Многие металлоконструкции не выдерживают перехода от 3D-проектирования к производству. Даже если на экране конструкция выглядит безупречно, игнорирование стандартных ограничений гибочных прессов, зазоров в инструментах и допусков на материалы неизбежно приведет к задержкам в производстве и мгновенному превышению сметы.
Имея более чем десятилетний опыт сопровождения проектов от этапа быстрого прототипирования до серийного производства, наша команда инженеров постоянно сталкивается с одной и той же закономерностью: детали, которые хорошо работают в качестве единичных прототипов, зачастую требуют перепроектирования конструкции, прежде чем их можно будет эффективно производить в больших объемах.
В данном руководстве не уделяется внимания теории. В нем изложены конкретные правила проектирования с учетом технологичности (DFM) — от формул расчета радиусов изгиба до интеграции аппаратных компонентов — необходимые для разработки корпусов, отличающихся прочностью конструкции, простотой сборки и высокой экономичностью производства.
Требования, предотвращающие разработку несоответствующего корпуса
Перед запуском программы САПР необходимо определить основные ограничительные условия проекта. Пропуск этого этапа часто приводит к созданию излишне сложных деталей или корпусов, которые не выдерживают нагрузок при эксплуатации.
Подбирайте материалы с учетом условий эксплуатации
Условия эксплуатации корпуса определяют выбор материала и отделка поверхности. Для помещений с контролируемой температурой — холоднокатаная сталь, обработанная стандартное порошковое покрытие обычно бывает достаточно и является экономически выгодным.
Если оборудование будет подвергаться воздействию высокой влажности, морской среды или агрессивных химических веществ, использование алюминия марки 5052 или нержавеющей стали марки 304/316 позволит предотвратить преждевременный выход из строя конструкции и появление ржавчины.
Соблюдайте зазоры 5–10 мм при размещении компонентов внутри корпуса
Габаритные размеры корпуса полностью зависят от компонентов, размещенных внутри. Начните процесс проектирования с определения размеров самых габаритных внутренних деталей, таких как источники питания, печатные платы (PCB) и трансформаторы.
Обычно между токопроводящими электрическими компонентами и металлическими стенками оставляют зазор не менее 5–10 мм. Это позволяет предотвратить короткое замыкание и обеспечить необходимый внутренний объем.
Обеспечьте достаточное свободное пространство для монтажных инструментов
Специалистам по сборке и техническому обслуживанию необходимо достаточное рабочее пространство. При проектировании необходимо учитывать габариты инструментов — таких как отвертки, заклепочники или динамометрические ключи — необходимых для крепления внутренних деталей.
Распространенный DFM Частая ошибка заключается в том, что крепежные стойки устанавливаются слишком близко к внутреннему изгибу фланца. Это часто требует использования специальных угловых отверток или приводит к тому, что крепеж мешает радиусу изгиба. Безопасным техническим правилом является соблюдение зазора не менее [диаметр инструмента + 5 мм] от любого внутреннего изгиба.
Заранее определите класс защиты по IP для разработки конструкции швов и соединений
Классы защиты от проникновения (IP) или NEMA напрямую определяют требования к конструкции соединений корпуса. Для классов защиты от IP20 до IP40, где основными факторами окружающей среды являются пыль и мелкий мусор, обычно применяются стандартные конструкции с точечной сваркой или прерывистым швом.
Для достижения степени защиты IP65 или выше, как правило, требуется сплошная сварка швов и использование уплотнительных прокладок под давлением. Эти требования вносят изменения в конструкцию плоской заготовки и значительно увеличивают время шлифования после сварки.
Используйте целевые значения объёма для определения методов изготовления
Объем материала, время наладки листогибочного пресса и методы сборки определяют итоговую цену за единицу. Сложный корпус, в изготовлении которого в значительной степени используется ручная сварка, может быть приемлем для быстрого прототипирования небольших партий.
Однако по мере увеличения объемов производства необходимо адаптировать методы изготовления. При тиражах менее 500 единиц зачастую экономически выгоднее использовать конструкции с лазерной резкой и соединениями типа «паз-выступ» в сочетании с ручной сваркой. Когда объем производства превышает 1000 единиц, переход на штампованные U-образные детали и соединения PEM позволяет значительно снизить затраты на рабочую силу в расчете на одну единицу.
Выбор конструкции, позволяющий снизить риски, связанные с изгибом, сваркой и допусками
Форма корпуса определяет, насколько легко он перемещается по лазерная резка и изгиб этапы. Использование стандартных конструктивных решений позволяет свести к минимуму отходы материалов и снизить риск возникновения погрешностей в размерах.
Отдавайте предпочтение U-образным основаниям, чтобы свести к минимуму количество брака и время наладки
U-образные основания широко используются в обрабатывающей промышленности благодаря своей высокой жесткости и простоте в обработке. Эта форма, получаемая путем гибки одного плоского заготовки с двумя основными изгибами, требует минимального времени на настройку гибочного пресса.
Это решение отлично подходит для оборудования, устанавливаемого в стойку, промышленных блоков управления и стандартных настольных устройств, при этом количество отходов сводится к минимуму.
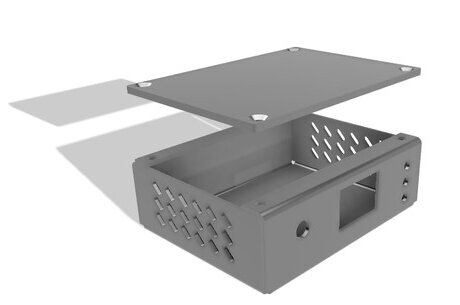
Используйте L-образные крышки для облегчения доступа к внутренним компонентам
L-образные панели часто используются в сочетании с U-образными основаниями для формирования двухсекционного корпуса. Такая конфигурация обеспечивает операторам полный доступ к внутренним компонентам с двух разных сторон во время окончательной сборки.
Поскольку для изготовления L-образных профилей требуется всего один изгиб под углом 90 градусов, они отличаются высокой точностью форм и позволяют эффективно производить их в больших объемах.
Использование соединений типа «паз-выступ» для отказа от изготовления специальных сварочных приспособлений
Когда детали из листового металла необходимо сваривать или соединять на постоянной основе, конструкции с выступы и пазы помогают автоматически выровнять детали. Такой подход, основанный на самозакреплении, позволяет сократить потребность в дорогостоящих сварочных приспособлениях, изготавливаемых на заказ.
Кроме того, это позволяет свести к минимуму ошибки ручной центровки при сборке. Это эффективное конструктивное решение, обеспечивающее соблюдение жестких допусков на всех этапах — от изготовления первого прототипа до запуска серийного производства.
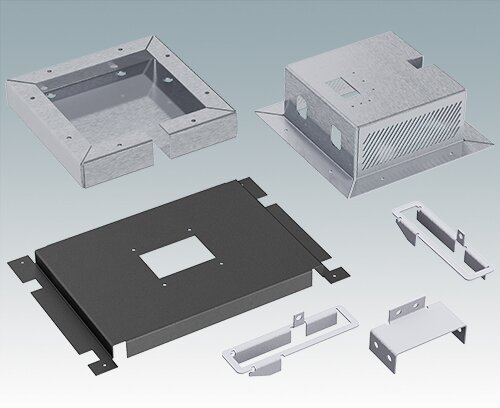
Разделение сложных геометрических форм для повышения эффективности использования материала
Один сложный плоский чертеж с множеством изгибов позволяет сократить общее количество отдельных деталей, но при этом повышает риск столкновения сгибов на листогибочном прессе. Кроме того, его резка может оказаться весьма неэффективной.
При изготовлении сложной цельной плоской заготовки до 40% листового металла может оказаться в отходах. Разделение заготовки на две L-образные детали позволяет повысить коэффициент использования материала за счет их эффективной раскладки на рабочей поверхности лазерного резака. Конструкции, состоящие из нескольких деталей, собираются с помощью винтов и заклепок, что может незначительно увеличить время сборки, но надежно снижает общую стоимость материала.
Проектируйте отверстия увеличенного размера для компенсации суммарного отклонения
Стандартные допуски на гибку листового металла обычно составляют от ±0,2 мм до ±0,5 мм в зависимости от толщины материала. При скреплении болтами нескольких гибочных деталей эти незначительные отклонения в размерах суммируются.
Эти отклонения можно компенсировать за счет проектирования монтажных отверстий с небольшим запасом по размеру или использования прорезей для сопрягаемых деталей. Это позволяет избежать проблем с центрированием на этапе окончательной сборки и сократить объем доработок на производстве.
Детали DFM, облегчающие резку и гибку
Для преобразования 3D-модели в физическую деталь необходимо сгладить геометрию и придать ей нужную форму с помощью механического прессования. Незначительные упущения в CAD-проекте зачастую приводят к серьезным проблемам при изготовлении пресс-форм на производстве. Стандартизация определенных конструктивных элементов сокращает время наладки оборудования и позволяет избежать дефектов материала.
Соблюдайте постоянный радиус изгиба, чтобы исключить задержки при настройке
Каждый раз, когда радиус изгиба При внесении изменений в конструкцию операторы листогибочных прессов должны остановить станок и заменить физические инструменты. В стандартных заводских условиях замена одного пуансона и матрицы обычно занимает от 15 до 30 минут.
Если для изготовления одного корпуса требуется три разных радиуса гибки, то одни только простои оборудования приведут к резкому увеличению себестоимости единицы продукции, особенно при мелкосерийных заказах. Стандартной отраслевой практикой является использование единого радиуса гибки, равного толщине материала (1T), для всей детали.
Убедитесь, что высота фланцев превышает минимальные ограничения гибочного пресса
Фланцы должны быть достаточной длины, чтобы во время процесса гибки надежно упираться в нижнюю V-образную матрицу. Если фланец слишком короткий, материал проскользнет в матрицу, что приведет к деформации изгиба или появлению сильных следов от инструмента.
Надежным инженерным правилом является проектирование фланцев с высотой, равной как минимум четырехкратной толщине материала плюс радиус изгиба (4T + R). Если использование фланца меньшей высоты является абсолютно необходимым, это может потребовать изготовления специального инструмента или дополнительной механической обработки после изгиба, что приведет к увеличению цены за единицу.
Расположить отверстия за пределами зоны изгибной деформации
При гибке листового металла материал растягивается с внешней стороны радиуса изгиба и сжимается с внутренней. Отверстия или вырезы, расположенные слишком близко к линии изгиба, в ходе этой деформации деформируются, принимая овальную форму.
Чтобы этого избежать, согласно стандартной инженерной формуле край любого отверстия следует располагать на расстоянии, равном не менее чем 2,5-кратной толщине материала плюс радиус изгиба (2,5T + R), от линии изгиба. Это гарантирует, что крепежные детали будут правильно устанавливаться без необходимости ручной доработки на сборочном столе.
Добавьте разгрузочные изгибы для предотвращения разрыва материала
При гибке фланца, не проходящего по всей длине края листа, материал в прилегающих углах может разорваться из-за локального напряжения. Разгрузочные вырезы — это небольшие выемки, выполняемые в этих точках напряжения, чтобы металл складывался ровно.
Как правило, эти выемки должны быть шире толщины материала и глубже радиуса изгиба. Несоблюдение этого требования часто приводит к появлению микротрещин, которые со временем нарушают конструктивную целостность корпуса.
Предоставляйте чистые чертежи деталей, чтобы избежать задержек в разработке
Хотя 3D-модели играют важную роль в проверке конструкции, на производстве используются плоские 2D-выкройки. Отправка файлов с несоединенными линиями или отсутствующими выемками для сгиба замедляет процесс программирования станков.
Что еще важнее, если чертеж плоской детали рассчитан с использованием неверного коэффициента K, конечные размеры гибочной детали выйдут за пределы допуска. Профессиональные подрядчики, как правило, обращают на это внимание и приостанавливают проект на этапе технической проверки. Такая переписка с целью подтверждения правильности размеров обычно приводит к потере одного-двух дней производственного времени.

Планирование оборудования и доступа до начала сборки
Качество корпуса зависит от качества его окончательной сборки. Неправильный выбор крепежа или игнорирование зазоров для инструментов могут превратить простую серийную сборку в трудоемкое узкое место. Своевременное планирование интеграции крепежа позволяет обеспечить стабильную работу сборочной линии.
Используйте крепеж PEM, но соблюдайте безопасные зазоры от кромок
Нарезание резьбы непосредственно в листовом металле толщиной менее 1,5 мм часто приводит к срыву резьбы при стандартных значениях крутящего момента. Крепежные элементы с самозажимным соединением, такие как гайки и шпильки PEM, обеспечивают прочную и многоразовую несущую резьбу.
Однако, поскольку для деформации металла при использовании этих крепежных элементов требуется высокое давление, их размещение слишком близко к краю детали является распространенной ошибкой при проектировании с учетом технологичности (DFM). Деформированный металл будет выпячиваться наружу, что приведет к заметному выпуклости края и нарушению точности размеров. Перед окончательным определением расположения отверстий всегда следует проверять указанное производителем минимальное расстояние от оси отверстия до края детали.
Используйте глухие распорки для обеспечения аккуратного и герметичного внешнего вида
Когда для внутренних компонентов требуются точки крепления, но внешняя поверхность корпуса должна оставаться визуально ровной, обычно используются глухие стойки. Их вдавливают во внутреннюю поверхность металла, не пробивая наружную поверхность.
Такой подход позволяет сохранить аккуратный и профессиональный внешний вид. Поскольку в конструкции отсутствуют сквозные отверстия, это также исключает возможные точки проникновения пыли или влаги, что делает данный подход весьма выгодным для обеспечения определенных классов защиты IP.
Проверка свободного пространства для автоматизированного монтажного оборудования
Даже если крепежный элемент идеально подходит для сборки в CAD, технические специалисты должны иметь возможность физически достать его на рабочем столе. Размещение крепежа в узких внутренних углах вынуждает использовать ручные инструменты, что заметно увеличивает трудозатраты.
Всегда оставляйте достаточный вертикальный и горизонтальный зазор для стандартных пневматических заклепочников или аккумуляторных динамометрических отверток. Проектирование с учетом доступа автоматизированного инструмента имеет решающее значение при переходе от прототипирования к серийному производству.
Изолируйте точки крепления печатной платы, чтобы предотвратить разрыв контактных площадок
Печатные платы обладают высокой жесткостью. Во время транспортировки или испытаний на падение большие металлические панели подвергаются незначительной деформации и восстанавливают свою форму.
Если печатная плата жестко закреплена на большом участке неармированного листового металла, эта сила отскока будет передаваться непосредственно на плату, что зачастую приводит к отрыву паяльных площадок от компонентов для поверхностного монтажа. Чтобы этого избежать, следует использовать специальные внутренние кронштейны или размещать распорки печатной платы вблизи конструктивных углов, где металл наиболее жесткий.
Разработка специальных точек крепления для прокладки кабелей
Незакрепленные внутренние кабели часто зажимаются при окончательной фиксации крышки корпуса. Вместо того чтобы полагаться на клейкие крепления для кабельных стяжек, которые часто выходят из строя под воздействием температурных перепадов и со временем, разработайте постоянные решения, встроенные непосредственно в металлический корпус.
Пробитые петли или специальные металлические крепежные мостики обеспечивают постоянный маршрут прокладки. Это позволяет надежно защитить жгуты проводов от острых краёв, движущихся частей и тепловыделяющих компонентов на протяжении всего срока службы оборудования.
Учет требований к системе регулирования температуры, герметизации, электромагнитной совместимости и отделке
Современная конструкция корпусов выходит за рамки базовой геометрии. При эксплуатации оборудования в полевых условиях оно должно обеспечивать отвод внутреннего тепла, защищать от электромагнитных помех и выдерживать воздействие внешних факторов. Неучет этих физических факторов при проектировании зачастую приводит к необходимости проведения дорогостоящих доработок после выпуска продукции.
Используйте направляющие жалюзи и распорки для пассивного регулирования теплового режима
Мощные внутренние компоненты выделяют тепло, которое необходимо отводить, чтобы предотвратить выход оборудования из строя. Вместо использования простых перфорированных отверстий, направленное жалюзи часто используются для направления потоков естественной конвекции и засасывания более холодного воздуха со дна корпуса.
На вертикальных панелях всегда устанавливайте перфорированные решетки вниз. Это позволяет горячему воздуху выходить наружу и одновременно служит физической защитой от попадания пыли и жидкости, что способствует поддержанию базовых классов защиты IP. Если использование вентиляторов активного охлаждения невозможно, монтаж тепловыделяющих компонентов непосредственно на корпус с помощью термопрокладок обеспечивает эффективное рассеивание тепла по большой площади металлической поверхности.
Контролируйте степень сжатия прокладки для обеспечения надёжного соответствия требованиям класса защиты IP
Для обеспечения степени защиты IP65 или выше требуются непрерывные уплотнения, которые обычно изготавливаются из резины, силикона или уплотнительных прокладок, заполняемых пенопластом. Однако при простом зажатии плоской прокладки между двумя металлическими панелями со временем материал часто смещается с места.
Чтобы предотвратить чрезмерное сжатие, следует предусмотреть отгиб из гофрированного листового металла или использовать специальную прокладку определенной высоты, которая будет служить физическим упором. Это гарантирует, что прокладка будет сжата только в соответствии с техническими требованиями производителя — как правило, от 20% до 30% — что позволит обеспечить водонепроницаемое уплотнение без повреждения резины.
Проектирование перекрывающихся швов и маскировка для экранирования от электромагнитных помех
Электронные устройства часто должны проходить строгие испытания на электромагнитные помехи (EMI) или радиочастотные помехи (RFI). Распространенной конструктивной ошибкой является нанесение непроводящего порошкового покрытия на весь корпус, что нарушает электрическую целостность между соприкасающимися деталями.
Чтобы создать эффективную клетку Фарадея, на производственном чертеже следует предусмотреть перекрывающиеся швы и четко обозначить зоны маскировки. Зоны маскировки должны быть простыми и иметь прямые контуры. Нанесение высокотемпературной маскирующей ленты — это ручной процесс; сложная геометрия маскировки значительно замедляет работу линии отделки и увеличивает затраты на рабочую силу.
Ограничьте продолжительность непрерывной сварки, чтобы предотвратить тепловую деформацию
Нанесение сплошных сварных швов на всех стыках значительно повышает прочность конструкции, но приводит к сильному нагреву детали. При работе с тонким листовым металлом (толщиной менее 2 мм) такая концентрация тепла вызывает сильную коробление и изменение размеров, которые трудно исправить.
Для выпрямления тонкого металла, деформированного под воздействием высокой температуры, требуется ручная ковка или выпрямление пламенем, что приводит к непредсказуемым затратам на рабочую силу и оставляет заметные дефекты на поверхности. Если для обеспечения степени защиты IP не требуется герметичное соединение, обычно достаточно шовной (прерывистой) или точечной сварки. Эти методы позволяют снизить тепловую нагрузку и удержать производственные затраты под контролем.
Подбирать виды поверхности в соответствии с требованиями к материалам и допускам
Покрытия защищают металл, но при этом изменяют конечные габаритные размеры детали. Порошковое покрытие, как правило, увеличивает толщину поверхности на 0,05–0,15 мм, что может привести к серьезным проблемам с допуском, если внутренние зазоры или направляющие имеют малые зазоры.
На техническом чертеже всегда следует четко указывать критические размеры с пометкой «после нанесения покрытия» или «после окраски». Для холоднокатаной стали необходимо нанесение порошкового покрытия или цинкования, чтобы предотвратить ржавчину. Алюминиевые корпуса часто подвергаются анодированию, что упрочняет поверхность без значительного увеличения толщины.
Заключение
Эффективное проектирование металлоконструкций заключается не просто в размещении компонентов внутри корпуса, а в том, чтобы сделать этот корпус пригодным для производства, тиражируемым и экономически эффективным. Заранее применяя эти принципы DFM, инженеры могут снизить количество брака на листогибочном прессе, устранить узкие места, связанные с ручной работой, на этапе сборки и снизить конечную стоимость единицы продукции.
Если вы завершаете разработку конструкции корпуса и вам требуется оценка технологичности, наша инженерная команда в Shengen можем помочь. Обладая более чем 10-летним опытом в области обработки листового металла, мы сопровождаем проекты на всех этапах — от быстрого прототипирования до серийного производства. Мы гарантируем плавный переход ваших деталей из CAD-проекта в производство с надежным качеством и эффективными сроками изготовления.
Часто задаваемые вопросы
Какой материал из листового металла лучше всего подходит для изготовления корпусов, предназначенных для установки на открытом воздухе?
Для использования на открытом воздухе или в коррозионных средах стандартным выбором являются алюминий 5052 или нержавеющая сталь 304/316. Алюминий легче, проще в обработке и обладает естественной коррозионной стойкостью. Нержавеющая сталь обеспечивает более высокую ударную вязкость и жесткость, необходимые для суровых промышленных условий, но её сложнее резать и гнуть, что увеличивает затраты на изготовление.
Какой толщины должен быть листовой металл для промышленного корпуса общего назначения?
В большинстве промышленных и коммерческих корпусов используется материал толщиной от 1,2 мм до 2,0 мм (от 18-го до 14-го калибра). Такой диапазон толщины обеспечивает оптимальный баланс. Он гарантирует достаточную жесткость конструкции для защиты внутренних компонентов, оставаясь при этом достаточно тонким, чтобы его можно было легко обрабатывать на стандартных лазерных резаках и листогибочных прессах.
Почему монтажные отверстия на моей плоской заготовке растягиваются после гибки?
Скорее всего, отверстия расположены слишком близко к линии сгиба и попадают в зону деформации. При сгибании металла материал растягивается по внешнему радиусу. Чтобы предотвратить деформацию отверстий, убедитесь, что край любого отверстия находится на расстоянии, равном как минимум 2,5-кратной толщине материала плюс радиус сгиба, от линии сгиба.
При каком объёме производства целесообразно перейти от лазерной резки к штамповке?
При объемах производства менее 5 000 единиц лазерная резка и гибочные прессы с ЧПУ остаются наиболее экономически выгодным решением благодаря отсутствию затрат на изготовление штампов. Когда годовой объем производства превышает 10 000 единиц, целесообразно инвестировать в изготовление штампов для штамповки листового металла по индивидуальному заказу. Резкое сокращение времени цикла на единицу продукции при таких объемах с лихвой окупает первоначальные инвестиции в инструмент.
Привет, я Кевин Ли

Последние 10 лет я занимался различными формами изготовления листового металла и делился здесь интересными идеями из своего опыта работы в различных мастерских.
Связаться
Кевин Ли
У меня более десяти лет профессионального опыта в производстве листового металла, специализирующегося на лазерной резке, гибке, сварке и методах обработки поверхности. Как технический директор Shengen, я стремлюсь решать сложные производственные задачи и внедрять инновации и качество в каждом проекте.
Связанный ресурс

Лазерная текстуризация металлов: подготовка, оптимизация производства и контроль затрат

Электрооцинкованная сталь: руководство по изготовлению и выбору

Перфорация против лазерной резки: Стоимость, скорость и преимущества DFM
