemblagemethoden zijn bepalend voor de uiteindelijke prijs per stuk. Een complexe behuizing waarbij in hoge mate gebruik wordt gemaakt van handmatig lassen, kan aanvaardbaar zijn voor een snel prototype in kleine oplage.
Naarmate de productievolumes toenemen, moeten de productiemethoden echter worden aangepast. Bij productieseries van minder dan 500 stuks zijn lasergesneden ontwerpen met lip-en-gleufverbindingen en handmatig lassen vaak kosteneffectief. Wanneer de productievolumes de grens van 1.000 stuks overschrijden, leidt een herontwerp met gestanste U-vormen en PEM-bevestigingen tot een aanzienlijke verlaging van de arbeidskosten per stuk.
Structuurkeuzes die de risico’s op vervorming, lasproblemen en afwijkingen beperken
De basisgeometrie van de behuizing bepaalt hoe soepel deze door de lasersnijden en buigen fasen. Door te kiezen voor standaard constructiemethoden wordt materiaalverspilling tot een minimum beperkt en wordt het risico op maatfouten verminderd.
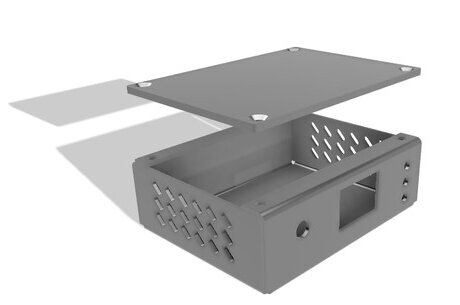
Geef de voorkeur aan U-vormige voetstukken om afval en insteltijd tot een minimum te beperken
U-vormige basisdelen komen veel voor in de maakindustrie omdat ze structureel stijf zijn en eenvoudig te verwerken. Deze vorm, die wordt gevormd uit één plat patroon met twee hoofdbuigingen, vereist slechts minimale insteltijd op de kantpers.
Het is zeer geschikt voor apparatuur die in een rack wordt gemonteerd, industriële schakelkasten en standaard desktopapparaten, terwijl er zo min mogelijk afval ontstaat.
Gebruik L-vormige afdekkingen voor een gemakkelijkere toegang tot de binnenkant
L-vormige panelen worden vaak in combinatie met U-vormige onderstellen gebruikt om een tweedelige behuizing te vormen. Dankzij deze opstelling hebben operators tijdens de eindmontage vanuit twee verschillende hoeken volledige toegang tot de interne onderdelen.
Omdat er slechts één bocht van 90 graden nodig is, behouden L-vormen een hoge maatnauwkeurigheid en kunnen ze zeer efficiënt op grote schaal worden geproduceerd.
Gebruik tab-en-sleufverbindingen om op maat gemaakte lasopspanningen overbodig te maken
Wanneer plaatwerkonderdelen moeten worden gelast of permanent met elkaar moeten worden verbonden, zorgen ontwerpen met lipjes en sleuven ervoor dat de onderdelen automatisch op elkaar worden uitgelijnd. Deze zelfopspannende methode maakt dure, op maat gemaakte lasmallen overbodig.
Bovendien worden handmatige uitlijningsfouten tijdens de montage tot een minimum beperkt. Het is een effectieve constructiekeuze waarmee strakke toleranties worden gehandhaafd, vanaf het eerste prototype tot en met de volledige productieseries.
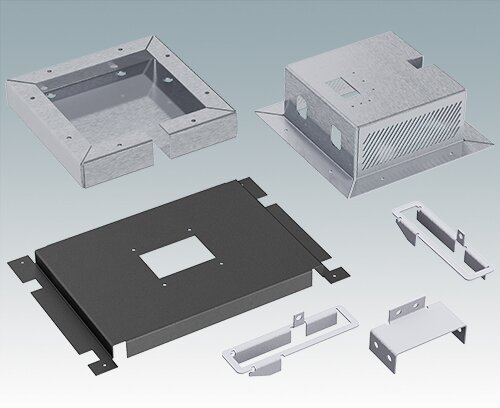
Complexe geometrieën opsplitsen om het materiaalgebruik te verbeteren
Eén enkel complex vlak patroon met meerdere buigingen vermindert het totale aantal afzonderlijke onderdelen, maar vergroot het risico op botsingen bij het vouwen op de kantpers. Het kan bovendien zeer inefficiënt zijn om te snijden.
Bij een complex, uit één stuk bestaand plat patroon kan 40% van de plaat als afval overblijven. Door het patroon op te splitsen in twee L-vormige delen kan het materiaalgebruik worden verbeterd door deze efficiënt op het snijbed van de lasersnijmachine te plaatsen. Ontwerpen die uit meerdere delen bestaan, maken gebruik van schroeven en klinknagels, wat de montagetijd weliswaar iets kan verlengen, maar de totale materiaalkosten betrouwbaar verlaagt.
Ontwerp extra grote gaten om de optelsom van toleranties op te vangen
De standaardtoleranties voor het buigen van plaatmetaal variëren doorgaans van ±0,2 mm tot ±0,5 mm, afhankelijk van de materiaaldikte. Wanneer meerdere gebogen onderdelen aan elkaar worden vastgeschroefd, stapelen deze kleine maatafwijkingen zich op.
Door de bevestigingsgaten iets groter te ontwerpen of sleufvormige uitsparingen te gebruiken voor bij elkaar horende onderdelen, worden deze afwijkingen opgevangen. Dit voorkomt uitlijningsfouten tijdens de eindmontage en vermindert het aantal herstelwerkzaamheden op de werkvloer.
DFM-details die het snijden en buigen vergemakkelijken
Om een 3D-model om te zetten in een fysiek onderdeel moet de geometrie worden afgevlakt en moet het onderdeel fysiek in de juiste vorm worden geperst. Kleine onoplettendheden in CAD leiden vaak tot aanzienlijke uitdagingen bij het maken van gereedschappen op de werkvloer. Door specifieke ontwerpkenmerken te standaardiseren, wordt de insteltijd van de machines verkort en worden materiaalfouten voorkomen.
Zorg voor een constante buigradius om vertragingen bij het instellen te voorkomen
Elke keer als een buigradius Bij wijzigingen in een ontwerp moeten de bedieners van kantpersen de machine stilzetten en de gereedschappen vervangen. In een standaard fabrieksomgeving duurt het vervangen van één stempel en matrijs doorgaans 15 tot 30 minuten.
Als voor één enkele behuizing drie verschillende buigradii nodig zijn, zal alleen al de stilstandtijd van de machine de kosten per stuk drastisch opdrijven, vooral bij kleine bestellingen. Een gangbare praktijk in de industrie is het gebruik van één enkele buigradius die gelijk is aan de materiaaldikte (1T) voor het gehele onderdeel.
Zorg ervoor dat de flenshoogtes groter zijn dan de minimumgrenzen van de kantpers
Flenzen moeten lang genoeg zijn om tijdens het buigproces stevig op de onderste V-matrijs te rusten. Als een flens te kort is, glijdt het materiaal in de matrijs, wat leidt tot scheve buigingen of duidelijke matrijssporen.
Een betrouwbare technische richtlijn is om flenzen zo te ontwerpen dat ze ten minste vier keer de materiaaldikte bedragen, plus de buigradius (4T + R). Als een kortere flens absoluut noodzakelijk is, kan dit maatwerkgereedschap of nabewerking na het buigen vereisen, wat de eenheidsprijs verhoogt.
Plaats de gaten buiten de buigvervormingszone
Wanneer plaatmetaal wordt gebogen, wordt het materiaal aan de buitenkant van de buigradius uitgerekt en aan de binnenkant samengedrukt. Gaten of uitsparingen die te dicht bij een buiglijn zijn aangebracht, zullen tijdens deze vervorming ovaal worden.
Om dit te voorkomen, wordt volgens de gangbare technische formule de rand van elk gat op een afstand van ten minste 2,5 keer de materiaaldikte, plus de buigradius (2,5T + R), van de buiglijn geplaatst. Dit zorgt ervoor dat de bevestigingsmiddelen goed passen, zonder dat er handmatig gevijld hoeft te worden op de montagebank.
Voeg buigontlastingen toe om scheuren in het materiaal te voorkomen
Bij het buigen van een flens die niet over de volledige lengte van de rand van een plaat loopt, zal het materiaal bij de aangrenzende hoeken scheuren als gevolg van plaatselijke spanning. Buigontlastingen zijn kleine uitsparingen die op deze spanningspunten worden aangebracht, zodat het metaal netjes kan worden gevouwen.
Deze uitsparingen moeten doorgaans breder zijn dan de materiaaldikte en dieper dan de buigradius. Als dit detail wordt over het hoofd gezien, leidt dit vaak tot microscheurtjes die na verloop van tijd de structurele integriteit van de behuizing aantasten.
Zorg voor zuivere platte patronen om vertragingen in de engineering te voorkomen
Hoewel 3D-modellen onmisbaar zijn voor de validatie van ontwerpen, wordt op de werkvloer gewerkt met 2D-platpatronen. Het versturen van bestanden met niet-samengevoegde lijnen of ontbrekende vouwafstanden vertraagt de machineprogrammering.
Wat nog belangrijker is: als het vlakke patroon wordt berekend op basis van een onjuiste K-factor, zullen de uiteindelijke afmetingen na het buigen buiten de tolerantie vallen. Professionele contractfabrikanten zullen dit doorgaans signaleren en het project in een „Engineering Hold“ plaatsen. Deze heen-en-weer-communicatie om de juiste afmetingen te verifiëren kost meestal één tot twee dagen productietijd.

Plan de hardware en de toegang vóór de montage
Een behuizing is slechts zo goed als de uiteindelijke montage ervan. Het kiezen van de verkeerde bevestigingsmiddelen of het negeren van de benodigde ruimte voor gereedschap kan een eenvoudige productierun veranderen in een arbeidsintensief knelpunt. Door de integratie van de bevestigingsmiddelen in een vroeg stadium te plannen, blijft de assemblagelijn voorspelbaar draaien.
Gebruik PEM-bevestigingsmiddelen, maar zorg voor voldoende vrije ruimte aan de randen
Het rechtstreeks tappen van schroefdraad in plaatmetaal dat dunner is dan 1,5 mm leidt bij standaard aanhaalmomenten vaak tot het uitdraaien van de schroefdraad. Zelfklinkende bevestigingsmiddelen, zoals PEM-moeren en -bouten, zorgen voor sterke, herbruikbare, dragende schroefdraadverbindingen.
Aangezien deze bevestigingsmiddelen echter een hoge druk vereisen om het metaal te verplaatsen, is het een veelvoorkomende DFM-fout om ze te dicht bij de rand van het onderdeel te plaatsen. Het verplaatste metaal zal naar buiten worden gedrukt, wat leidt tot een zichtbare uitstulping van de rand en maatafwijkingen. Controleer altijd de door de fabrikant opgegeven minimale afstand tussen de middellijn en de rand voordat u de plaatsing van de gaten definitief vastlegt.
Gebruik blinde afstandhouders voor een strakke en afgedichte buitenkant
Wanneer interne onderdelen bevestigingspunten nodig hebben, maar de buitenkant van de behuizing visueel vlak moet blijven, worden meestal blinde afstandhouders gebruikt. Deze worden in de binnenzijde van het metaal gedrukt zonder het buitenoppervlak te doorboren.
Deze aanpak zorgt ervoor dat het uiterlijk aan de buitenkant strak en professioneel blijft. Omdat er geen doorgaand gat is, worden ook mogelijke toegangspunten voor stof of vocht geëlimineerd, wat zeer gunstig is voor het behalen van specifieke IP-classificaties.
Controleer de fysieke vrije ruimte voor geautomatiseerde assemblagetools
Zelfs als een bevestigingsmiddel perfect in de CAD-assemblage past, moeten technici het op de werkbank fysiek kunnen bereiken. Het plaatsen van bevestigingsmiddelen in krappe binnenhoeken dwingt tot het gebruik van handgereedschap, wat de arbeidstijd meetbaar verlengt.
Zorg altijd voor voldoende verticale en horizontale ruimte voor standaard pneumatische klinkpistolen of accu-aangedreven momentschroevendraaiers. Bij de overgang van prototypeproductie naar serieproductie is het van cruciaal belang om bij het ontwerp rekening te houden met de toegankelijkheid voor geautomatiseerde gereedschappen.
Isoleer de bevestigingspunten op de printplaat om scheuren in de soldeerpunten te voorkomen
Printplaten zijn zeer stijf. Tijdens transport of valproeven vertonen grote plaatwerkpanelen lichte vervormingen en veerkracht.
Als een printplaat stevig wordt bevestigd over een grote, onversterkte overspanning van plaatmetaal, wordt deze terugstootkracht rechtstreeks op de printplaat overgebracht, waardoor de soldeerpunten vaak van de oppervlakte-gemonteerde componenten worden losgerukt. Om dit te voorkomen, moet u speciale interne beugels gebruiken of de afstandhouders van de printplaat plaatsen bij de structurele hoeken, waar het metaal het stijfst is.
Ontwerp speciale bevestigingspunten voor kabelgeleiding
Losse interne kabels lopen het risico bekneld te raken wanneer het deksel van de behuizing definitief wordt vastgezet. In plaats van te vertrouwen op zelfklevende kabelbinderhouders – die vaak defect raken door thermische cycli en slijtage – kunt u beter permanente oplossingen rechtstreeks in het plaatwerk inbouwen.
Gestanste doorvoeren of speciale bevestigingsbruggen van plaatstaal zorgen voor een vaste geleiding. Hierdoor blijven kabelbomen gedurende de gehele levensduur van de apparatuur veilig uit de buurt van scherpe randen, bewegende onderdelen of warmteproducerende componenten.
Inbouw van vereisten op het gebied van warmtebeheersing, afdichting, EMI en afwerking
Een geavanceerd ontwerp van behuizingen gaat verder dan alleen de basisgeometrie. Wanneer apparatuur in het veld wordt ingezet, moet deze de interne warmteafvoer regelen, elektromagnetische interferentie tegenhouden en bestand zijn tegen blootstelling aan omgevingsinvloeden. Als bij het ontwerp geen rekening wordt gehouden met deze fysieke omstandigheden, zijn vaak kostbare aanpassingen achteraf nodig.
Gebruik richtbare lamellen en afstandhouders voor passieve warmteregeling
Interne componenten met een hoog vermogen genereren warmte die moet worden afgevoerd om storingen in de apparatuur te voorkomen. In plaats van gebruik te maken van eenvoudige gestanste gaten, richtbare jaloezieën worden vaak gebruikt om natuurlijke convectiestromen te sturen en koelere lucht vanaf de bodem van de behuizing aan te zuigen.
Zorg er bij verticale panelen altijd voor dat de gestempelde lamellen naar beneden zijn gericht. Hierdoor kan warme lucht ontsnappen, terwijl de lamellen tegelijkertijd als een fysieke bescherming fungeren tegen binnendringend stof en vloeistoffen, wat bijdraagt aan het behoud van de basis-IP-classificaties. Wanneer actieve koelventilatoren geen optie zijn, zorgt het rechtstreeks bevestigen van warmtegenererende componenten aan het chassis met behulp van thermische pads ervoor dat de warmte efficiënt wordt afgevoerd over het grote metalen oppervlak.
Regel de compressie van de pakking om betrouwbare IP-classificaties te bereiken
Om een beschermingsgraad van IP65 of hoger te bereiken, zijn doorlopende afdichtingen nodig, meestal gemaakt van rubber, siliconen of ter plaatse gespoten schuimrubber. Als je echter gewoon een platte pakking tussen twee plaatmetalen panelen klemt, wordt het materiaal na verloop van tijd vaak uit zijn positie gedrukt.
Om overmatige samendrukking te voorkomen, moet u een omgevouwen rand van plaatmetaal aanbrengen of een specifieke afstandhouder gebruiken die als fysieke aanslag fungeert. Dit zorgt ervoor dat de pakking slechts tot de door de fabrikant opgegeven mate wordt samengedrukt — doorgaans 20% tot 30% — waardoor een waterdichte afdichting behouden blijft zonder dat het rubber wordt aangetast.
Ontwerp van overlappende naden en afplakken voor EMI-afscherming
Elektronische apparaten moeten vaak strenge tests op elektromagnetische interferentie (EMI) of radiofrequentie-interferentie (RFI) doorstaan. Een veelvoorkomende ontwerpfout is het aanbrengen van een niet-geleidende poedercoating over de gehele behuizing, waardoor de elektrische continuïteit tussen de aansluitende onderdelen wordt onderbroken.
Om een effectieve Faraday-kooi te maken, moet u overlappende naden ontwerpen en duidelijke afplakgebieden aangeven op de productietekening. Houd de af te plakken gebieden eenvoudig en recht. Het aanbrengen van hittebestendige afplaktape is een handmatig proces; complexe afplakvormen vertragen de afwerkingslijn aanzienlijk en verhogen de arbeidskosten.
Beperk continu lassen om thermische vervorming te voorkomen
Het aanbrengen van doorlopende lasnaden langs elke verbinding zorgt voor een aanzienlijke toename van de structurele sterkte, maar zorgt ook voor een enorme warmteontwikkeling in het onderdeel. Bij dun plaatmetaal (minder dan 2 mm) leidt deze geconcentreerde warmte tot ernstige kromtrekking en maatafwijkingen die moeilijk te corrigeren zijn.
Het rechtbuigen van door hitte vervormd dun metaal vereist handmatig hameren of rechtbuigen met een vlam, wat tot onbeheersbare arbeidskosten leidt en zichtbare oppervlaktefouten achterlaat. Tenzij een hermetische afdichting vereist is voor een IP-classificatie, volstaat meestal stiklassen (intermitterend lassen) of puntlassen. Deze methoden beperken de warmte-inbreng en houden de productiekosten onder controle.
Pas de oppervlakteafwerking aan de materiaal- en tolerantievereisten aan
Oppervlakteafwerkingen beschermen het metaal, maar beïnvloeden ook de uiteindelijke afmetingen van het onderdeel. Poedercoating zorgt doorgaans voor een diktevermeerdering van 0,05 mm tot 0,15 mm per oppervlak, wat tot ernstige tolerantieproblemen kan leiden als de interne speling of de glijrails krap zijn.
Geef kritische afmetingen op de technische tekening altijd expliciet aan als „na het galvaniseren“ of „na het lakken“. Bij koudgewalst staal is poedercoating of verzinking noodzakelijk om roestvorming te voorkomen. Aluminium behuizingen worden vaak geanodiseerd, waardoor het oppervlak wordt verhard zonder dat de dikte noemenswaardig toeneemt.
Conclusie
Bij een effectief ontwerp van plaatwerkbehuizingen gaat het niet alleen om het inpassen van componenten in een behuizing; het gaat erom die behuizing produceerbaar, reproduceerbaar en kostenefficiënt te maken. Door deze DFM-principes in een vroeg stadium toe te passen, kunnen ingenieurs het afkeurpercentage bij de kantpers verminderen, handmatige knelpunten tijdens de assemblage wegnemen en de uiteindelijke stukprijs verlagen.
Als u bezig bent met het afronden van een ontwerp voor een behuizing en een beoordeling van de produceerbaarheid nodig hebt, ons engineeringteam bij Shengen kan u helpen. Met meer dan 10 jaar ervaring in de plaatbewerking ondersteunen wij projecten van snelle prototyping tot en met massaproductie. Wij zorgen ervoor dat uw onderdelen soepel van CAD naar de werkvloer worden overgebracht, met betrouwbare kwaliteit en efficiënte productietijden.
FAQs
Wat is het beste plaatmateriaal voor behuizingen voor buitengebruik?
Voor gebruik buitenshuis of in corrosieve omgevingen zijn 5052-aluminium of 304/316-roestvrij staal de standaardkeuzes. Aluminium is lichter, gemakkelijker te bewerken en van nature corrosiebestendig. Roestvrij staal biedt een hogere slagvastheid en stijfheid voor zware industriële omgevingen, maar is moeilijker te snijden en te buigen, wat de fabricagekosten verhoogt.
Hoe dik moet het plaatstaal zijn voor een algemene industriële behuizing?
Voor de meeste industriële en commerciële behuizingen wordt materiaal gebruikt met een dikte tussen 1,2 mm en 2,0 mm (18 gauge tot 14 gauge). Dit diktebereik biedt een zeer praktische balans. Het zorgt voor voldoende structurele stijfheid om de interne onderdelen te beschermen, terwijl het materiaal dun genoeg blijft om gemakkelijk te worden bewerkt op standaard lasersnijders en kantpersen.
Waarom rekken de bevestigingsgaten in mijn platte sjabloon uit na het buigen?
De gaten bevinden zich waarschijnlijk te dicht bij de buiglijn en vallen binnen de vervormingszone. Wanneer metaal wordt gebogen, rekt het materiaal uit aan de buitenrand. Om vervorming van de gaten te voorkomen, moet de rand van elk gat zich op een afstand van ten minste 2,5 keer de materiaaldikte, plus de buigradius, van de buiglijn bevinden.
Vanaf welk productievolume is het zinvol om over te stappen van lasersnijden naar harde matrijzen (stansen)?
Voor volumes van minder dan 5.000 stuks blijven lasersnijden en CNC-kantpersen de meest kosteneffectieve aanpak, omdat er geen gereedschapskosten zijn. Zodra de jaarlijkse volumes de 10.000 stuks overschrijden, is het zinvol om te investeren in op maat gemaakte stansmallen voor plaatwerk. De drastische verkorting van de cyclustijd per stuk op die schaal weegt ruimschoots op tegen de initiële investering in gereedschap.
Hey, ik ben Kevin Lee

De afgelopen 10 jaar heb ik me verdiept in verschillende vormen van plaatbewerking en ik deel hier de coole inzichten die ik heb opgedaan in verschillende werkplaatsen.
Neem contact op
Kevin Lee
Ik heb meer dan tien jaar professionele ervaring in plaatbewerking, gespecialiseerd in lasersnijden, buigen, lassen en oppervlaktebehandelingstechnieken. Als technisch directeur bij Shengen zet ik me in om complexe productie-uitdagingen op te lossen en innovatie en kwaliteit in elk project te stimuleren.
Verwante bron

Lasertexturering van metalen: voorbereiding, DFM en kostenbeheersing

Elektrolytisch verzinkt staal: handleiding voor verwerking en selectie

