De nombreux boîtiers en tôle rencontrent des difficultés lors du passage de la CAO 3D à l'atelier de fabrication. Même si une conception peut paraître irréprochable à l'écran, le fait de ne pas tenir compte des limites standard des presses plieuses, des jeux d'outillage et des tolérances des matériaux entraîne inévitablement des retards de production et des dépassements de coûts immédiats.
Forte de plus d'une décennie d'expérience dans l'accompagnement de projets, du prototypage rapide à la production en série, notre équipe d'ingénieurs constate régulièrement le même phénomène : les pièces qui fonctionnent bien en tant que prototypes isolés nécessitent souvent une refonte structurelle avant de pouvoir être fabriquées efficacement à grande échelle.
Ce guide va droit au but, sans s'attarder sur la théorie. Il présente les règles précises de la conception pour la fabrication (DFM) — des formules de rayons de courbure à l'intégration des composants — nécessaires pour concevoir des boîtiers structurellement solides, faciles à assembler et très rentables à produire.
Exigences visant à éviter la conception d'un boîtier inadapté
Avant d'ouvrir un logiciel de CAO, il est indispensable de définir les contraintes fondamentales du projet. Le fait de négliger cette étape conduit souvent à la conception de pièces ou de boîtiers surdimensionnés qui ne répondent pas aux exigences de leur application réelle.
Adapter le choix des matériaux à l'environnement d'exploitation
L'environnement dans lequel l'enceinte sera utilisée détermine le choix des matériaux et finition de surface. Pour les environnements intérieurs à température contrôlée, de l’acier laminé à froid traité avec un revêtement en poudre standard est généralement suffisante et rentable.
Si l'appareil est appelé à être exposé à une forte humidité, à des environnements marins ou à des produits chimiques corrosifs, le choix de l'aluminium 5052 ou de l'acier inoxydable 304/316 permet d'éviter toute défaillance structurelle prématurée et toute formation de rouille.
Respecter des jeux de 5 à 10 mm pour les agencements internes
Les dimensions physiques du boîtier dépendent entièrement des composants qu'il contient. Commencez le processus de conception en identifiant les composants internes les plus volumineux, tels que les blocs d'alimentation, les cartes de circuits imprimés (CCI) et les transformateurs.
Il est d'usage de laisser un espace libre minimum de 5 à 10 mm entre les composants électriques sous tension et les parois métalliques. Cela permet d'éviter les courts-circuits et de garantir le volume interne minimal requis.
S'assurer qu'il y a suffisamment d'espace pour les outils de montage
Les techniciens de montage et le personnel de maintenance ont besoin d'un espace de travail suffisant. La conception doit tenir compte des dimensions physiques des outils — tels que les tournevis, les riveteuses ou les clés dynamométriques — nécessaires à la fixation des éléments de quincaillerie internes.
Une pratique courante DFM Une erreur courante consiste à placer les entretoises de fixation trop près d'une bride coudée interne. Cela nécessite souvent l'utilisation de tournevis spéciaux à angle droit ou empêche la fixation d'atteindre le rayon de courbure. Une règle de sécurité à respecter consiste à laisser un dégagement d'au moins [diamètre de l'outil + 5 mm] par rapport à tout coude interne.
Définir dès le départ les indices de protection IP afin d'orienter la conception des joints et des raccords
Les indices de protection IP (Ingress Protection) ou NEMA ont une influence directe sur la conception des joints des boîtiers. Le soudage par points standard ou les joints intermittents sont généralement utilisés pour les indices IP20 à IP40, où la poussière et les débris mineurs constituent les principales menaces environnementales.
Pour atteindre un indice de protection IP65 ou supérieur, il est généralement nécessaire de recourir à un soudage continu des joints et d'intégrer des joints d'étanchéité sous pression. Ces exigences modifient la conception du gabarit à plat et allongent considérablement le temps de meulage après soudage.
Utiliser les objectifs de volume pour déterminer les méthodes de fabrication
Le volume de matière, les temps de réglage de la presse plieuse et les méthodes d'assemblage déterminent le prix unitaire final. Un boîtier complexe nécessitant beaucoup de soudure manuelle peut s'avérer acceptable pour un prototypage rapide à faible volume.
Cependant, à mesure que les volumes augmentent, les méthodes de fabrication doivent s'adapter. Pour les séries de moins de 500 unités, les conceptions à languettes et fentes découpées au laser, associées à un soudage manuel, s'avèrent souvent rentables. Lorsque les volumes dépassent les 1 000 unités, la refonte de la conception pour utiliser des profilés en U emboutis et des fixations PEM permet de réduire considérablement le coût de main-d'œuvre par unité.
Choix de structures permettant de réduire les risques liés au cintrage, au soudage et aux tolérances
La géométrie de base de l'enceinte détermine la facilité avec laquelle elle se déplace à travers le découpe au laser et flexion étapes. Le choix d'approches structurelles standard permet de minimiser le gaspillage de matériaux et de réduire le risque d'erreurs dimensionnelles.
Privilégiez les bases en forme de U pour réduire au minimum les rebuts et les temps de réglage
Les bases en forme de U sont très courantes dans l'industrie manufacturière, car elles sont rigides sur le plan structurel et faciles à usiner. Réalisée à partir d'un seul flan plat comportant deux plis principaux, cette forme ne nécessite qu'un temps de réglage minimal sur la presse plieuse.
Cette solution convient parfaitement aux équipements montés en rack, aux armoires de commande industrielles et aux unités de bureau standard, tout en réduisant au minimum les déchets.
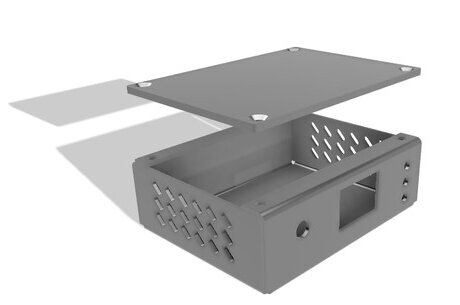
Utilisez des caches en L pour faciliter l'accès à l'intérieur
Les panneaux en L sont souvent utilisés en combinaison avec des socles en U pour former un boîtier en deux parties. Cette configuration permet aux opérateurs d'accéder pleinement aux composants internes sous deux angles différents lors de l'assemblage final.
Comme elles ne nécessitent qu'un seul pli à 90 degrés, les pièces en L conservent une grande précision dimensionnelle et peuvent être produites à grande échelle avec une grande efficacité.
Mettre en œuvre des assemblages à languette et rainure pour éviter le recours à des gabarits de soudage sur mesure
Lorsque des pièces en tôle doivent être soudées ou assemblées de manière permanente, les conceptions à languettes et fentes permettent d'aligner automatiquement les composants. Cette approche d'auto-fixation réduit le recours à des gabarits de soudage sur mesure et coûteux.
Cela permet également de réduire au minimum les erreurs d'alignement manuel lors de l'assemblage. Il s'agit d'un choix structurel efficace qui garantit le respect de tolérances strictes, du premier prototype jusqu'aux séries de production à grande échelle.
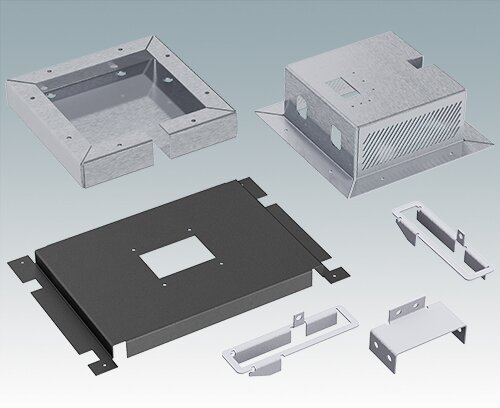
Diviser les géométries complexes pour optimiser l'utilisation des matériaux
Un gabarit plat unique et complexe comportant plusieurs plis permet de réduire le nombre total de pièces distinctes, mais augmente le risque de collisions lors du pliage sur la presse plieuse. Sa découpe peut également s'avérer très peu efficace.
Un patron plat complexe en une seule pièce peut entraîner un gaspillage de 40% de tôle. Le diviser en deux pièces en forme de L permet d'optimiser l'utilisation du matériau en les imbriquant efficacement sur le plateau de la découpeuse laser. Les conceptions en plusieurs pièces s'appuient sur des vis et des rivets, ce qui peut légèrement allonger le temps d'assemblage mais réduit de manière fiable le coût total des matériaux.
Concevoir des alésages surdimensionnés pour compenser l'accumulation des tolérances
Les tolérances standard en matière de pliage de la tôle varient généralement entre ±0,2 mm et ±0,5 mm, en fonction de l'épaisseur du matériau. Lorsque plusieurs pièces pliées sont assemblées par des vis, ces légères variations dimensionnelles s'additionnent.
La conception de trous de fixation légèrement surdimensionnés ou l'utilisation de découpes fendues pour les composants à assembler permet de compenser ces variations. Cela évite les problèmes d'alignement lors de la phase d'assemblage final et réduit les retouches en atelier.
Les détails de la conception pour la fabrication (DFM) qui facilitent la découpe et le pliage
La transformation d'un modèle 3D en pièce physique nécessite d'aplatir la géométrie et de lui donner sa forme par pressage. De petites négligences dans la CAO se traduisent souvent par des difficultés importantes au niveau de l'outillage en atelier. La standardisation de certaines caractéristiques de conception permet de réduire le temps de réglage des machines et d'éviter les défauts de matière.
Maintenir un rayon de courbure constant pour éliminer les retards de mise en place
Chaque fois qu'un rayon de courbure En cas de modification d'un modèle, les opérateurs de presses plieuses doivent arrêter la machine et remplacer l'outillage. Dans un environnement industriel standard, le changement d'un poinçon et d'une matrice prend généralement entre 15 et 30 minutes.
Si une même pièce nécessite trois rayons de pliage différents, le temps d'arrêt de la machine suffira à lui seul à faire grimper considérablement le coût unitaire, en particulier pour les commandes en petites séries. Une pratique courante dans l'industrie consiste à utiliser un seul rayon de pliage, égal à l'épaisseur du matériau (1T), pour l'ensemble de la pièce.
S'assurer que la hauteur des brides dépasse les limites minimales de la presse plieuse
Les rebords doivent être suffisamment longs pour reposer solidement sur la matrice en V inférieure pendant le processus de pliage. Si un rebord est trop court, le matériau glissera dans la matrice, ce qui entraînera des plis déformés ou des marques d'outillage importantes.
Une règle d'ingénierie éprouvée consiste à concevoir des rebords dont la longueur est au moins égale à quatre fois l'épaisseur du matériau, plus le rayon de courbure (4T + R). Si un rebord plus court s'avère absolument nécessaire, cela peut nécessiter un outillage sur mesure ou un usinage après cintrage, ce qui augmente le prix unitaire.
Perçages situés en dehors de la zone de déformation par flexion
Lorsqu'une tôle est pliée, le matériau s'étire à l'extérieur du rayon de courbure et se comprime à l'intérieur. Les trous ou découpes situés trop près d'une ligne de pliage se déforment alors pour prendre une forme ovale.
Pour éviter cela, la règle d'art consiste à placer le bord de tout trou à une distance de la ligne de pliage au moins égale à 2,5 fois l'épaisseur du matériau, plus le rayon de pliage (2,5T + R). Cela garantit que les pièces de fixation s'ajusteront correctement sans nécessiter de limage manuel sur l'établi de montage.
Ajouter des rainures de flexion pour éviter que le matériau ne se déchire
Lorsqu'on plie une bride qui ne s'étend pas sur toute la longueur du bord d'une tôle, le matériau au niveau des angles adjacents risque de se déchirer en raison de contraintes localisées. Les découpes de pliage sont de petites entailles pratiquées à ces points de contrainte afin de permettre au métal de se plier proprement.
Ces rainures doivent généralement être plus larges que l'épaisseur du matériau et plus profondes que le rayon de courbure. Le non-respect de cette consigne entraîne souvent l'apparition de microfissures qui, à terme, compromettent l'intégrité structurelle de l'enceinte.
Fournir des patrons nets et précis pour éviter les retards liés à la conception
Si les modèles 3D sont indispensables à la validation de la conception, la production s'appuie quant à elle sur des patrons plats en 2D. L'envoi de fichiers comportant des lignes non fusionnées ou des déductions de pliage manquantes ralentit la programmation des machines.
Plus important encore, si le gabarit à plat est calculé à partir d’un facteur K erroné, les dimensions finales de la pièce pliée ne respecteront pas les tolérances. Les sous-traitants professionnels signalent généralement ce problème et placent le projet en « suspension technique ». Ces allers-retours pour vérifier l’exactitude des dimensions entraînent généralement une perte d’un à deux jours de temps de production.

Préparer le matériel et les éléments d'accès avant le montage
La qualité d'un boîtier dépend entièrement de la qualité de son assemblage final. Choisir des fixations inadaptées ou ne pas tenir compte des dégagements nécessaires pour les outils peut transformer une production simple en un goulot d'étranglement nécessitant beaucoup de main-d'œuvre. Planifier l'intégration des éléments de fixation dès le début permet d'assurer un fonctionnement régulier de la chaîne de montage.
Utilisez des fixations PEM tout en respectant les distances de sécurité par rapport aux bords
Le taraudage direct de filetages dans de la tôle d'une épaisseur inférieure à 1,5 mm entraîne souvent un arrachement des filets sous des couples de serrage standard. Les fixations à auto-sertissage, telles que les écrous et goujons PEM, offrent des filetages résistants, réutilisables et capables de supporter des charges.
Cependant, comme ces éléments de fixation nécessitent une pression élevée pour déplacer le métal, les placer trop près du bord de la pièce constitue une erreur courante en matière de conception pour la fabrication (DFM). Le métal déplacé exercera une poussée vers l'extérieur, provoquant un renflement visible du bord et un manque de précision dimensionnelle. Vérifiez toujours la distance minimale entre l'axe et le bord spécifiée par le fabricant avant de finaliser l'emplacement des trous.
Prévoir des entretoises aveugles pour une façade propre et étanche
Lorsque des composants internes nécessitent des points de fixation mais que l'extérieur du boîtier doit rester visuellement affleurant, on utilise généralement des entretoises aveugles. Celles-ci sont enfoncées dans la face intérieure du métal sans percer la surface extérieure.
Cette approche permet de conserver un aspect soigné et professionnel à l'extérieur. L'absence de trou traversant élimine également les points d'entrée potentiels de poussière ou d'humidité, ce qui s'avère très avantageux pour atteindre certains indices de protection IP.
Vérification de l'espace libre nécessaire aux outils d'assemblage automatisés
Même si une pièce de fixation s'intègre parfaitement dans l'assemblage CAO, les techniciens doivent pouvoir y accéder physiquement sur l'établi. Le placement de pièces de fixation dans des angles internes étroits oblige à recourir à des outils manuels, ce qui allonge sensiblement le temps de travail.
Veillez toujours à prévoir un espace libre suffisant, tant vertical qu'horizontal, pour les riveteuses pneumatiques standard ou les visseuses dynamométriques à batterie. Il est essentiel de prévoir un accès adapté aux outils automatisés lors du passage de la phase de prototypage à la production en série.
Isoler les points de montage des circuits imprimés pour éviter la déchirure des pastilles de soudure
Les circuits imprimés sont très rigides. Lors des essais de transport ou de chute, les grands panneaux en tôle subissent de légères déformations et rebondissent.
Si un circuit imprimé est fixé de manière rigide sur une grande portée de tôle non renforcée, cette force de rebond se répercutera directement sur le circuit, ce qui entraîne souvent l'arrachement des pastilles de soudure des composants montés en surface. Pour éviter cela, utilisez des supports internes spécifiques ou placez les entretoises du circuit imprimé près des angles structurels, là où la tôle est la plus rigide.
Concevoir des points d'arrimage spécifiques pour le cheminement des câbles
Les câbles internes mal fixés risquent d'être pincés lorsque le couvercle du boîtier est définitivement verrouillé. Au lieu de recourir à des fixations adhésives pour colliers de serrage — qui cèdent souvent sous l'effet des cycles thermiques et du temps —, concevez des solutions permanentes directement intégrées à la tôle.
Des boucles perforées ou des ponts de fixation spécifiques en tôle permettent de créer un chemin de câblage permanent. Cela permet de maintenir les faisceaux de câbles à l'écart des arêtes vives, des pièces mobiles ou des composants générateurs de chaleur pendant toute la durée de vie de l'équipement.
Intégrer les exigences en matière de contrôle thermique, d'étanchéité, de compatibilité électromagnétique et de finition
La conception avancée des boîtiers va au-delà de la simple géométrie. Lorsqu'un équipement est déployé sur le terrain, il doit gérer la chaleur interne, bloquer les interférences électromagnétiques et résister aux conditions environnementales. Ne pas tenir compte de ces réalités physiques lors de la conception entraîne souvent des modifications coûteuses après la mise en service.
Utilisez des persiennes orientables et des entretoises pour la régulation passive de la chaleur
Les composants internes à haute puissance génèrent de la chaleur qui doit être évacuée pour éviter toute défaillance de l'équipement. Plutôt que de se contenter de simples trous percés, les systèmes directionnels persiennes sont souvent utilisées pour orienter les courants de convection naturelle et aspirer l'air plus frais depuis le fond de l'enceinte.
Sur les panneaux verticaux, veillez à toujours orienter les fentes estampées vers le bas. Cela permet à l'air chaud de s'échapper tout en faisant office de barrière physique contre la poussière en suspension et la pénétration de liquides, ce qui contribue à maintenir les indices de protection IP de base. Lorsque l'utilisation de ventilateurs de refroidissement actifs n'est pas envisageable, le montage des composants générateurs de chaleur directement sur le châssis à l'aide de pastilles thermiques permet de dissiper efficacement la chaleur sur la grande surface métallique.
Contrôler la compression des joints pour garantir des indices de protection IP fiables
Pour atteindre un indice de protection IP65 ou supérieur, il faut recourir à des joints continus, généralement en caoutchouc, en silicone ou en mousse moulée sur place. Cependant, le simple fait de serrer un joint plat entre deux panneaux de tôle a souvent pour effet, avec le temps, de déformer le matériau.
Pour éviter toute compression excessive, prévoyez un rebord en tôle pliée ou utilisez une entretoise d’une hauteur spécifique qui fera office de butée physique. Cela garantit que le joint n’est comprimé que dans les limites des spécifications du fabricant — généralement de 20% à 30% —, ce qui permet de maintenir une étanchéité parfaite sans endommager le caoutchouc.
Conception des joints superposés et du masquage pour le blindage contre les interférences électromagnétiques
Les appareils électroniques doivent souvent être soumis à des tests rigoureux de compatibilité électromagnétique (CEM) ou de compatibilité radioélectrique (RFI). Une erreur de conception courante consiste à appliquer un revêtement en poudre non conducteur sur l'ensemble du boîtier, ce qui rompt la continuité électrique entre les pièces en contact.
Pour créer une cage de Faraday efficace, prévoyez des joints qui se chevauchent et indiquez clairement les zones à masquer sur le plan de fabrication. Privilégiez des zones de masquage simples et rectilignes. L'application de ruban de masquage résistant aux hautes températures est une opération manuelle ; les géométries de masquage complexes ralentissent considérablement la chaîne de finition et augmentent les coûts de main-d'œuvre.
Limiter le soudage en continu pour éviter la déformation thermique
La réalisation de soudures continues le long de chaque joint renforce considérablement la résistance structurelle, mais génère une chaleur importante dans la pièce. Dans le cas de tôles minces (moins de 2 mm), cette concentration de chaleur provoque un gauchissement important et une déformation dimensionnelle difficiles à corriger.
Le redressage d'une tôle fine déformée par la chaleur nécessite un martelage manuel ou un redressage à la flamme, ce qui entraîne des coûts de main-d'œuvre difficilement maîtrisables et laisse des défauts de surface visibles. À moins qu'une étanchéité hermétique ne soit requise pour respecter un indice de protection IP, le soudage par points (soudage intermittent) ou le soudage par points suffit généralement. Ces méthodes réduisent l'apport de chaleur et permettent de maîtriser les coûts de fabrication.
Adapter les finitions de surface aux exigences en matière de matériaux et de tolérances
Les traitements de surface protègent le métal, mais modifient également les dimensions physiques finales de la pièce. Le revêtement par poudrage ajoute généralement entre 0,05 mm et 0,15 mm d'épaisseur par surface, ce qui peut entraîner de graves problèmes de tolérance si les jeux internes ou les rails de glissement sont serrés.
Veillez à toujours indiquer explicitement sur le plan technique les dimensions critiques en précisant « après revêtement » ou « après peinture ». Pour l'acier laminé à froid, un revêtement en poudre ou une galvanisation est nécessaire pour éviter la rouille. Les boîtiers en aluminium sont souvent anodisés, ce qui durcit la surface sans augmenter significativement l'épaisseur.
Conclusion
Une conception efficace de boîtiers en tôle ne se résume pas à simplement loger des composants à l'intérieur d'un boîtier ; il s'agit de rendre ce boîtier fabricable, reproductible et rentable. En appliquant ces principes de conception pour la fabrication (DFM) dès le début du projet, les ingénieurs peuvent réduire les taux de rebut sur la presse plieuse, éliminer les goulots d'étranglement liés aux opérations manuelles lors de l'assemblage et diminuer le prix unitaire final.
Si vous êtes en train de finaliser la conception d'un boîtier et que vous avez besoin d'une analyse de la faisabilité de la fabrication, notre équipe d'ingénieurs chez Shengen peut vous aider. Forts de plus de 10 ans d'expérience dans la fabrication de tôlerie, nous accompagnons vos projets, du prototypage rapide à la production en série. Nous veillons à ce que vos pièces passent sans encombre de la CAO à l'atelier, en garantissant une qualité fiable et des délais de production efficaces.
FAQ
Quel est le meilleur matériau en tôle pour les enceintes extérieures ?
Pour les environnements extérieurs ou corrosifs, l'aluminium 5052 ou l'acier inoxydable 304/316 constituent les choix habituels. L'aluminium est plus léger, plus facile à usiner et naturellement résistant à la corrosion. L'acier inoxydable offre une meilleure résistance aux chocs et une plus grande rigidité pour les environnements industriels difficiles, mais il est plus difficile à découper et à plier, ce qui augmente les coûts de fabrication.
Quelle doit être l'épaisseur de la tôle pour un coffret industriel standard ?
La plupart des boîtiers industriels et commerciaux courants sont fabriqués à partir de matériaux dont l'épaisseur est comprise entre 1,2 mm et 2,0 mm (calibre 18 à calibre 14). Cette plage d'épaisseurs offre un compromis très pratique. Elle garantit une rigidité structurelle suffisante pour protéger les composants internes, tout en restant suffisamment fine pour être facilement usinée sur des découpeuses laser et des presses plieuses standard.
Pourquoi les trous de fixation de mon gabarit plat s'étirent-ils après le pliage ?
Les trous sont probablement situés trop près de la ligne de pliage et se trouvent dans la zone de déformation. Lorsqu’on plie un métal, le matériau s’étire au niveau du rayon extérieur. Pour éviter toute déformation des trous, veillez à ce que le bord de chaque trou soit situé à une distance de la ligne de pliage au moins égale à 2,5 fois l’épaisseur du matériau, plus le rayon de pliage.
À partir de quel volume est-il judicieux de passer de la découpe au laser à l'outillage fixe (emboutissage) ?
Pour les volumes inférieurs à 5 000 unités, la découpe au laser et les presses plieuses à commande numérique restent la solution la plus rentable, car elles ne génèrent aucun coût d'outillage. Lorsque les volumes annuels dépassent 10 000 unités, il devient judicieux d'investir dans des matrices d'emboutissage sur mesure. La réduction drastique du temps de cycle par unité à cette échelle compense largement l'investissement initial en outillage.
Hey, je suis Kevin Lee

Au cours des dix dernières années, j'ai été immergé dans diverses formes de fabrication de tôles, partageant ici des idées intéressantes tirées de mes expériences dans divers ateliers.
Prendre contact
Kevin Lee
J'ai plus de dix ans d'expérience professionnelle dans la fabrication de tôles, avec une spécialisation dans la découpe au laser, le pliage, le soudage et les techniques de traitement de surface. En tant que directeur technique chez Shengen, je m'engage à résoudre des problèmes de fabrication complexes et à favoriser l'innovation et la qualité dans chaque projet.
Ressources connexes

Texturation au laser des métaux : préparation, conception pour la fabrication (DFM) et maîtrise des coûts

Acier électro-galvanisé : guide de fabrication et de sélection

Poinçonnage ou découpe laser : Coût, vitesse et compromis DFM
