多くの板金筐体は、3D CADから製造現場への移行段階で問題が生じます。画面上では完璧に見える設計であっても、プレスブレーキの標準的な制限、金型のクリアランス、および材料の公差を無視すれば、生産の遅延やコストの超過は避けられません。
ラピッドプロトタイピングから量産に至るまでのプロジェクトを10年以上にわたり手掛けてきた経験から、当社のエンジニアリングチームは常に同じ傾向を目の当たりにしています。それは、単体の試作品としては問題なく機能する部品であっても、大規模かつ効率的に製造するには、構造的な再設計が必要になることが多いということです。
このガイドでは理論的な説明は省いています。構造的に堅牢で、組み立てが容易、かつ製造コスト効率に優れた筐体を設計するために必要な、曲げ半径の計算式からハードウェアの組み込みに至るまで、製造適性設計(DFM)の具体的なルールを概説しています。
不適切な筐体が設計されるのを防ぐための要件
CADソフトを起動する前に、プロジェクトの基本的な制約条件を明確にしておく必要があります。この段階を省略すると、設計が過剰になり、実際の使用場面で機能しない部品や筐体になってしまうことがよくあります。
使用環境に合わせて材質を選定する
筐体が使用される環境によって、材料の選定が決まり、 表面仕上げ. 温度管理された屋内環境では、 標準的な粉体塗装 通常、これで十分であり、費用対効果も高い。
本製品が高湿度、海洋環境、または腐食性化学物質にさらされる場合は、5052アルミニウムまたは304/316ステンレス鋼を指定することで、早期の構造的破損や錆の発生を防ぐことができます。
内部レイアウトでは、5~10mmのクリアランスを確保してください
筐体の外形寸法は、内部に収納される部品によって完全に決まります。設計プロセスを開始する際は、まず電源装置、プリント基板(PCB)、トランスなど、内部で最も大きな部品を配置することから始めます。
通電中の電気部品と金属製の壁の間には、5mmから10mmの最小クリアランスを確保するのが一般的です。これにより、電気的短絡を防止し、必要な内部容積の基準を確保することができます。
組立工具の設置スペースを確保する
組立技術者や保守担当者は、作業を行うための十分なスペースを必要とします。設計においては、内部の金具を固定するために必要なドライバー、リベットガン、トルクレンチなどの工具の物理的な寸法を考慮しなければなりません。
よくある 周波数変調 よくある間違いとして、マウント用スペーサーを内側の曲げフランジに近づけすぎて取り付けることが挙げられます。この場合、特殊な直角ドライバーが必要になることが多く、あるいは締結部品が曲げ半径と干渉してしまう原因となります。安全な設計上のルールとして、内側の曲げ部からは少なくとも[工具の直径+5mm]のクリアランスを確保するようにしてください。
継ぎ目や接合部の設計指針とするため、早期にIP等級を定義する
防塵・防水等級(IP)またはNEMA等級は、筐体の接合部の設計に直接影響を与えます。IP20からIP40の等級では、主に基本的な粉塵や微細な異物が環境上の懸念事項となるため、通常、標準的なスポット溶接や断続的なシーム設計が採用されます。
IP65以上の保護等級を達成するには、一般的に連続シーム溶接と、加圧シールガスケットの組み込みが必要となります。これらの要件により、平面図の設計が変更され、溶接後の研削時間が大幅に増加します。
積算目標値を用いて製造方法を決定する
材料の量、プレスブレーキのセットアップ時間、および組立方法が、最終的な単価を左右します。手作業による溶接に大きく依存する複雑な筐体であっても、少量生産の迅速な試作であれば許容範囲となる場合があります。
しかし、生産量が増えるにつれて、製造方法もそれに合わせて変更する必要があります。500個未満の生産量の場合、レーザーカットによるタブ・アンド・スロット構造に手作業での溶接を組み合わせた方法が、多くの場合、コスト効率に優れています。生産量が1,000個を超えると、プレス加工によるU字型部品とPEMファスナーを採用した設計に変更することで、1個あたりの人件費を大幅に削減できます。
曲げ、溶接、および公差に関するリスクを低減する構造の選定
その囲いの基本的な形状によって、それが空間内をどれだけスムーズに移動できるかが決まります。 レーザー切断 そして 曲げ 各段階。標準的な構造手法を採用することで、材料の無駄を最小限に抑え、寸法誤差のリスクを低減できます。
スクラップとセットアップ時間を最小限に抑えるため、U字型ベースを優先的に採用する
U字型のベースは、構造的に剛性が高く、加工が容易であるため、製造業で広く普及しています。1枚の平面図案から2つの主要な曲げ加工を施して成形されるこの形状は、プレスブレーキでのセットアップ時間を最小限に抑えることができます。
ラックマウント型機器、産業用制御盤、および標準的なデスクトップ型機器に最適であり、廃棄物を最小限に抑えることができます。
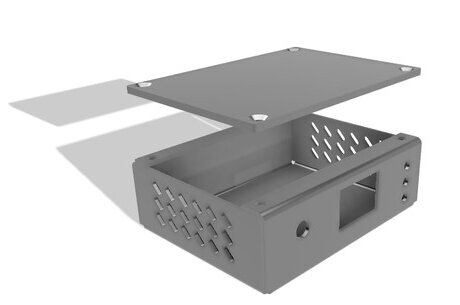
内部へのアクセスを容易にするために、L字型のカバーを使用してください
L字型パネルは、U字型ベースと組み合わせて2ピース構成の筐体を完成させるために頻繁に使用されます。この構成により、最終組立時に作業者は2つの異なる角度から内部部品に完全にアクセスすることができます。
L字型は90度の曲げが1か所だけで済むため、高い寸法精度を維持でき、大量生産においても非常に効率的です。
タブ・アンド・スロット接合を採用し、特注の溶接治具を不要にする
板金部品を溶接または恒久的に接合する必要がある場合、タブ・アンド・スロット構造を採用することで、部品を自動的に位置合わせすることができます。この自己固定方式により、高価な特注の溶接治具の必要性が軽減されます。
また、組み立て時の手作業による位置合わせの誤差も最小限に抑えます。これは、最初の試作段階から量産に至るまで、厳しい公差を維持できる効果的な構造上の選択です。
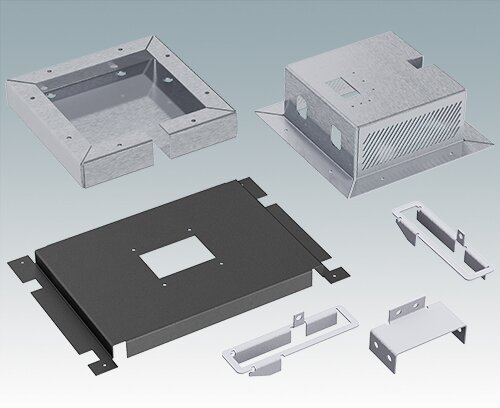
複雑な形状を分割して材料利用率を向上させる
複数の曲げ加工を含む単一の複雑な平面図面は、部品点数を減らすことができますが、プレスブレーキでの折り曲げ時の干渉リスクが高まります。また、切断作業の効率が著しく低下する可能性もあります。
複雑な一体型の展開図では、板金の40%がスクラップとして残ってしまう可能性があります。これを2つのL字型パーツに分割することで、レーザーカッターの作業台上に効率的に配置し、材料利用率を向上させることができます。複数パーツからなる設計ではネジやリベットを使用することになりますが、これにより組立時間は若干長くなるものの、材料費総額を確実に削減することができます。
公差の累積を吸収するために、大きめの穴を設計する
板金曲げ加工の標準的な公差は、材料の厚さによって異なりますが、通常±0.2mmから±0.5mmの範囲です。複数の曲げ加工部品をボルトで組み立てる場合、こうしたわずかな寸法誤差が累積します。
取り付け穴をわずかに大きめに設計したり、嵌合部品にスリット状の切り欠きを設けたりすることで、こうした寸法公差を吸収することができます。これにより、最終組立段階での位置合わせの不具合を防ぎ、現場での手直し作業を減らすことができます。
切断や曲げ加工を容易にするDFMの詳細
3Dモデルを実物の部品にするには、形状を平面化し、物理的に成形する必要があります。CADでの些細な見落としが、現場での金型製作において大きな課題となることがよくあります。特定の設計要素を標準化することで、機械のセットアップ時間を短縮し、材料の欠陥を防ぐことができます。
曲げ半径を一定に保つことで、セットアップの遅れを解消する
毎回、 曲げ半径 設計変更があった場合、プレスブレーキのオペレーターは機械を停止させ、金型を交換しなければなりません。一般的な工場環境では、パンチとダイスの交換には通常15分から30分かかります。
1つの筐体に3種類の曲げ半径が必要な場合、機械の停止時間だけで単位当たりのコストが大幅に高くなってしまいます。特に小ロットの注文ではその傾向が顕著です。業界では、部品全体に対して材料の厚さ(1T)に等しい単一の曲げ半径を使用するのが一般的です。
フランジの高さがプレスブレーキの最小制限値を上回ることを確認する
フランジは、曲げ加工中に下側のV型ダイにしっかりと載るだけの長さが必要です。フランジが短すぎると、材料がダイの中に滑り込み、曲げ形状の歪みや目立つ加工痕が生じる原因となります。
信頼性の高い設計指針として、フランジの厚さは材料厚さの4倍以上、かつ曲げ半径を加えた値(4T + R)とするのが一般的です。どうしてもそれより短いフランジが必要な場合は、特注の金型や曲げ加工後の機械加工が必要となり、単価が高くなる可能性があります。
曲げ変形域の外側に位置する穴
板金を曲げると、曲率半径の外側では材料が伸び、内側では圧縮されます。曲げ線に近すぎる位置に穴や切り欠きがあると、この変形によって楕円形に歪んでしまいます。
これを防ぐため、一般的な設計上のルールとして、穴の端を曲げ線から、材料厚さの2.5倍に曲げ半径を加えた距離(2.5T + R)以上離すようにします。これにより、組立作業台で手作業によるヤスリがけを行うことなく、金具を確実に正しく取り付けることができます。
素材の破れを防ぐために曲げ緩め加工を施す
シートの端まで届かないフランジを曲げる場合、局所的な応力により隣接する角の部分の材料が破断してしまいます。曲げ緩和用切り欠きとは、こうした応力がかかる箇所に設けられる小さな切り欠きのことで、これにより金属がきれいに折り曲げられるようになります。
通常、これらのリリーフは材料の厚さよりも広く、曲げ半径よりも深くする必要があります。この点を怠ると、微細な亀裂が生じ、時間の経過とともに筐体の構造的強度が損なわれることがよくあります。
設計上の保留を防ぐため、正確な展開図を提供してください
3Dモデルは設計検証に不可欠ですが、現場では2Dの展開図が使用されています。線分が結合されていないファイルや、曲げ加工の差し引きが反映されていないファイルを送信すると、機械のプログラミング作業が遅れてしまいます。
さらに重要なのは、誤ったK係数を用いて展開図を計算した場合、最終的な曲げ寸法が公差範囲外になってしまうことです。プロの受託製造業者であれば、通常はこの点を指摘し、プロジェクトを「設計保留」とします。正しい寸法を確認するためのこうしたやり取りには、通常、1~2日分の生産時間が無駄になってしまいます。

組み立て前にハードウェアとアクセスの計画を立てる
筐体の品質は、最終的な組み立ての出来栄えにかかっています。不適切な締結部品を選定したり、工具のクリアランスを無視したりすると、本来なら単純な生産工程が、人手を要するボトルネックに変わってしまう可能性があります。ハードウェアの組み込みを早い段階で計画しておくことで、組立ラインを安定して稼働させることができます。
PEMファスナーを使用する際は、安全なエッジクリアランスを確保してください
厚さ1.5mm未満の板金に直接ねじ切りを行うと、標準的なトルク負荷がかかった際にねじ山が削れてしまうことがよくあります。PEMナットやスタッドなどのセルフクリンチングファスナーは、強固で再利用可能な荷重支持用ねじ山を提供します。
ただし、これらの締結部品は金属を押し出すために高い圧力が必要となるため、部品の端に近づけすぎて配置することは、DFM上のよくある失敗例です。押し出された金属が外側へ膨らみ、端部の目立つ膨らみや寸法誤差を引き起こします。穴の位置を確定する前に、必ずメーカーが指定する中心線から端までの最小距離を確認してください。
外装を美しく密閉するために、ブラインドスタンドオフを指定してください
内部部品に取付ポイントが必要であるものの、筐体の外観を平らな状態に保つ必要がある場合、通常はブラインドスタンドオフが使用されます。これらは、外表面を貫通させることなく、金属の内側に圧入されます。
この手法により、外観は滑らかでプロフェッショナルな仕上がりになります。貫通穴がないため、ほこりや湿気が侵入する可能性のある箇所がなくなるため、特定のIP等級を満たす上で非常に有効です。
自動組立ツールの物理的クリアランスを確認する
たとえファスナーがCADアセンブリ上では完璧にフィットしていても、技術者は作業台上で実際にそのファスナーに手が届くようにしなければなりません。狭い内側の角に金具を配置すると、手工具の使用を余儀なくされ、その結果、作業時間が著しく増加します。
標準的な空気式リベットガンやバッテリー駆動のトルクドライバーを使用する際は、常に十分な上下および左右のスペースを確保してください。試作段階から量産段階に移行する際には、自動工具へのアクセスを考慮した設計が不可欠です。
はんだパッドの破損を防ぐために、PCBの取り付け箇所を隔離する
プリント基板は非常に剛性が高い。輸送中や落下試験の際、大型の金属パネルはわずかな変形を生じ、その後元に戻る。
PCBを、補強されていない大きな金属板のスパンに強固に取り付けた場合、この反発力が基板に直接伝わり、表面実装部品のハンダパッドが剥がれてしまうことがよくあります。これを防ぐには、専用の内部ブラケットを使用するか、金属が最も剛性の高い構造上の角付近にPCBのスタンドオフを配置してください。
ケーブル配線用の専用固定ポイントを設計する
筐体カバーを完全に固定する際、内部ケーブルが緩んでいると挟み込まれる恐れがあります。温度変化や経年劣化により頻繁に破損する粘着式のケーブルタイマウントに頼るのではなく、板金に直接恒久的な固定方法を設計してください。
パンチ加工されたループや専用の板金製固定ブリッジにより、恒久的な配線経路を確保します。これにより、機器の耐用年数を通じて、ワイヤーハーネスを鋭利なエッジ、可動部品、または発熱部品から安全に遠ざけることができます。
温度制御、シール、EMI対策、および表面処理の要件を組み込む
高度な筐体設計は、単なる形状設計の域を超えています。機器が現場に導入される際には、内部の熱を適切に管理し、電磁干渉を遮断し、過酷な環境条件に耐えうる必要があります。こうした物理的要件を考慮せずに設計を行うと、後になって高額な改造費用がかかることになりかねません。
受動的な熱制御には、方向性ルーバーとスタンドオフを使用する
高出力の内部部品は熱を発生させるため、機器の故障を防ぐにはその熱を逃がす必要があります。単純な穿孔に頼るのではなく、方向性のある ルーバー これらは、自然対流の流れを誘導し、筐体下部から冷たい空気を引き込むために頻繁に使用されます。
垂直パネルに取り付ける際は、必ず刻印のあるルーバーを下向きにしてください。これにより、熱気が逃げる一方で、落下する粉塵や液体の侵入を防ぐ物理的なシールドとして機能し、基本的なIP保護等級を維持するのに役立ちます。アクティブな冷却ファンを使用できない場合は、発熱部品をサーマルパッドを使用してシャーシに直接取り付けることで、広い金属表面積全体に熱を効率的に放散させることができます。
ガスケットの圧縮力を制御し、信頼性の高いIP等級を実現する
IP65以上の保護等級を達成するには、通常、ゴム、シリコン、または発泡成形ガスケットで作られた連続したシールが必要です。しかし、単に平らなガスケットを2枚の金属板の間に挟み込むだけでは、時間の経過とともに材料がずれてしまうことがよくあります。
過度の圧縮を防ぐため、板金を折り曲げてヘムを形成するか、物理的なストッパーとして機能する適切なスタンドオフ高さを設定してください。これにより、ガスケットがメーカーの仕様(通常は20%~30%)の範囲内でのみ圧縮され、ゴムを劣化させることなく水密性を維持できます。
EMIシールドのための重ね合わせ継ぎ目とマスキングの設計
電子機器は、多くの場合、厳格な電磁妨害(EMI)または無線周波数妨害(RFI)試験に合格しなければなりません。設計上のよくある失敗例として、筐体全体に非導電性の粉体塗装を施すことで、嵌合部品間の電気的連続性が断たれてしまうことが挙げられます。
効果的なファラデーケージを作成するには、製造図面上で継ぎ目が重なるように設計し、マスキング領域を明確に指定してください。マスキング領域はシンプルで直線的な形状に保つようにしてください。耐熱マスキングテープの貼付は手作業で行われるため、マスキング形状が複雑になると、仕上げラインの作業が大幅に遅れ、人件費が増加します。
熱変形を防ぐため、連続溶接を制限する
すべての接合部に連続シーム溶接を施すと、構造強度は大幅に向上しますが、部品に多大な熱が加わることになります。薄板(2mm未満)の場合、この集中した熱により、修正が困難な深刻な反りや寸法変形が生じます。
熱変形した薄板を矯正するには、手作業によるハンマー打ちや火炎矯正が必要となり、これらは人件費の増大を招き、表面に目立つ欠陥が残る。IP規格で気密シールが要求されない限り、通常はステッチ溶接(間欠溶接)またはスポット溶接で十分である。これらの方法は入熱を抑え、製造コストを抑制できる。
表面仕上げを材料および公差要件に合わせて調整する
表面処理は金属を保護する一方で、部品の最終的な物理的寸法にも変化をもたらします。粉体塗装では通常、表面ごとに0.05mmから0.15mmの厚みが増加するため、内部のクリアランスやスライドレールが狭い場合、深刻な公差の問題を引き起こす可能性があります。
重要な寸法については、必ず設計図面に「メッキ後」または「塗装後」と明記してください。冷間圧延鋼板の場合、錆を防ぐために粉体塗装または亜鉛メッキが必要です。アルミニウム製の筐体は、多くの場合、陽極酸化処理が施されており、これにより厚みを大幅に増すことなく表面を硬化させることができます。
結論
効果的な板金筐体の設計とは、単に部品を箱の中に収めることだけではありません。その箱を製造可能かつ再現性が高く、コスト効率の良いものにすることです。これらのDFM(製造適性設計)の原則を早期に適用することで、エンジニアはプレスブレーキでの不良率を低減し、組立工程における手作業によるボトルネックを解消し、最終的な単価を引き下げることができます。
筐体の設計を最終段階にあり、製造性の検討が必要な場合は、 Shengenのエンジニアリングチーム お役に立ちます。板金加工において10年以上の実績を持つ当社は、ラピッドプロトタイピングから量産に至るまで、あらゆるプロジェクトをサポートいたします。確かな品質と効率的な生産サイクルにより、お客様の部品がCADから現場へと円滑に移行するようお手伝いします。
よくあるご質問
屋外用筐体には、どのような板金材料が最適ですか?
屋外や腐食性のある環境では、5052アルミニウムまたは304/316ステンレス鋼が標準的な選択肢となります。アルミニウムは軽量で加工が容易であり、天然の耐食性を備えています。ステンレス鋼は過酷な産業環境において高い衝撃強度と剛性を発揮しますが、切断や曲げ加工が難しいため、製造コストが高くなります。
一般的な産業用エンクロージャーには、どのくらいの厚さの板金を使用すべきですか?
一般的な産業用および商業用筐体のほとんどは、1.2mmから2.0mm(18ゲージから14ゲージ)の厚さの素材を使用しています。この厚さの範囲は、実用性の面で優れたバランスを備えています。内部部品を保護するのに十分な構造的剛性を確保しつつ、標準的なレーザーカッターやプレスブレーキで容易に加工できるほど薄いためです。
なぜ、曲げ加工後にフラットパターンの取り付け穴が伸びてしまうのですか?
穴の位置が曲げ線に近すぎて、変形領域内に含まれている可能性があります。金属を曲げる際、外側の半径部分で材料が伸びます。穴の変形を防ぐため、穴の端が曲げ線から、材料の厚さの2.5倍に曲げ半径を加えた距離以上離れていることを確認してください。
どの程度の生産量になれば、レーザー切断から金型加工(プレス加工)への切り替えが合理的となるでしょうか。
生産量が5,000台未満の場合、金型費用がかからないため、レーザー切断やCNCプレスブレーキが依然として最も費用対効果の高い手法です。年間生産量が10,000台を超えるようになれば、カスタム板金プレス金型への投資が合理的となります。 この規模になれば、1単位あたりのサイクルタイムが大幅に短縮されるため、初期の金型投資コストを容易に上回るメリットが得られます。

ケビン・リー
レーザー切断、曲げ加工、溶接、表面処理技術を専門とし、板金加工において10年以上の実務経験があります。シェンゲンのテクニカルディレクターとして、複雑な製造上の課題を解決し、各プロジェクトにおける革新と品質の向上に尽力しています。



